盐酸乙酰左卡尼汀的制备方法
2021-05-30*
*
(东北制药集团股份有限公司 辽宁 110027)
盐酸乙酰左卡尼汀,分子式为C9H18ClNO4,其结构如图1所示。
图1
乙酰左卡尼汀,在体内由乙酰左卡尼汀转移酶在脑、肝脏及肾脏合成[1]。它能够促进线粒体在脂肪酸氧化过程中对乙酰辅酶A的摄取,增加乙酰胆碱的生成,并刺激蛋白质和膜磷脂的生成[2]。1984年意大利Sigma-Tau公司开发的商品名为“NICETILE”的盐酸乙酰左卡尼汀首次上市,用于治疗阿尔茨海默病,随后意大利药品管理局批准其适应症为外周神经干或神经根的机械性和炎症性损伤。
盐酸乙酰左卡尼汀的合成一般采用乙酰氯或乙酸酐对左卡尼汀进行乙酰化的方式。其中,程青芳等[3]使用乙酰氯与左卡尼汀反应,反应结束后将乙酰氯和溶剂冰醋酸蒸出。冯明声等[4]使用左卡尼汀用冰醋酸溶解后与乙酰氯反应,同样地,反应后蒸出乙酰氯和冰乙酸。高温条件下减压蒸馏会造成大量酸雾及杂质增大。为了提高盐酸乙酰左卡尼汀的产品质量,降低企业巨大的环保压力,对制备工艺进行了改进,制定了如下反应路线。本制备工艺不需高温减压蒸馏,直接加入一种不良溶剂析晶,减少了酸雾排放及批产时间,极大地提升了产品质量。整个工艺稳定、收率较高、质量可控。

图2
1.实验部分
(1)试剂
左卡尼汀,东北制药集团股份有限公司生产;乙酰氯,冰醋酸,异丙醇,乙醇等试剂来自国药集团。
(2)仪器
DF-101S集热型恒温加热搅拌器,SHZ-D(III)循环水式真空泵,Waters Aquaty-Xevo TQ超高效液相色谱-质谱联用仪,Nicolet is10傅里叶变换红外光谱仪,BRUKER AV-600型核磁共振仪。
(3)实验步骤
①盐酸乙酰左卡尼汀粗品的制备
向500mL四口瓶中加入30.0g左卡尼汀和90mL冰醋酸,20~40℃搅拌溶解,控制反应液温度20~40℃滴加26.3g乙酰氯,滴加完毕,升温至40~50℃,反应4h。反应完毕,降温至20~30℃,滴加360mL异丙醇,滴加完毕后加入晶种析晶0.5h,降温至-15~-10℃析晶2h,抽滤,滤饼用异丙醇15mL洗涤,40~50℃真空干燥4h,得盐酸乙酰左卡尼汀粗品41.7g。
②盐酸乙酰左卡尼汀的制备
向500mL四口瓶中加入36.0g盐酸乙酰左卡尼汀粗品,342mL乙醇,18mL纯化水,搅拌下升温至70~80℃,固体溶解后抽滤,滤液降温至60℃左右加入晶种,缓慢降温至35℃析晶0.5h,降温至-10~-5℃析晶2h,抽滤,滤饼用乙醇18mL洗涤,40~50℃真空干燥4h,得盐酸乙酰左卡尼汀32.4g,总收率为84.2%。
利用红外光谱、质谱及核磁对盐酸乙酰左卡尼汀的结构进行了确证。IR(KBr)νmax3040cm-1,2979cm-1,2820cm-1,1746cm-1,1716cm-1,1275cm-1,1144cm-1。质谱图如图3所示,盐酸乙酰左卡尼汀分子式C9H18ClNO4,在溶液中以离子状态存在,碱基部分为C9H18ClNO4+,图中m/z为203.90。1H-NMR(600MHz,DMSO)δ:12.853(s,1H),5.453~5.442(d,1H),3.874~3.836(m,1H),3.771~3.748(d,1H),3.169(s,9H),2.729~2.691(m,2H),2.060(s,3H)。

图3

图4
2.结果与讨论
(1)考察了投料比对乙酰化反应的影响
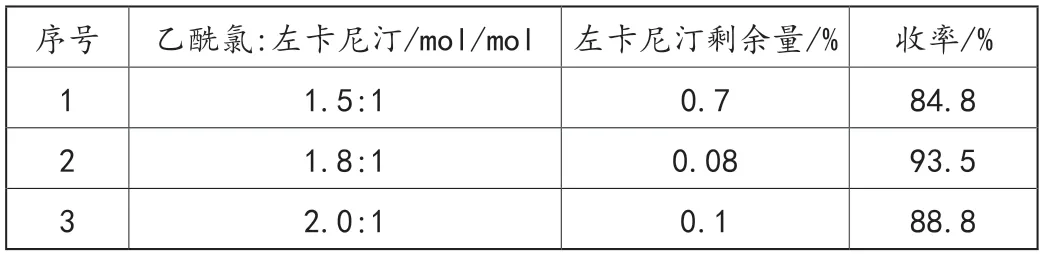
表1 不同温度对氢化反应的影响
投料比在1.5:1时,左卡尼汀剩余过多;增加到2.0:1,有关物质更多,收率降低;投料比在1.8:1时,有关物质相对1.5:1时无明显变化,且收率增加。
(2)考察了反应温度对乙酰化反应的影响
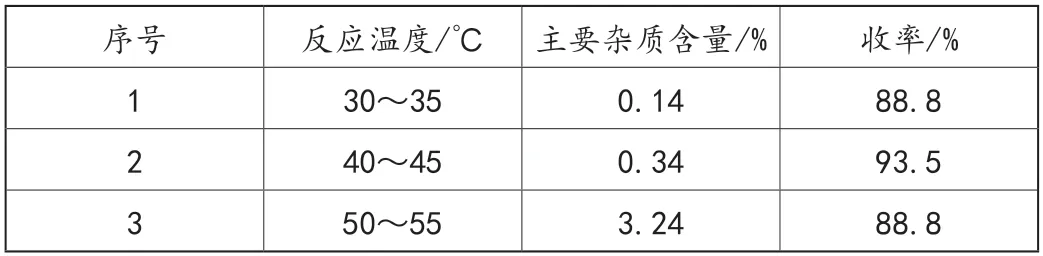
表2 不同还原剂对转位反应的影响
较低温度时,反应不完全,收率偏低;40~45℃时,主要杂质并无明显增大,且收率较高;50~55℃时,主要杂质明显增大,且收率降低,温度的升高促进了原料和产物的降解。
随着析晶温度降低,收率在增加,且产品质量无明显改变,如继续降低温度,能源损耗太大且收率并无大量增加,从成本角度考虑选择-15~-10℃。
(3)考察了析晶温度对乙酰化反应的影响
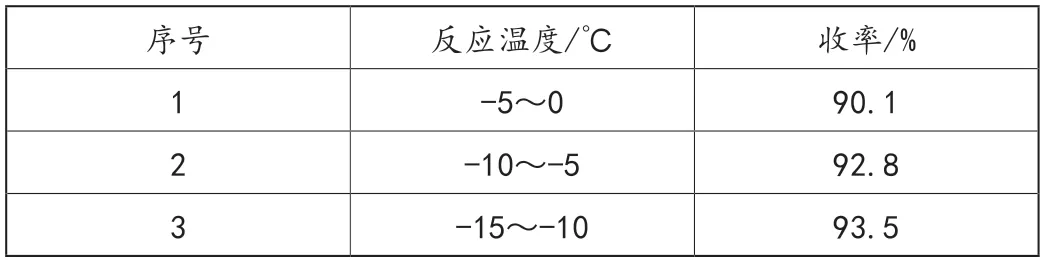
表3
(4)考察了混合溶剂比例对精制过程的影响

表4
随着水量的减少,精制收率有明显提高,但水量降低到4%时,需要更多的混合溶剂才能溶解粗品,收率无改变。
本研究避免了现有生产过程中在较高温度下减压蒸馏除去乙酰氯和冰醋酸的过程,减少大量酸雾产生,且析晶溶剂能将乙酰氯完全反应掉,在巨大的环保压力下更具价值;不经较高温度的减压蒸馏,而直接加入不良溶剂析出产品,避免了高温降解等副反应的发生,有效降低了杂质含量;越过减压蒸馏直接析晶,有效降低批产时间,提高生产效率。
3.思考和展望
近年来,绿色化学理念日益深入人心,倡导用化学的技术和方法减少或停止对人类健康、社区安全、生态环境有害的原料、催化剂、溶剂和试剂、产物、副产物等的使用与产生。对于原料药合成的工艺路线设计和溶剂选择,也更关注环境友好、节能减排等因素。
药品研发也应践行“绿水青山就是金山银山”的发展理念,既要重成本看效益获得金山银山,也要顾全局保生态维护绿水青山。这是整个行业的挑战和机遇,任重道远,还需要更多的研究和探索。
