硫酸生产厂换热器检修实践
2021-06-10李雪琼张学兵
李雪琼,周 尚,张学兵
(楚雄滇中有色金属有限责任公司,云南楚雄675000)
某铜冶炼企业450 kt/a硫酸系统于2017年6月建成投运,2018年大修时发现Ⅳ换热器壳程出现污堵,因换热器内部检修通道狭窄、列管间距较小只能局部清理,系统在运行时阻力上升、换热效率下降,对转化系统整体热平衡及总转化率造成一定影响。2019年大修,该公司对Ⅳ换热器采用化学清洗及高压水清洗,效果显著,清洗后设备运行正常。
1 转化工艺及设备
转化工序采用ⅢⅠ-ⅣⅡ、“3+1”两次转化换热流程[1],其中Ⅳ换热器规格为φ5 470 mm×13 203 mm,换热面积 4 900 m2。外换热器为急扩加速流缩放管,开工炉为电加热炉,转化工艺流程见图1。
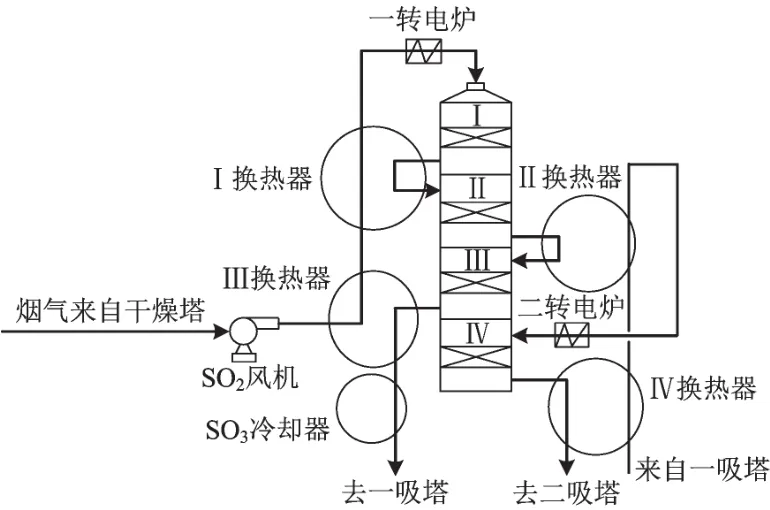
图1 转化工艺流程
2 化学清洗
2.1 化学清洗流程
1)系统停产之际,吹除SO3并降温达到满足检修的条件,对壳程SO2侧、管程SO3侧进出口烟气管道用实心盲板进行焊接封堵,目的是将换热器与相邻设备隔离,避免中和清洗时微量反应热及废气串至相邻设备,后期打压检漏时保持与相邻设备之间的隔离及密封。
2)在已封堵的烟气管道盲板内侧上部留有缺口,以便中和清洗时排放所产生的微量反应热及废气。
3)换热器管、壳程底部排污口作为管、壳程清洗液接入口。
4)在换热器塔体与SO2烟气管道出口、SO3烟气管道进口下方距管底约200 mm和100 mm处开孔,安装清洗液回液管及壳程液位观察回液管,其目的是根据回液情况判断清洗循环量是否适宜。若回液管开始回液,说明壳程清洗液已充装到位并开始循环清洗,液位观察回液管回液说明给液量大,液位处于上涨趋势,此时调节循环泵出口回流阀开度控制循环量,液位观察回液管不回液、清洗液回液管正常回液为最佳循环量。
2.2 循环槽及循环泵配套设施的安装
为调节清洗液循环量,可在泵出口处安装回流管。泵出口处另安装排污管,清洗完毕后可排放循环槽与换热器内的废水。循环槽安装进水管,以补充初始碱液配制及换热器初始清洗充装。最终形成“清洗循环槽→清洗循环泵→清洗碱液给液管→换热器→管、壳程清洗液回液管→清洗循环槽的循环清洗”系统。
Ⅳ换热器清洗流程见图2。
3 Ⅳ换热器检修
3.1 Ⅳ换热器清洗
1)壳程SO2进气侧烟气管道盲板未封堵之前,先进入壳程初步检查,人工清除部分酸泥。
2)管程SO3出气侧烟气管道盲板未封堵前,进入管程初步检查,放置带编号用于称重记录的金属挂片,以便后期检测腐蚀率。
3)封堵壳程SO2进气侧、管程SO3出气侧烟气管道盲板。
4)向清洗循环槽注水,分别按质量分数3%~5%,1.5%,1%,1%和0.3%投放氢氧化钠、纯碱、磷酸三钠、硅酸钠与缓蚀剂,开启循环泵、回流阀,循环搅拌配制的清洗碱液。
5)开启管程SO3侧清洗碱液给液阀,向管程充装清洗液,根据容积计算循环槽注水量。管程下气室充装满时,开启壳程SO2侧清洗碱液给液阀,此时SO2侧、SO3侧同时充装清洗液。充装清洗液过程中需持续向循环槽注水、投入药剂,用回流阀调节给液量。
6)若管、壳程清洗液回液管回液,说明管、壳程清洗碱液充装到位,此时开大回流阀,调整给液量开始循环清洗,以液位观察回液管不回液、清洗液回液管正常回液为最佳循环量控制状态,此时停止循环槽注水。管、壳程清洗碱液充装到位时会有微量气体自顶部排气孔溢出。
此次清洗因部分列管出现腐蚀漏点、管、壳程之间存在串液,使循环系统合二为一,所以管程清洗液回液管未回液,集中从壳程清洗液回液管回液。
7)初始回液测定pH值为4~5,随着持续循环,回液逐步由酸性变为碱性,清洗过程中持续投加药剂将循环给液pH值保持在14左右,循环给液及回液pH值接近时,说明内部酸性污垢基本中和完毕,此时再持续循环4 h,若回液pH值仍为14左右,说明中和清洗完成。
1.2.3 攻毒预试验。选取20只健康肉鸡作为攻毒试验对象,用制备的IBDV悬液进行攻毒,每只鸡采用滴眼、刷肛法进行攻毒,剂量为0.5 mL/羽。攻毒后24~48 h,试验鸡均表现出传染性法氏囊病的典型症状;60~72 h出现死亡,解剖死亡肉鸡确认IBDV攻毒有效。
8)清洗完成后,关闭循环泵、泵出入口阀及回流阀,打开排液阀,将循环液排至污水处理站。
9)排尽循环液后,打开管程顶部人孔、壳程SO2进气侧烟气管道盲板,进入内部用高压水清洗管、壳程两侧,直至露出金属本色。高压水清洗结束,拆除所有临时搭接的循环系统及管道。
3.2 Ⅳ换热器烘干
为避免清洗后残留的水分对设备造成新的腐蚀,打开管程SO3出气侧烟气管道盲板,将盛装木炭的火盆置于管程、壳程下部,点燃木炭烘烤管、壳程,并在SO2进气侧、SO3出气侧开孔处放置轴流风机向内送风,以增加氧气,加速热气流通以提高烘干速度。但应注意:烘烤初始应备足投放的木炭,烘烤期间不再添加木炭。
3.3 Ⅳ换热器的查漏堵漏
1)烘干残留水分后,进入管、壳程,目测列管腐蚀漏点。以列管底部与孔板连接部位为起点,对200 mm以下及200 mm以上有漏点的列管做标记。200 mm以上有漏点的列管选用实心堵板将列管上下两端焊接封堵[2]。200 mm以下列管若整体出现腐蚀变薄或少数列管已出现腐蚀漏点时,为避免底部变薄的列管在后续生产中继续受腐蚀影响总体转化率,公司选用堵漏剂进行浇筑堵漏防腐,该堵漏剂专用于硫酸装置换热列管泄漏修复。
2)堵漏剂呈流体状,浇筑前需对列管四周200 mm高度用钢板焊接围堰,用于后续浇筑时固定堵漏剂。为确保200 mm高度浇筑后SO2侧气体通行的有效截面,将气体导流板上移200 mm。
3)200 mm 以下有漏点的列管选用 200~300 mm长的DN32焊管从管程下气室嵌入列管底部200 mm高度,避免浇筑时堵漏剂滴漏影响浇筑。
4)用潜水泵及连接的消防水带将配制好的堵漏剂打至列管围堰内,使堵漏剂填充到每个角落。半小时后堵漏剂慢慢凝固,保养8 h便具备打压试漏条件,注意凝固时间因环境温度及堵漏剂配比的差异有所不同。
3.4 Ⅳ换热器打压试漏堵漏
恢复壳程SO2进口烟气管道盲板、SO2出口烟气管道排气口,壳程形成密闭空间。利用壳程SO2侧循环清洗液给液口作为打压进气口,并在进气口安装压力表,气源来自空压机房。具体过程如下:
1)开启打压进气阀,空压机房逐步打开供气阀送气。通气过程中在管程下气室用耳听或将纸张放置列管底部检测漏气情况。若有漏气,会听到刺耳的鸣气声,或发现列管口纸张被吹动。找到漏气列管做好标记,停止送气。
2)用实心堵板焊接封堵有漏点的列管上下两端,然后再次送气打压,打压压力为0.02 MPa,再用上述方法查漏、标记、堵漏,直至有漏点列管全部封堵。随着查漏、堵漏的进行,漏气点逐步减少,进气口压力逐步上升,漏气点处理完成后压力稳定,关闭进气阀,停止送气,持续保压2 h,查漏、堵漏基本达到预期目的。
割除盲板,恢复烟气管道,保温至初始状态。至此,整个换热器的清洗、查漏、堵漏、打压工作全部完成。
4 检修效果评估
4.1 外观效果评估
检修前换热器列管附着较多圬垢,检修后露出金属表面。
4.2 化学清洗过程腐蚀评估
清洗前称量2块0.001 4 m2碳钢的质量,编号为2937和2939,悬挂于管程下气室立柱间,化学清洗过程约8 h。清洗后腐蚀率符合HG/T 2387—2007《工业设备化学清洗质量标准》中碳钢腐蚀率小于 6 g/(m2·h)、腐蚀量不大于 72 g/m2的要求。清洗后腐蚀率见表1。
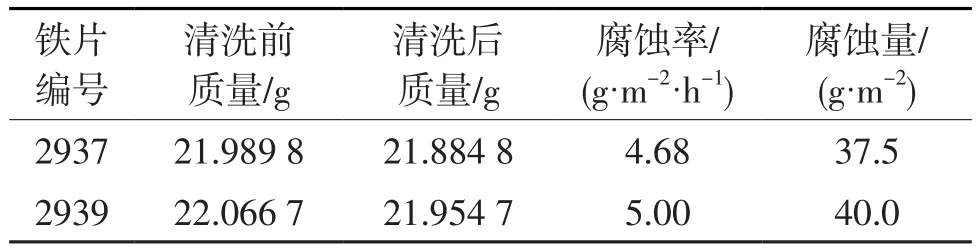
表1 清洗后腐蚀率
4.3 工艺指标改善评估
清洗后Ⅳ换热器壳程阻力、二吸塔入口烟气温度明显下降,清洗效果显著,清洗前后主要工艺指标见表2。
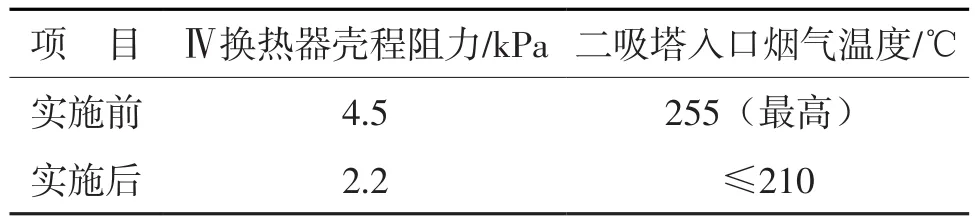
表2 清洗前后主要工艺指标
4.4 堵漏后换热面积变化评估
此次列管上下封堵共29根,封堵列管及浇筑200 mm厚的堵漏剂使换热面积减小3.5%,在可接受范围内。
5 结语
硫酸系统中的换热器污堵腐蚀时有发生,解决换热器污堵和腐蚀的关键是提高前端工序除尘、解决一吸塔气带液及提高捕沫器捕沫效率。但对已形成的污堵及腐蚀问题,采用化学清洗加高压水清洗,以及使用专用堵漏剂是可行的。
