耐高温双马发泡胶膜J-381性能研究
2021-05-31赵道翔崔宝军宋军军陈维君
赵道翔,崔宝军,2*,李 刚,2,宋军军,陈维君,2
(1.黑龙江省科学院 石油化学研究院,黑龙江 哈尔滨150040;2.黑龙江省科学院 高技术研究院,黑龙江 哈尔滨150020)
前 言
近年来,随着国内外航空工业的迅速发展,各种新型飞机层出不穷。飞机对于其速度、隐身性能、作战灵活性的要求越来越高,也就要求其所用材料的耐温等级高、介电常数和损耗低、密度小。双马来酰亚胺(BMI)树脂是一类高耐温等级树脂,具有耐温等级高,机械性能优异的特点,已经在多种型号飞机上作为复合材料广泛应用[1~4]。但是,纯BMI树脂较脆,需要对其进行增韧改性,国内外许多科研工作者对此进行了相关研究[5~8]。张兴迪等选择含磷聚芳醚酮为增韧剂对双马来酰亚胺树脂进行增韧,通过注射成型工艺制备层间颗粒增韧碳纤维增强双马树脂基复合材料[9]。Wu[10]等设计合成了碳烷改性双马来酰亚胺树脂,显著提高了树脂的耐热性和尺寸稳定性。该共聚物具有更宽的加工窗口和更低的固化温度及固化活化能,有效地提高了树脂的可加工性。本文通过加入氰酸酯和聚芳醚砜对双马来酰亚胺树脂进行增韧改性,合成了满足发泡胶膜加工要求的双马来酰亚胺基体树脂。
发泡胶膜是通过将发泡剂加入基体树脂,在树脂固化过程中,发泡剂通过物理或化学变化释放气体,使得树脂体积膨胀,完成发泡过程。发泡胶膜中气泡孔的存在,使得发泡胶膜具有质轻和低介电常数的特点,能够有效降低飞机部件的质量,应用在各种飞机的非结构胶接中。提高发泡胶膜的耐温等级一直是国内外发泡胶膜科研工作的主要工作之一。从环氧型发泡胶膜[11]到耐温等级稍高的氰酸酯发泡胶膜[12]再到双马发泡胶膜,发泡胶膜的耐温等级逐渐提高。国内外科研工作者设计合成了多种耐高温发泡胶膜:黑龙江省科学院石油化学研究院结构与耐热研究中心研发的耐高温双马发泡胶膜J-381、美国Henkel公司的HYSOLREA.9833.1和Cytec的FMR6604-1等。本文对以上三种双马树脂发泡胶膜的各项性能进行了比较。
本文以双马来酰亚胺为基体树脂,以双酚A型氰酸酯和聚芳醚砜为增韧剂,通过加入发泡剂,经过混炼、压膜等工艺制备出耐高温发泡胶膜J-381。并测试了J-381的流淌、发泡、不同温度下的管剪强度、耐介质性能等。本文比较了J-381与环氧型发泡胶膜J-118各项性能的差异以及与美国Henkel公司的HYSOLREA.9833.1和Cytec的FMR6604-1的性能差异。结果表明J-381耐温等级高,耐介质性能优异,与各种材料粘接能力强,其常温各项性能与环氧发泡胶膜和氰酸酯发泡胶膜基本接近,高温性能达到并超过国外同类产品性能。
1 实验材料与合成方法
1.1 实验材料
双酚A型氰酸酯单体(BADCy),工业品,熔点80℃,吴桥树脂厂;双马来酰亚胺树脂(BMI-1),工业品,洪湖市双马新材料科技有限公司;聚芳醚砜树脂(PES-C),工业级,熔融黏度0.70,徐州树脂厂;固化催化剂,黑龙江省科学院,实验室自制;增韧剂,黑龙江省科学院,实验室自制;发泡剂,黑龙江省科学院,实验室自制。异丙醇,分析纯,天津市富宇精细化工有限公司。15#航空液压油,工业级,中国石油玉门油田公司炼油化工总厂。3#航空煤油,工业级,河南博泽化工产品有限公司。碳氢化合物标准溶液,标准品,厦门海标科技有限公司。
1.2 测试与表征
流淌测试需将胶膜裁制为50mm×25mm×2.5mm长方形胶条并贴附于铝板上,将贴附有胶条的铝板竖直放置于烘箱中进行固化。测试固化后样品的最大宽度Dmax,则样品的流淌为Dmax-25mm。发泡比测试需将胶膜裁制成25mm×25mm×2.5mm正方形胶膜,置于烘箱中固化。测试固化后样品的最大高度hmax,则样品的膨胀比为hmax/2.5。管剪测试是利用套管间填充胶料的方法将处于同心状态的内外两管胶接在一起,然后将套管切割成一定长度h的试件。固定试件的外管,将内管用测试模具沿轴向压出,记录最大力值Fmax,则样品的压缩强度为Fmax/πdh,d为内管外径。管剪测试前内外管均经过表面阳极化处理。压缩测试需将13g胶膜置于30mm×30mm×30mm正方体模具中固化发泡,通过拉力机测试样品压缩过程中的最大力Fmax,则样品的压缩强度为Fmax/900MPa。抗拉强度测试需将胶膜裁制成50mm×50mm×1.0mm正方形胶膜贴附于被粘物表面,于烘箱中固化后,通过电子拉力机测试拉伸过程中力值的最大值Fmax,则抗拉强度为Fmax/2500MPa。SEM测试样品经脆断、喷金处理后置于日本Jeol公司的JSM-84扫描电子显微镜下测试,加速电压为20kV。压缩和管剪测试仪器为深圳三思纵横科技股份有限公司的UTM5504X-HA电子拉力机,测试速率2mm/min,测试样品需在测试温度下恒温10min后进行测试。
1.3 发泡胶的制备
预聚物树脂的制备
预聚物树脂的制备过程如下:在配有机械搅拌的250mL烧杯中加入25g氰酸酯,加热熔融,将15g PES-C加入反应体系并保持体系温度110~120℃。1h后,将50g BMI和0.25g自制催化剂加入体系,并缓慢加热使体系温度保持在125℃,4~5h后自然降温、出料。
双马来酰亚胺发泡胶膜的制备
双马发泡胶膜的制备过程如下:将15g固化催化剂,30g增韧剂,5.0g发泡剂和100g BMI加入制备的预聚物树脂中,于炼胶机上混匀后经压模机压成厚度为1.0mm的胶膜。
胶膜的固化程序为:以2℃/min升温速度从室温至180℃并保持1h后继续以2℃/min的升温速度至205℃保持3h,自然降至室温。
2 结果与讨论
2.1 J-381基本性能
J-381耐高温发泡胶膜为室温下具有一定柔韧性和初黏性的黑色带状胶膜,固化后呈深绿色并具有一定的胶接强度和机械强度。该发泡胶膜固化后流淌和发泡结果如图1所示,其中流淌值为3.0mm,发泡比2.6。如图所示,该发泡胶膜固化后发泡均匀,泡孔细腻且具有合适的流淌和发泡比。合适的流淌和发泡比对于发泡胶膜基本性能至关重要。发泡胶膜发泡剂使用过多或者放气量过大会导致发泡胶膜的流淌和发泡比过大,进而影响发泡胶膜的机械强度和胶接能力。发泡胶膜发泡剂用量不足或者发泡不充分会导致其流淌和发泡比过低,容易产生密闭空间发泡不充分。如图1所示,该发泡胶膜的流淌和发泡比适中,断裂面泡孔均匀,基本满足航空航天行业对于发泡胶膜发泡比和流淌的要求。
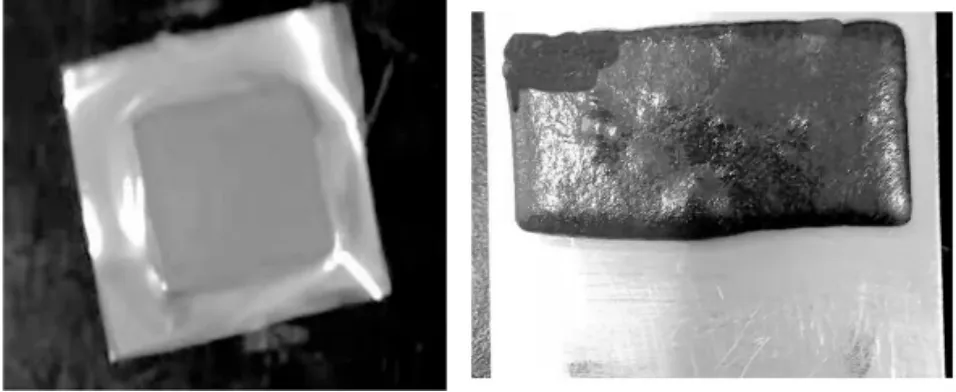
图1 J-381发泡与流淌试样图片Fig.1 The foaming and flowing samples of J-381
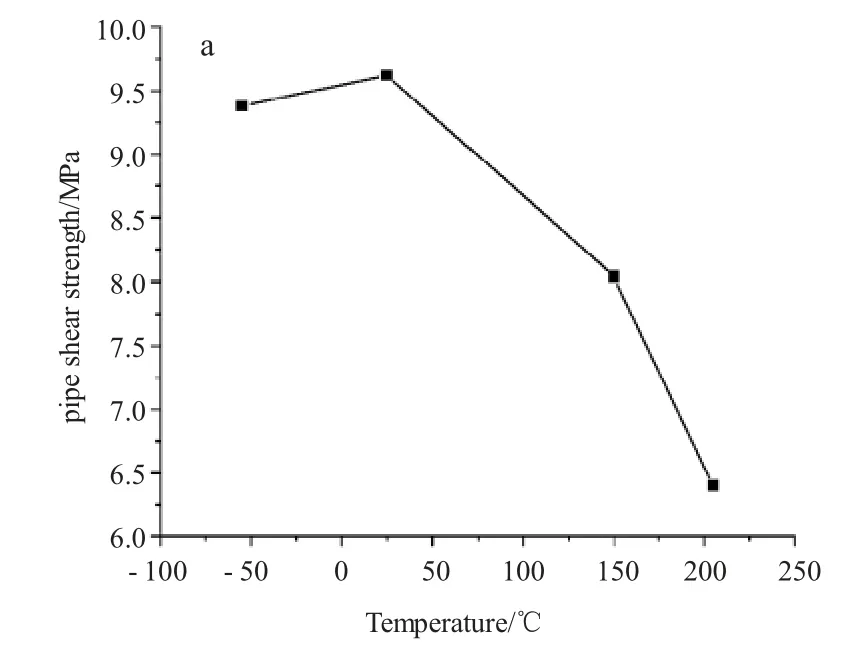
J-381的胶接能力及耐温性通过-55℃、25℃、150℃和205℃温度下的管剪强度进行表征,结果如表1及图2所示。-55℃及25℃温度下管剪强度均大于9MPa(-55℃平均管剪强度9.5MPa;25℃平均管剪强度9.8MPa),150℃管剪强度8.1MPa,较常温强度降低17%;205℃管剪强度6.4MPa,较常温强度降低35%。上述数据展现了J-381对材料较强的胶接能力以及耐温能力。J-381的压缩测试用来表征其机械强度和韧性,较高的压缩强度能够保障固化后胶膜的本体强度与胶接稳定性。如图所示,J-381室温下压缩强度16.5MPa,150℃压缩强度11.1MPa,较常温强度降低33%,205℃压缩强度5.0MPa,较常温强度降低70%。进一步体现了J-381发泡胶膜优异的耐温性能以及机械强度。

表1 J-381在-55℃、25℃、150℃和205℃的管剪强度和压缩强度Table 1 The pipe shear strength and compression strength of J-381 at-55℃,25℃,150℃and 205℃
在航空航天工业中,发泡胶膜的应用环境多种多样,因此,对于发泡胶膜的耐介质性能要求较高,本文通过将管剪样分别浸入异丙醇、碳氢化合物标准溶液、15#航空液压油和3#航空煤油中7d后测试其常温管剪强度,结果如表2所示。J-381在经过不同溶剂中浸泡7d后,管剪强度与未经溶剂浸泡的管剪强度基本一致:在异丙醇、碳氢化合物标准溶液、15#航空液压油和3#航空煤油中浸泡后室温管剪强度变化分别为+0.5MPa、-0.9MPa、-0.3MPa和-0.2MPa。耐溶剂测试结果说明J-381对于有机溶剂具有一定的耐受性,这种耐有机溶剂性有效地保证了J-381在不同的应用环境中仍能够保持其基本性能。

表2 J-381分别在不同溶剂中浸泡7d后室温下的管剪强度Table 2 The pipe shear strength of J-381 at room temperature after soaking in different media for 7d
2.2 与国内外发泡产品的比较
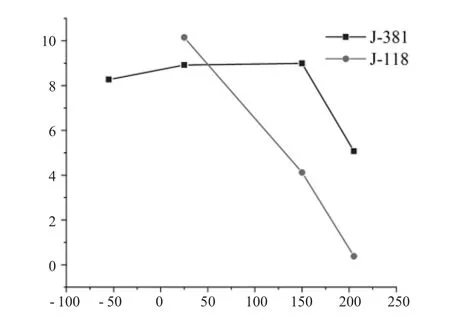
图3 J-381与J-118在不同温度下的管剪强度Fig.3 The pipe shear strength at different temperature of J-381 and J-118
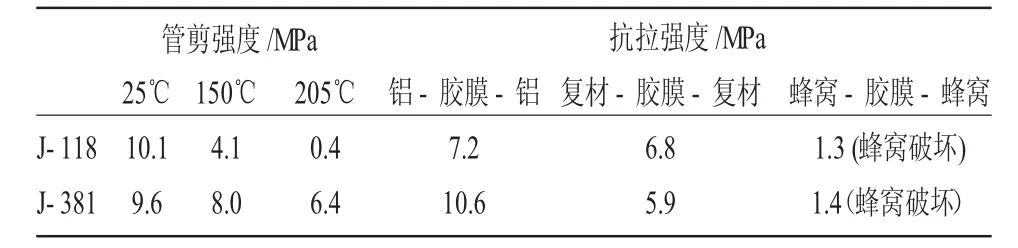
表3 J-381与J-118在不同温度下的管剪强度和对不同材料的抗拉强度Table 3 The tensile strength to different materials and pipe shear strength at different temperature of J-381 and J-118
环氧型发泡胶膜J-118性能稳定,工艺成熟,室温下与材料的胶接能力强,已成功应用多年,在我国军用及民用市场均占有一定的份额。但是,由于环氧树脂本身耐温性能不足,使得J-118耐温等级较低,不能满足高温环境的胶接需求。J-381为双马来酰亚胺型发泡胶膜,本身耐温等级高的双马树脂,赋予了J-381较高的耐温性能,使其能够满足一定的耐温性要求。图3和表3比较了J-118与J-381在不同温度下的管剪性能和对不同材料的抗拉强度。J-118室温管剪强度10.1MPa,显示了其优异的常温胶接性能,室温下J-118对三种材料的抗拉性能优异:对铝抗拉强度为7.2MPa;对双马复合材料的抗拉强度为6.8MPa;对蜂窝抗拉强度高于蜂窝本体强度。室温下J-381对于三种材料的抗拉强度与环氧型发泡胶J-118大致相同,体现了两种发泡胶常温下对各种材料优异的胶接性能。和室温管剪强度一样,J-118对于各种材料在室温下的抗拉强度与J-381不相上下。随着测试温度的升高,双马来酰亚胺树脂优异的耐温性能渐显:J-381在150℃管剪强度为J-118的1.95倍,205℃管剪强度为J-118的16倍。说明J-381发泡胶膜的耐温性能较J-118有大幅度提高。
作为一类耐温等级高、机械性能优异的树脂,双马来酰亚胺树脂在国外已经被用作发泡胶膜的基体树脂。目前国外市场,双马树脂发泡胶膜的成型产品主要有美国Henkel公司的HYSOLREA.9833.1和Cytec的FMR6604-1。HYSOLREA.9833.1为改性双马发泡胶膜,发泡比(2~2.5)∶1,后固化温度240℃左右,设计最高使用温度达230℃。FMR6604-1为棕色改性双马发泡胶膜,发泡比2.2∶1,固化程序为:177℃初固化,227℃后固化;设计使用温度为-55~232℃。如表4所示,J-381与FMR6604-1固化密度均为0.48g/cm3,为HYSOLREA.9833.1密度(0.57~0.71/g/cm)3的68%~84%,J-381常温管剪强度为9.8MPa,FMR6604-1常温管剪强度为6.2MPa,是J-381常温管剪强度的63%,HYSOLREA.9833.1常温管剪强度为6.8MPa,是J-381常温管剪强度的70%;J-381在205℃下的管剪强度为6.4MPa,与FMR6604-1常温管剪强度相当,FMR6604-1在204℃下的管剪强度为4.4MPa,是J-381的69%,HYSOLREA.9833.1在201℃管剪强度为5.3MPa,是J-381的83%。三种双马发泡胶膜的室温和高温管剪强度对比显示了J-381对铝管优异的常温和高温粘接性能和耐高温能力。J-381作为一种国产双马发泡胶膜,实现了国内市场双马发泡胶膜零的突破,满足了国内军用及民用市场对于耐高温发泡胶膜的需求,打破了国外垄断,基本性能接近并达到国外先进水平。

表4 J-381与HYSOL R EA.9833.1,FM R 6604-1的室温和高温管剪强度Table 4 The pipe shear strength of J-381,HYSOL R EA.9833.1 and FM R 6604-1 at room temperature and high temperature
3结论
本文以BMI,BADCy,PES-C为原料,合成了双马型耐高温胶粘剂J-381。J-381在-55~150℃温度范围内管剪强度均大于8MPa,且在205℃时仍能保持较高的粘接强度(与铝管剪强度为6.4MPa)和机械强度(205℃压缩强度为9.6MPa),展示了对铝等金属较强的粘接性能和耐温性。与双马复材,钛合金,蜂窝等材料的抗拉结果显示了J-381对多种材料具备广泛的粘接性能。此外,J-381的耐温性能相比环氧树脂发泡胶膜J-118大幅提高、与国外双马发泡胶膜HYSOLREA.9833.1和FMR6604-1基本性能相当。
