机车用柴油机球铁活塞销座裂纹原因初探
2021-06-03符冬芽沈新建
符冬芽,沈新建
(中车戚墅堰机车有限公司,江苏常州 213011)
1 拆检活塞销座情况介绍
活塞销座材质为球墨铸铁,区域划分见图1,其表面磁粉探伤检查质量控制要求见表1,拆解活塞销座典型的裂纹形貌见图2、3。

图1 活塞销区域划分示意图
2 活塞销座裂纹缺陷原因分析
2.1 裂纹断面宏观分析
取编号为LR104778 的裂纹销座进行解剖,见图4。沿裂纹打开其断裂面,断面情况见图5。断
从图2、3 的形态看,这样的销座,如果未进行拆检,再运用很短的时间(很可能几周甚至几天)后就会发生失效致使销座裂开,活塞销脱离,后果将十分严重(最低严重程度可致使所在动力组报废)。拆检的活塞销座经磁粉探伤发现有近50%的活塞销座不符合表1 标准。面上存在铸造缺陷,图中长箭头指处约3mm 的上部为裂纹扩展的先行区(颜色较深区),铸造缺陷距铸件表面约0.6mm,大小约覬2.5mm 见图6。从解剖和分析结果看,裂纹发源于高应力区的铸造缺陷。

图2 湿法荧光探伤宏观裂纹形貌之一
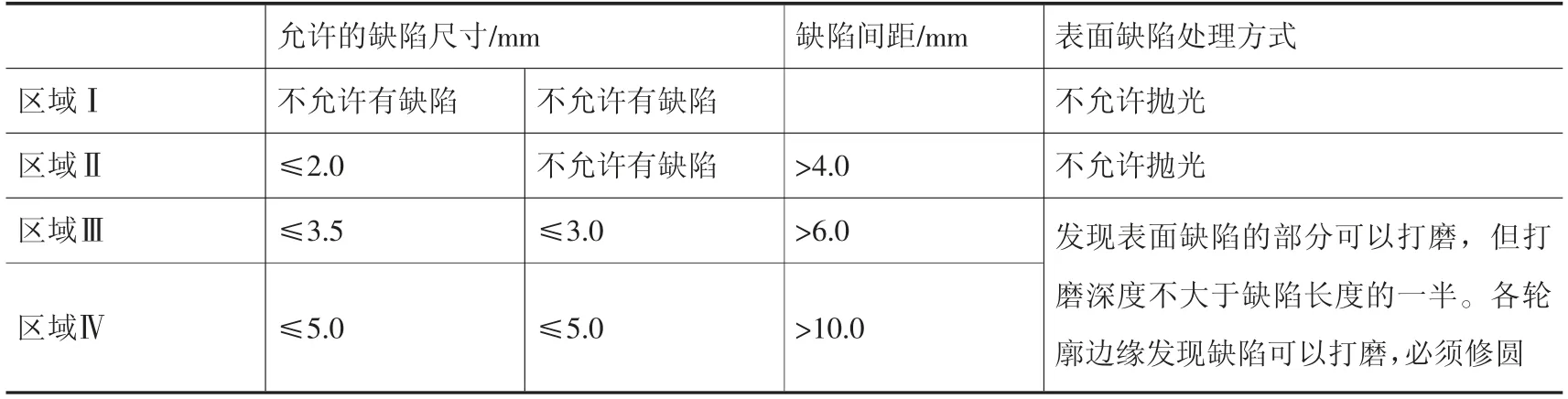
表1 活塞销座表面磁粉探伤质量控制要求

图4 图中箭头指处(裂缝)为湿法荧光探伤宏观裂纹处

图5 沿上图裂纹打开后断面情况,短箭头指处为铸造缺陷

图6 左图局部放大
2.2 本体金相分析
销座表面组织为铁素体+索氏体(见图7、8),次表面组织为索氏体(见图9),说明销座经过调质热处理,且表面存在脱碳层;铸造缺陷边缘存在氧化及非球化石墨,同时缺陷边缘存在脱碳现象,分别见图10~14;裂纹扩展先行区未见脱碳(见图15)。

图7 100×表面组织为铁素体+索氏体

图8 500×左图局部放大
图9 100×次表面组织为索氏体
2.3 各部位微区成分分析
采用S-3700N 型扫描电子显微镜对上述试样微区进行能谱分析,分析部位见表2。
由三个区域能谱分析结果(表3)可知,缺陷部位存在很高的O、Mg、Al、K、Ca 等元素,不含Cu元素,Si 元素含量也高很多,其元素百分比表明,存在较高含量的氧化物,表明缺陷是由氧化物造成(氧化物在该区域聚集)或由于氧化而造成了缺陷(该区域被氧化)。这个结果与金相分析结果一致。
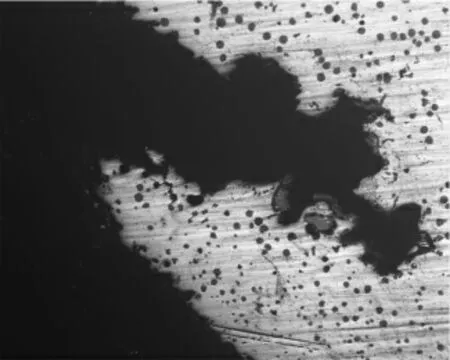
图10 50×铸造缺陷

图11 500×缺陷周围存在氧化现象

图12 500×缺陷边缘非球化石墨
3 分析与讨论
从发生严重裂纹的三个活塞销座看,裂纹源起始于销座高应力部位的铸造缺陷处,两个在销孔底部中间,一个垂直于销孔中线的底部圆孔边缘(LR104778 号),铸造缺陷大小约2.5mm,断口面呈圆形;能谱分析结果表明,缺陷是由氧化夹渣组成,氧化夹杂中含有主要的球化剂Mg、Ca 等元素;缺陷部位的金相照片显示,缺陷处附近石墨含量很低,石墨不成球,为片状,几乎没有珠光体,表明该处在凝固前因铁水氧化而造成球化衰退,含碳量下降,产生了片状石墨和铁素体基体;断裂形貌表明,裂纹萌生于夹渣缺陷处,萌生后,疲劳扩展区域很小,此后的扩展速度极快,这种现象表明销座在该部位的应力水平很高;在该高应力区处,若存在这样的线性缺陷,情况将更为严重。

图13 100×缺陷边缘存在脱碳

图14 500×左图局部放大

表2 能谱分析区域
另外,随机抽取的6 件缺陷超标销座,对探伤发现线性磁粉积聚的部位进行解剖分析的结果表明,这些线性缺陷均是铸造过程中的夹渣造成的,以近乎片状形态分布,周围球化衰退迹象明显,存在片状石墨和纯铁素体基体组织。这些存在超标夹渣缺陷的销座在运用了两年后,均没有发生扩展的迹象,同样等级的缺陷,运用了两年后未造成裂纹的萌生和扩展,表明这些缺陷处的应力水平较低,也表明铸造缺陷是否发展为裂纹与其所处的位置有关。

图15 正常部位能谱成份

图16 缺陷部位能谱成份

图17 珠光体正常部位能谱成份
拆检销座磁粉检测结果解剖的销座缺陷分布情况表明,所有这种类型的缺陷,均分布在工件的表面和次表面,且大部分已经露头(磁粉探伤能发现)。
经分析认为,这些缺陷是铁水处理过程和浇注过程中产生的,一般是铁水处理不当所致。从夹渣的形态和分布在表面和次表面的情况看,这些夹渣应该是二次氧化所造成,在浇注过程中铁水流与型腔内氧化性气体接触,发生了氧化反应,消耗了易氧化的球化剂和合金元素,在铁水流推进过程中凝固于型腔表面或次表面,形成氧化物夹渣,并使周围石墨不成球,其中部分缺陷已经露头于表面,故磁粉检测能发现,部分在次表面(如LR104778 号销座),即使进行磁粉检测,也不一定能发现。由于二次氧化的原因,其分布的区域是随机的,表面和近表面的比例会高一些。这些缺陷,在成型后很难被经济的检查出来。

表3 能谱分析结果
3 结语
(1)LR104778 号失效销座裂纹首先发生在铸造缺陷处,距表面约3mm 范围内(即裂纹扩展先行区)。
(2)这种铸造缺陷的性质为氧化夹渣,几乎呈片状分布,同时周围存在石墨球化衰退现象和片状石墨。
(3)这种铸造缺陷是浇注过程中,因铁水二次氧化造成球化衰退而成;主要分布于铸件的表面和次表面,其危害程度与所处位置有关。
(4)制订的拆检磁粉探伤检测质量控制要求并不能完全控制这类失效的发生,只能从铸造过程控制。
(5)对高应力区域,要进一步提高检测要求,严格控制;对一般部位,可以适当放宽要求,区别对待。
(6)由于铸造的特性,这类缺陷位置和分布存在不确定性,应严格控制,凡出现这一类缺陷的产品,均不建议使用。
