发动机油道堵塞静态扭矩提升的调查研究
2021-06-01王露涛甘伟武
王露涛,甘伟武,梁 军
(上汽通用五菱汽车股份有限公司,广西 柳州 545007)
0 前言
某发动机罩盖使用油道堵塞(简称油堵)对其机加工油道工艺孔进行密封,油堵螺纹规格为M12,油堵装配前预先压装垫片。密封带是油堵垫片与罩盖油堵安装面贴合形成,稳定的密封所需要的力是来自于油堵螺纹连接中的夹紧力,然而在实际大批量生产过程中,目前还没有实际可行的方法准确测量螺栓夹紧力,因此只能通过控制装配扭矩间接控制螺栓夹紧力[1]。目前油堵装配时使用的拧紧控制策略为扭矩法,即拧紧停止条件:扭矩≥目标扭矩[2],油堵装配使用拧紧设备自动拧紧工艺。油堵装配的静态扭矩经过一段时间后会出现不同程度的衰减,当衰减到一定程度会引起油堵密封不良,产生泄漏。因此,对油堵装配工艺及拧紧系统中各参数进行研究,试图通过实验,找出油堵拧紧系统中各拧紧参数不同水平的最优组合,从而获得最佳的静态扭矩,其中可以通过24h 后静态扭矩来较好的衡量。因此,24h 后静态扭矩作为本次研究的主要指标。该油堵装配工艺如图1所示。

图1 油堵装配工艺
拧紧系统中主要的参数如下:罩盖油堵孔安装面粗糙度Ra1.4,油堵垫片为平面,轮廓度要求0.15。拧紧力矩:34N·m(标准要求35±5N.m),拧紧速度15r/min。拧紧参数可实时监控。
1 因子分析试验
1.1 因子分析试验方案
根据螺栓类拧紧系统的拧紧原理,该油堵拧紧系统影响24h静态扭矩的主要参数为拧紧力矩、拧紧速度、垫片角度,垫片角度示意图如图2所示。
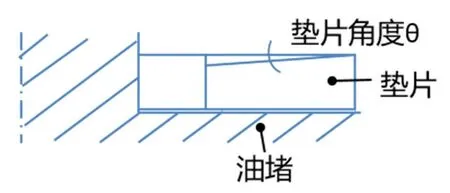
图2 油堵垫片角度示意图
每个因子(参数)对24h 静态扭矩的影响具体如何还不清楚,故安排因子分析试验进行研究;另外,涂螺纹密封胶可能对24h静态扭矩有影响,故增加一组油堵涂胶试验。试验方案如表1所示。
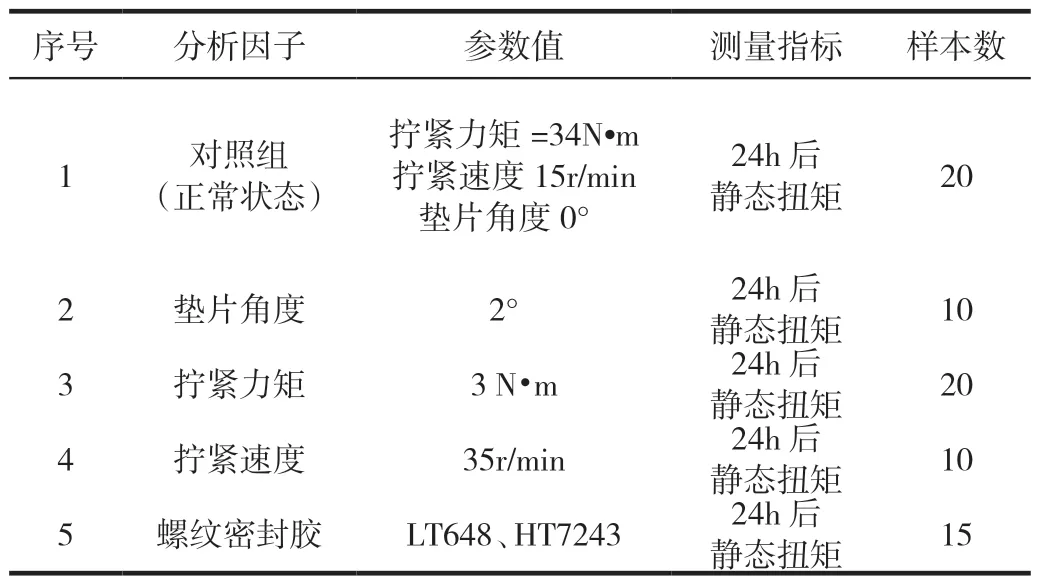
表1 分析因子试验方案
1.2 因子分析试验结果及分析
收集因子分析试验的24h 后静态扭矩的数据,用箱线图进行分析,如图3 所示。从图3 中可以看出,因子垫片角度2°,24h 后静态扭矩好于对照组(正常状态),说明垫片角度在一定范围内增大可以提升静态扭矩;因子拧紧力矩37 N·m,24h后静态扭矩数据与对照组数据差异不明显,说明对静态扭矩的提升无显著作用;因子拧紧速度35r/min,24h 后静态扭矩衰减明显,说明拧紧速度加快不利于24h 静态扭矩的提升;因子胶LT648,24h 后静态扭矩数据好于对照组,说明可以考虑增加使用螺纹密封胶LT648 来提升扭矩;因子胶HT7243,24h后静态扭矩数据与对照组数据差异不明显,说明对静态扭矩的提升无显著作用。
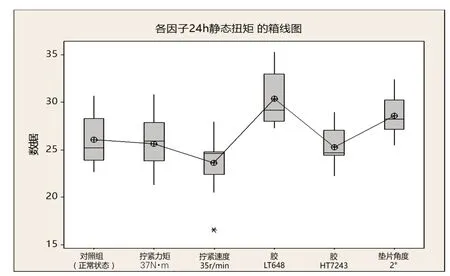
图3 因子分析试验24h 后静态扭矩的箱线图
2 DOE试验
2.1 DOE试验方案
因子分析试验的结果中,因子拧紧力矩37N·m 的数据比较异常,按螺栓类拧紧系统的经验数据,拧紧扭矩的增大会有利于静态扭矩的提升。分析认为,因子拧紧力矩试验时扭矩的增加量可能还不够,使静态扭矩结果变化不明显,也可能拧紧力矩与其他因子存在交互作用。另外,拧紧系统中,各因子间也可能存在交互作用。为了研究各因子在什么水平(因子的取值)时可以获得最佳的24h后静态扭矩,于是,对拧紧系统中各因子进行一轮DOE试验[3-4]。DOE试验共考察4 个因子,分别为垫片角度、安装面粗糙度、拧紧力矩、拧紧速度,故设计为4 因子的全因子并安排4 个中心点的20(24+4)次的全因子试验。试验方案如表2所示。
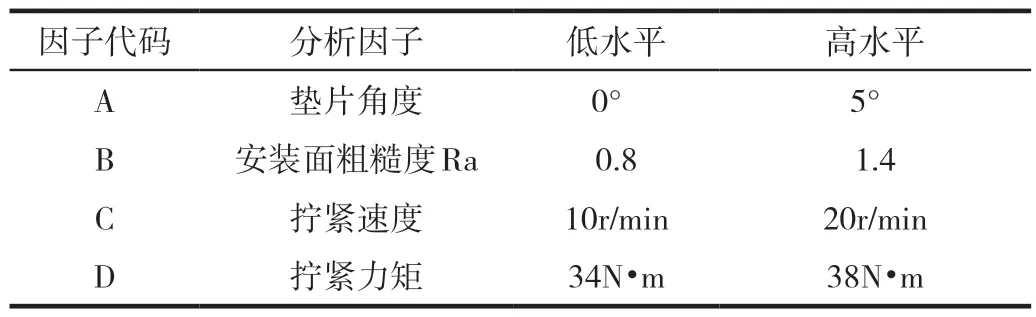
表2 DOE 试验方案
2.2 DOE试验结果及分析
根据DOE 试验的结果数据,建立拟合模型进行分析,模型中只包含主效应和二阶交互作用项。分析得出,模型中效应显著,如图4 所示,从图中可以看出,因子油堵安装面粗糙度显著,油堵垫片角度与拧紧速度、油堵垫片角度与拧紧扭矩、拧紧速度与拧紧扭矩三项交互作用显著。
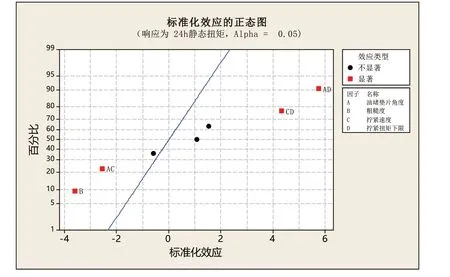
图4 因子正态效应图
从图5可以看出因子安装面粗糙度对24h后静态扭矩的影响是显著的。其他几个因子是不显著的。从图6 可以看出油堵垫片角度与拧紧速度、油堵垫片角度与拧紧扭矩、拧紧速度与拧紧扭矩三项交互作用对于响应变量24h 后静态扭矩的影响确实是显著的(两条线非常不平行),而其他交互作用对于响应变量24h后静态扭矩的影响是不显著的。
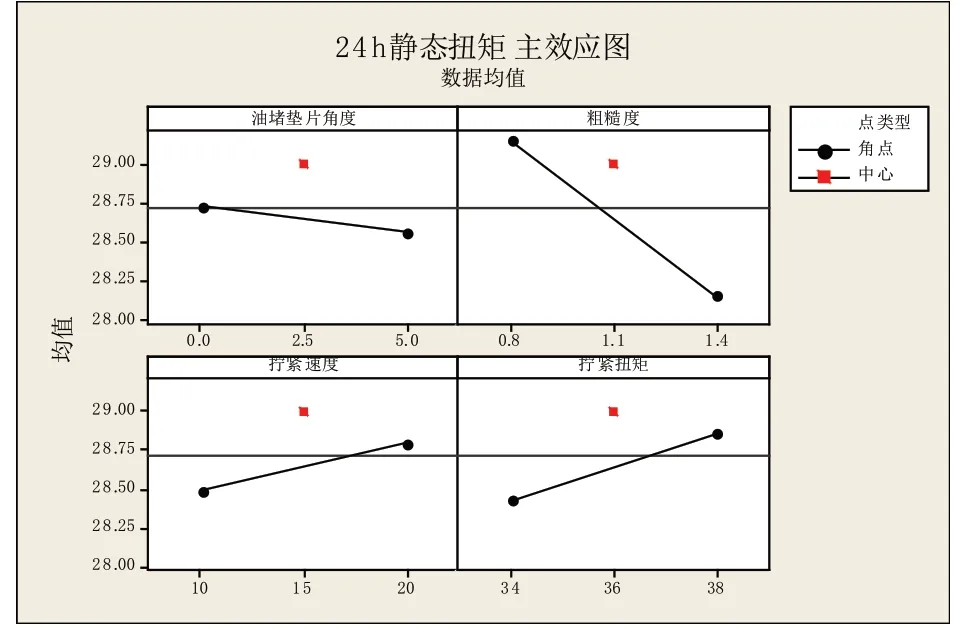
图5 各因子的主效应图
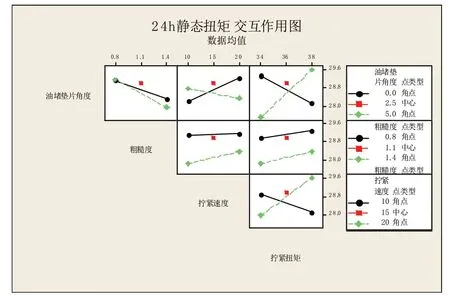
图6 各因子间的交互效应图
生成响应变量曲面图如图7所示,为使响应变量24h后静态扭矩取值更大,在因子油堵垫片角度取小角度、因子拧紧扭矩取低扭矩值可以获得,或在因子油堵垫片角度取大角度、因子拧紧扭矩取高扭矩值时可以获得。但具体各因子在什么水平时可以获得最优解还不明确。于是,对数据及模型进行响应优化分析。经过分析,响应变量得到最大值计算结果如图8所示。结果显示,当油堵垫片角度取5°、油堵安装面粗糙度取Ra0.8、拧紧速度为20r/min、拧紧扭矩为38N·m 时,可以使24h 静态扭矩获得最大值。根据此模型,在新设计点处对24h静态扭矩进行预测,均值的95%置信区间为(29.706 2,31.409 5),单值的95%预测区间为(29.070 3,32.045 5)。预测值较对照组数据提高了。
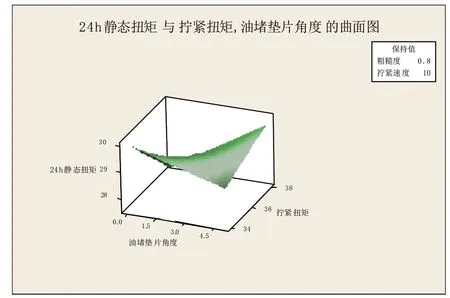
图7 响应变量曲面图
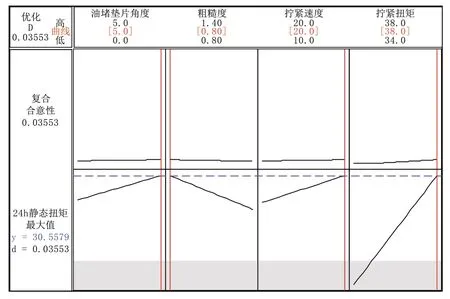
图8 响应变量优化器输出结果图
3 扩大验证试验
根据因子分析试验和DOE 试验的结果,为了分析油堵拧紧系统中因子水平的最优组合是否可以稳定提升24h 后静态扭矩,进行扩大验证试验[4]。试验方案为:油堵垫片角度取5°、油堵安装面粗糙度取Ra0.8、拧紧速度为20r/min、拧紧扭矩为38N·m、胶使用LT648 胶,连续生产,取大于125个样本。试验结果如图9所示。
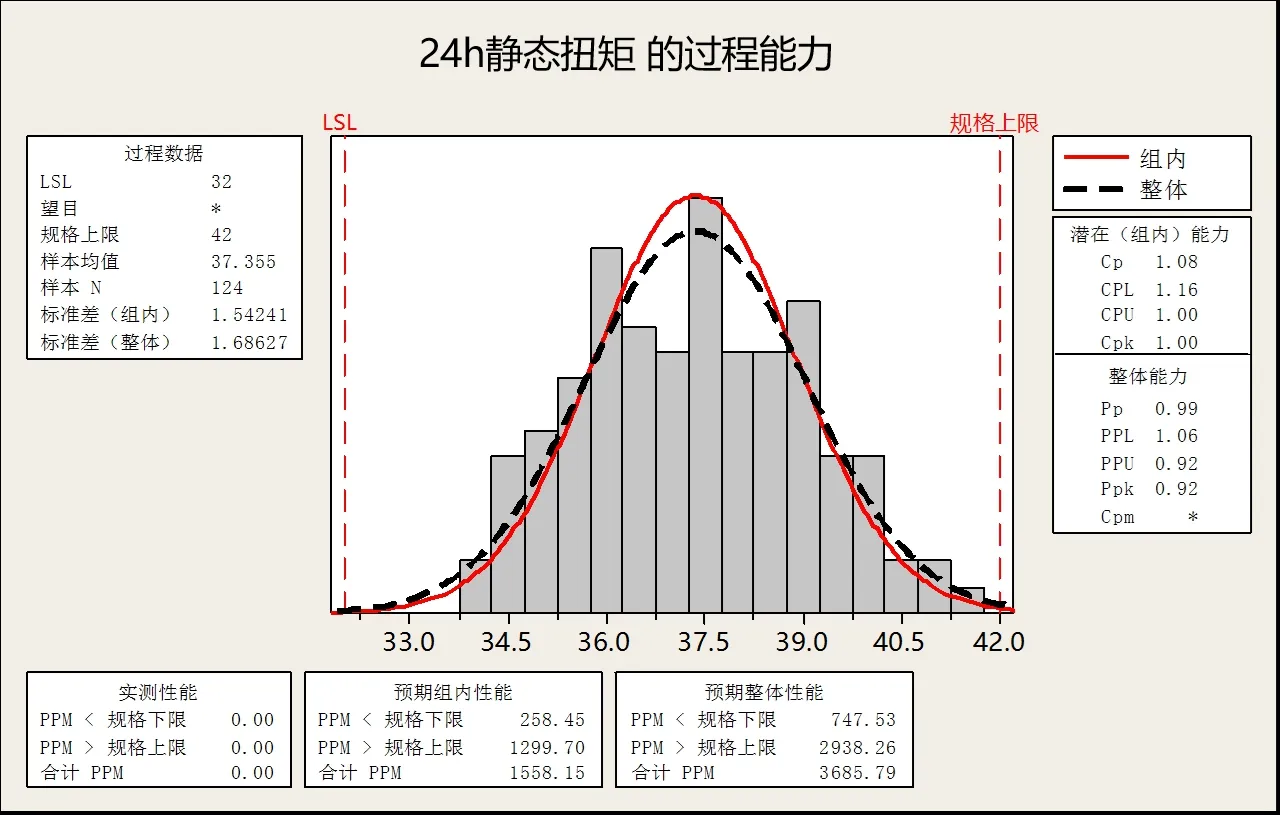
图9 扩大试验结果的过程能力图
从图中可以看出,2 4 h 静态扭矩已提升至均值为37.36N·m,过程能力CPK=1.0。较对照组(正常状态均值为26N·m)提升效果显著。
4 结论
1)因子安装面粗糙度的主效应对响应变量24h 后静态扭矩的影响是显著的,在工艺要求范围内粗糙度越低,静态扭矩衰减越小。
2)因子油堵垫片角度、拧紧速度、拧紧力矩的主效应对响应变量24h后静态扭矩的影响不显著,但油堵垫片角度与拧紧速度、油堵垫片角度与拧紧扭矩、拧紧速度与拧紧扭矩三项交互作用对于响应变量24h 后静态扭矩的影响是显著的。
3)螺纹密封胶的使用,可以减小24h后静态扭矩的衰减。
4)通过DOE 实验,可以找出油堵拧紧系统中因子各水平的最优组合,且该最优组合可以稳定提升24h后静态扭矩。
