苯乙烯装置脱氢尾气凝液系统腐蚀原因分析
2021-05-29黄新泉
黄新泉
(中国石油独山子石化分公司研究院,新疆 独山子 833699)
0 引言
某石化公司苯乙烯装置脱氢尾气系统的尾气后冷器E-2420尾气进口管线及凝液调节阀出口管线相继发生腐蚀泄漏,由于系统温度不高(约60℃左右),同时压力为负压,未发生严重安全生产事故,但装置局部被迫停工检修对装置平稳生产带来一定影响,为预防此类事故再次发生,本文根据现场腐蚀调查及工艺了解,对苯乙烯装置尾气凝液系统腐蚀机理进行探讨,并提出防护建议。
1 腐蚀形貌
E-2420进口管线腐蚀泄漏部位及管程(尾气)出口封头局部腐蚀形貌如图1所示。

图1 E-2420进口管线腐蚀泄漏部位及管程(尾气)出口封头腐蚀形貌
从图1可以看出,泄漏部位在进口管线侧弯处,管线弯头规格φ500×15mm,开工运行10年即腐蚀穿孔,年腐蚀速率约1.5mm/a;出口封头排液线附近密布小蚀坑,测厚最小厚度约4mm,局部腐蚀减薄严重。
脱氢尾气凝液调节阀出口管线局部腐蚀形貌如图2、图3所示。
从图2可以看出,腐蚀穿孔部位在异径管(φ40变φ80)的φ40管与法兰焊缝上部,φ40管内部有明显腐蚀坑,焊缝处明显腐蚀减薄,呈凹槽状。
从图3可以看出,φ80内壁上部光洁,无明显腐蚀,下部有轻微腐蚀坑。泄漏点位于φ40管线与法兰连接焊缝上部,呈圆孔状。
2 腐蚀机理
2.1 工艺流程简述
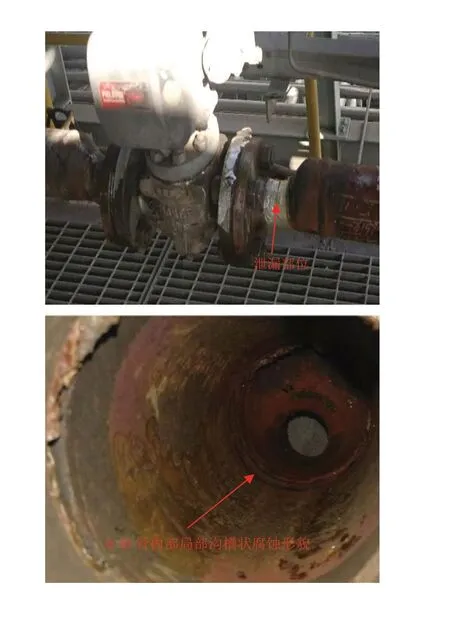
图2 脱氢尾气凝液调节阀出口φ40管线局部腐蚀形貌

图3 脱氢尾气凝液调节阀出口φ80管线局部腐蚀形貌
从粗苯乙烯冷凝器中排出的尾气中含有的不凝气(主要是氢,二氧化碳和甲烷),连同一部分芳烃和水蒸汽进入尾气压缩机K-2471 的吸入口。尾气压缩机的排出气经三个串联换热器,分别是尾气粗苯乙烯换热器E-2439、脱氢尾气后冷器E-2420、粗苯乙烯尾气冷凝器E-2406,冷凝出水和芳烃。冷凝液送回至粗苯乙烯分离罐V-2202进行油水分离。从尾气后冷器中排出的不凝尾气进入尾气吸收/解析系统C-2560中进一步回收芳烃。具体工艺原则流程图如图4所示。
从图4可以看出,E-2420是尾气吸收系统的第二级换热器,设计尾气进口温度不大于65℃,测厚数据表明,第一级E-2439出口部位原设计为12mm的管线,实测厚度为11.9mm,管线无明显减薄,不足以引发泄漏。腐蚀主要集中在E-2420尾气进口管线和出口凝液所经过的碳钢材质管线(尾气凝液调节阀进出口管线)或设备(E-2406封头)处,直至凝液进入粗苯乙烯分离罐V-2202,凝液随水切除,腐蚀减缓。
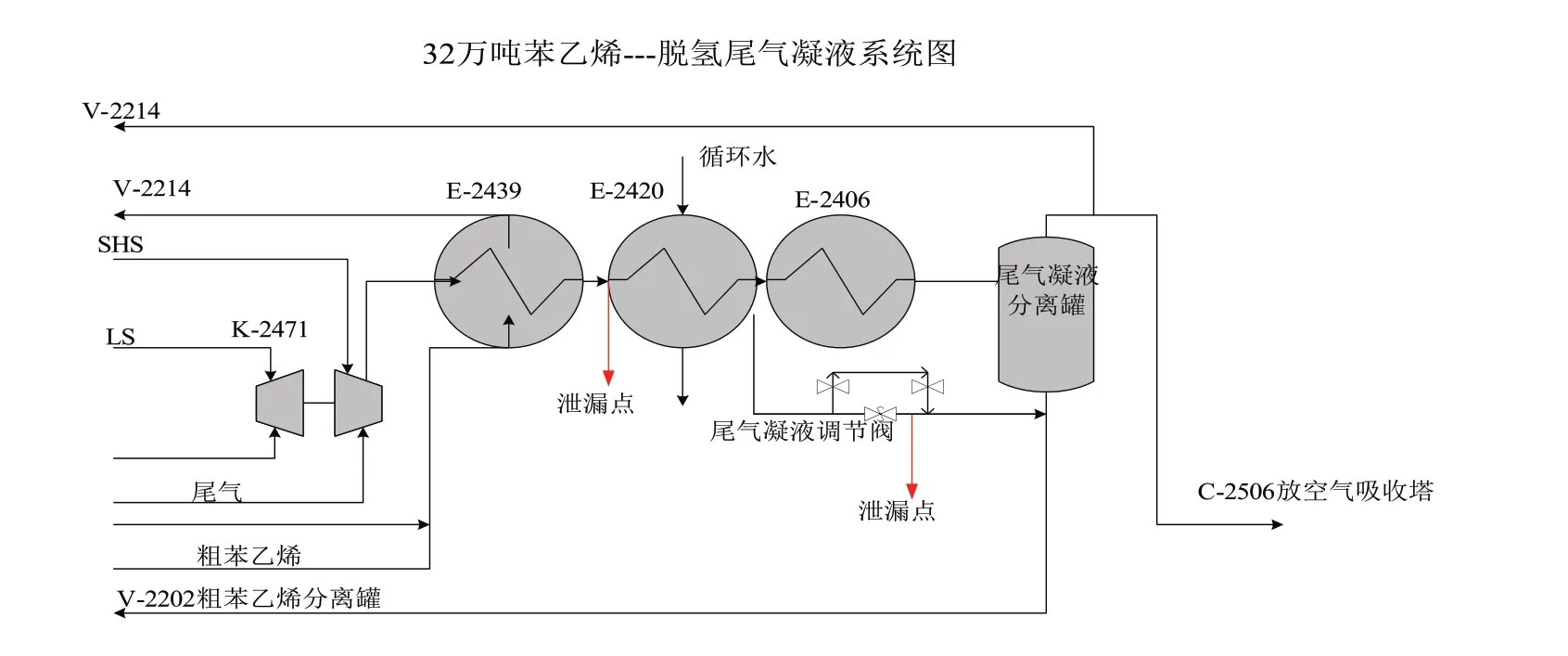
图4 苯乙烯脱氢尾气凝液原则流程图
2.2 腐蚀机理说明
2.2.1 腐蚀介质
脱氢尾气凝液腐蚀介质主要是尾气中的二氧化碳,二氧化碳遇水后,会形成碳酸腐蚀。尾气中含有的少量水分在正常条件下,应在二级冷凝器E-2420管束中由气相冷凝为液相,并随尾气凝液直接排放至凝液分离罐出口,随切水操作排出,以避免腐蚀的发生。同时,二级冷凝器管束及凝液出口至V-2202管线设计为0Cr18Ni9不锈钢作为防腐措施。
2.2.2 腐蚀过程
从工艺流程和腐蚀介质的描述可以看出,CO2腐蚀在该系统的腐蚀不可避免,但要将初凝点控制在E-2420管束内部,并及时切水。现在初凝点前移至E-2420进口管线侧弯处,表明E-2420尾气进口温度偏低,本不该出现的液态水提前出现在进口管线侧面弯头处。
造成该段温度偏低的原因是新疆冬季寒冷,管线保温不够;也可能是压缩机出口操作温度偏低,查阅车间DCS操作图得知,2018年1月,E-2420进口温度仅为43℃左右,2018年7月,E-2420进口温度上升为56℃左右,离操作规程要求的65℃差距较大,这导致本应在E-2420管束内发生的露点腐蚀前移至进口管线处,减薄泄漏发生在侧弯的主要原因是,发生泄漏的侧弯正好和上一级弯头的背弯相对应,液态水更易在侧弯处聚集。
尾气出口封头内局部发生较严重的腐蚀减薄,主要原因是凝液排出不及时,含酸水溶液长期集聚在凝液排出线附近,对碳钢材质封头内壁底部造成局部腐蚀。
二氧化碳溶于水形成的碳酸腐蚀机理本质上仍是氢离子的去极化腐蚀[1],腐蚀反应方程式如下:

总反应:

酸性凝液沿不锈钢管线流至调节阀处时,由于调节阀进出口管线均为碳钢,且焊缝本身有夹杂,未焊透等缺陷,酸性凝液对所经过的碳钢管线均发生一定程度的腐蚀,尤其对焊缝等薄弱环节处发生严重腐蚀,加上调节阀出口法兰处底部平缓,上部突起的变径管线,原本在底部的酸性凝液,随管径变径,扰动至焊缝上部,对整个环焊缝造成严重腐蚀,最终在焊缝缺陷最明显的上部腐蚀穿孔。
无论是φ40管线内部还是φ80管线内部,腐蚀都较E-2420进口处明显减缓,表明脱氢尾气凝液系统的酸性物质流动至调节阀处时,含量已大幅减小,如能严格控制焊缝质量,加大调节阀进出口管线测厚频次,都可以避免腐蚀泄漏的发生。当然,更换调节阀进出口管线为0Cr18Ni9不锈钢材质,是防止脱氢尾气凝液系统腐蚀的最经济方式。
3 结论及建议
(1)脱氢尾气凝液系统的腐蚀机理是CO2溶于水形成的碳酸腐蚀,同时存在气液相变的初凝区露点腐蚀;
(2)发生于E-2420尾气进口管线侧弯处腐蚀泄漏主要原因是初凝点前移至碳钢管线;封头局部发生局部严重减薄的原因为凝液聚积;调节阀后出口管线大小头焊缝处腐蚀泄漏主要是碳酸在焊缝缺陷处的腐蚀;
(3)建议在该系统设置在线腐蚀探针及在线定点测厚监测点;
(4)封头内加牺牲阳极块或对封头内部进行涂料防腐;
(5)建议对尾气凝液整个后续系统的管线升级为0Cr18Ni9不锈钢材质,并对碳钢设备(E-2420封头)进行全面厚度检查,以便及时发现腐蚀隐患。