煤粉锅炉低温再热器管屏弯头防磨数值分析
2021-06-08冯玉霄潘绍成冉燊铭刘文建刘宇钢
冯玉霄,潘绍成,冉燊铭,刘文建,刘宇钢
(1.清洁燃烧与烟气净化四川省重点实验室,四川 成都 611731;2.东方电气集团东方锅炉股份有限公司,四川 自贡 643001)
0 引言
对于煤粉锅炉,尾部受热面区域烟气温度低,飞灰硬度大,受热面受烟气的冲刷磨损性强[1],并且烟速越大,磨损性越强,研究表明管壁磨损量与烟气速率的3 次方成正比[2-5],控制烟气流速能有效降低管屏的磨损,从而防止因管壁长时间磨损而爆管,但为保证尾部受热面的经济性,烟气流速不能太低,所以控制烟气分布的均匀性尤为重要。某电厂2×330 MW亚临界汽包煤粉炉,投运一年后,数次发生低温再热器管屏弯头磨损的情况,分析认为,除了与煤质变差、低温再热器整体烟速偏高有关外,还可能与弯头区域速度场分布不均有关,在靠近管壁的管子弯头部分,由于弯管与管壁之间留有一定的间隙,会形成烟气走廊,烟速偏高,磨损性更强[6-8],故而在弯头处加装防磨板,并分析防磨板不带孔、带孔及孔型不同的防磨效果。为了有效解决弯头防磨问题,利用Fluent 软件对原方案及采取的不同防磨措施方案进行数值模拟,并提出有效的改进措施。
1 物理模型和基本方程
在弯头处加均流板的物理模型如图1 所示,4 种物理模型方案分别加了均流板(未开孔)、均流板(开孔)、防磨疏型板。分析各物理模型中均流板对管屏速度流场的影响,取初始入口速度为5 m/s。

图1 物理模型
计算流体力学一般需要求解以下控制方程:质量守恒方程、动量守恒方程、能量守恒方程、组分守恒方程等,本次模拟计算只是分析低温再热器管屏区域烟气的速度分布,可以将烟气近似为单相气体,不需要求解能量方程,选择标准k-ε 双方程湍流模型[9]求解,按等温、不可压缩流场计算。通过以上近似条件,计算方程简化为
式中:ρ 为流体密度;u、v、w 分别为直角坐标系x、y、z方向的速度分量;φ分别代表速度u、v、w、湍动能k和紊动能耗散率ε;Γφ为扩散项;Sφ为由气相引起的源项或汇相;当φ=1 时为连续性方程。表1 给出了式(1)中的扩散系数和源相的具体形式,其中Gk表示由速度梯度产生的湍流动能;C1、C2为常数。

表1 气相守恒方程中的源项和扩散系数
表1中,各变量为:

在弯头处铺设均流板的模拟计算中,将模型的左侧、前侧和后侧定义为自由滑移界面,右侧定义为壁面,上方为速度入口,下方为压力出口,采用SIMPLER 算法求解气相差分方程组[10],迭代计算从而得出模拟结果。
2 模拟计算结果比较
2.1 管屏弯头处速度分布比较
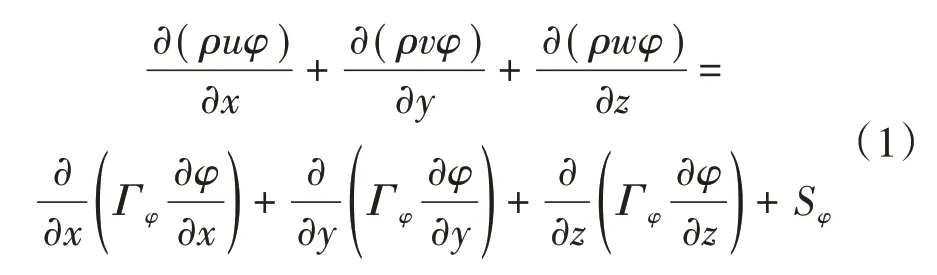
4 种方案的垂直截面速度场模拟结果如图2所示。

图2 在XY平面的中垂截面速度分布
为了详细分析加入不同均流板对弯头速度场的影响,现将弯头定义为12个区域,如图3所示。在4种方案中,12个区域内的速度最大值比较如表2所示。
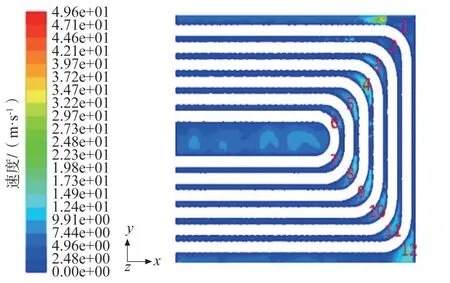
图3 速度场区域划分

表2 区域内速度分布最大值比较 单位:m/s
管屏弯头速度最大值比较见图4。从图4 中可以看出,方案Ⅰ中除第1个弯头处速度最大值比较小之外,其他11 个区域内速度最大值都很大,防磨性能不佳。

图4 管屏弯头速度最大值比较
方案Ⅱ、方案Ⅲ均能使各弯头部位烟气流速更均匀,采用400 mm长开孔均流板防磨效率最佳。
方案Ⅳ开条形孔方案烟气速度偏差大于方案Ⅱ、方案Ⅲ,防磨效果差于方案Ⅱ、方案Ⅲ,但优于方案Ⅰ。
3.2 管屏水平截面速度分布
在XZ平面的水平截面速度分布见图5。因为管屏弯头处的磨损比较严重,所以并没有列出水平方向管屏间速度的最大值,只是展示了管屏间的速度流场。从图5 中可以看出,防磨板开孔之后,管屏弯头处水平截面速度分布较为均匀。模拟结果表明:方案Ⅱ和方案Ⅲ速度分布水平优于方案Ⅰ。
3.3 管屏直管段速度分布
从图5 水平截面速度分布中可以看出,管屏与管屏之间的速度分布除了弯头处,其他区域速度分布比较均匀,图6为模型正视图,图7为A-A左视图,可以得出同一垂直截面内的速度分布最大值。
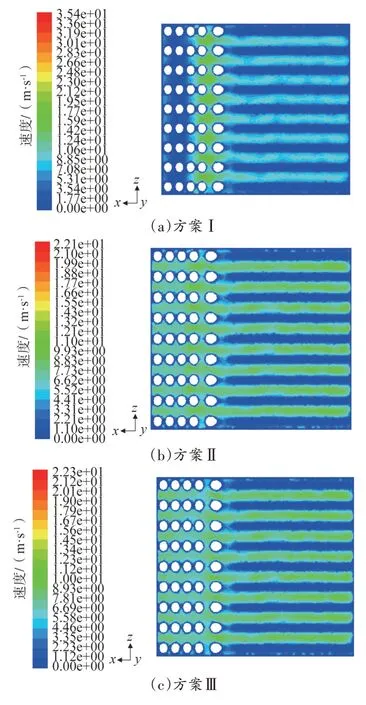
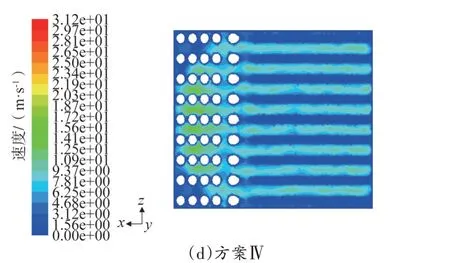
图5 在XZ平面的水平截面速度分布(Y=151.75 mm)
图8给出了4种方案下A-A截面内的速度分布。由图8 可知,无论哪种方案,直管段速度最大值出现的地方在最下层直管处,即最下层直管段受烟气磨损最严重。直管段速度最大值相差不大,方案Ⅱ的速度最大值最小。
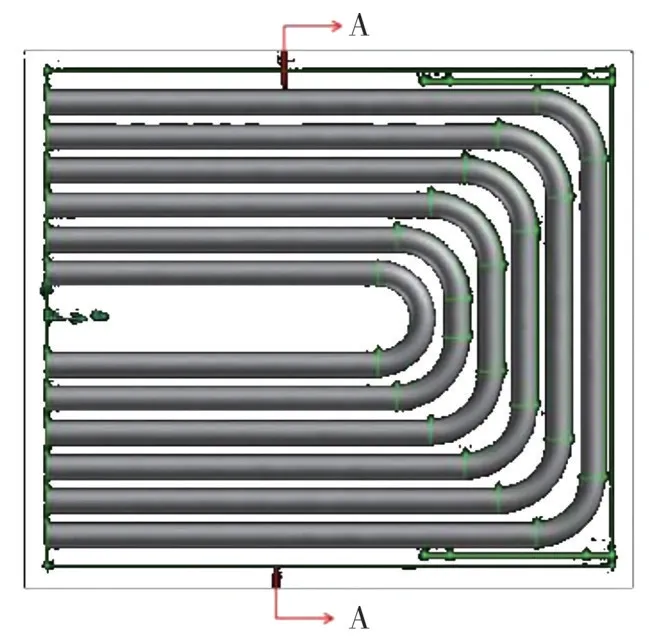
图6 模型正视图

图7 A-A左视图
为了进一步比较直管段的速度分布,将A-A 截面划分为12 个区域,如图9 所示。A-A 截面内区域速度最大值分布如图10 所示,从图中可以看到,管屏间速度分布比较均匀,方案Ⅱ和方案Ⅲ效果基本相同。
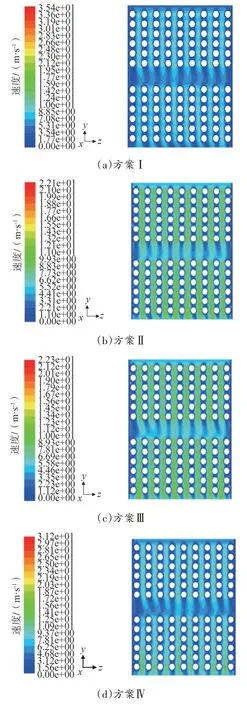
图8 A-A截面速度分布
3.4 分析讨论
在低温再热器弯头上方加了防磨板(方案Ⅰ)之后管屏弯头处的速度分布比较小,很大程度上缓解了弯头的磨损,尤其是最外层管屏的弯头,而在防磨板上打孔(方案Ⅱ、方案Ⅲ)之后,不仅能够缓解烟气对弯头的磨损,而且使得烟气在弯头处的速度分布比较均匀,提高了传热。

图9 区域划分

图10 A-A截面内区域速度最大值分布
适当的增大均流板板宽(方案Ⅲ)可以减小最大值平均速度,管屏弯头处烟速分布比较均匀,整体上减轻了烟气对管屏的磨损。
加了带条形孔的均流板(方案Ⅳ)之后,相比不带孔的工况,区域内速度最大值比较小,速度分布比较均匀,但是相比方案Ⅲ(上下都有均流板,圆孔,板宽400 mm),效果要差很多。
4 结语
对于低温再热器管屏,甚至位于尾部烟道的所有管屏,在控制烟速的同时,在弯头处布置合适宽度的均流板,并在均流板上开分布均匀的圆孔,烟气流经弯头处速度分布均匀,能够很好地防止或缓解弯头处的磨损,从而避免出现弯头爆管的现象,保证锅炉安全稳定运行。
