差动螺纹微调机构在镗排上的应用
2021-05-28石浩邹嗣明
石浩,邹嗣明
宜宾普什联动科技有限公司 四川宜宾 644007
1 序言
我公司承接的某小型柴油机缸体需要加工凸轮孔,如图1所示。该缸体总长1200.15mm,有7组凸轮孔φ(82.65±0.013)mm,相邻孔同轴度要求φ0.06mm,全长同轴度要求φ0.15mm,表面粗糙度值Ra=1.6μm。凸轮孔孔径及同轴度要求高,加工难度大。

图1 柴油机缸体凸轮孔
2 加工工艺方案分析
由于该缸体生产批量小,凸轮孔腔空间小,所以不适合采用镗孔专机和附件角铣头的加工方案。经过分析,镗排在加工凸轮孔过程中可以实现多刀体同时切削、加工效率高和投资低的优点,因此采用镗排配合专用工装来加工此缸体。
使用镗排加工凸轮孔时,传统的做法是采用浮动镗刀,即微调镗刀和固定镗刀,这两种镗刀对操作人员的技能和经验要求比较高。在实际生产中,即便操作人员对此类操作经验丰富,也会有孔径超差的情况发生,无法控制加工质量。
传统做法一般按以下步骤进行加工。第一步,操作人员需要先使用V形支座百分表量具在标准心棒上校表(见图2),确定平头百分表的零位。第二步,以V形支座百分表量具零位为参考,用敲击或者使用调整螺钉顶镗刀肩部的方法微调浮动镗刀实现进、退刀(见图3),并锁紧紧定螺钉。第三步,进行试镗,然后测量,再微调镗刀,直至孔径加工合格。这个过程只有高技能的操作人员进行精细操作,才能微调并试镗成功,满足凸轮孔孔径尺寸及同轴度的加工要求。
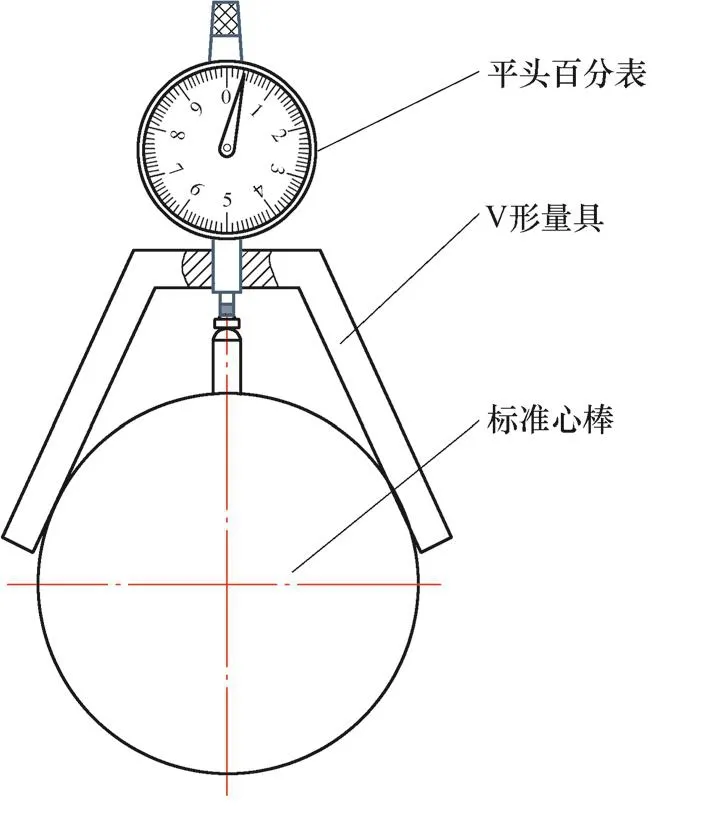
图2 使用标准心棒校表

图3 使用V形百分表量具微调镗刀
如果没有高技能的操作人员,可以从镗刀的结构上考虑,实现微调进给量,从而降低对操作人员的技能要求,使凸轮孔孔径公差可控。
目前市场上,一般采用国外专用微调精镗单元(见图4),实现微调进给量。比如山特维克可乐满系列精镗单元可以实现精度0.01mm的进给,微调后切削时进给量稳定,很方便地实现孔径尺寸公差的控制。但这些微调单元价格比较贵,而且1个镗排至少同时需要7个微调精镗单元,生产成本较高。

图4 专用微调精镗单元
由于专用微调精镗单元价格比较高,因此可以考虑自制简易的微调机构。根据差动螺纹能够使用较大螺距的螺纹副实现微小位移,考虑使用差动螺纹联接和传动原理,自制简易微调机构,来实现微调镗刀进给量,满足凸轮孔的加工要求。
3 差动螺纹微调机构
要实现微调镗杆上的刀体,需要对镗刀刀体、镗杆上的刀体安装孔以及差动螺钉3个部分进行结构设计。
(1)镗刀刀体 由于镗刀刀体是执行镗孔的直接部件,要有足够的刚性,所以对S20D-STGCL11F车刀刀杆进行改制,在车刀端部钻攻M12×0.75mm的螺纹孔,在调整进给量时可以与差动螺钉联接进行微调。改制完成后,镗刀刀体(见图5)可以安装硬质合金可转位车刀刀片进行精镗。

图5 镗刀刀体结构
(2)镗杆上的刀体安装孔 在镗排镗杆上设计7组镗刀刀体安装孔(见图6),实现镗刀刀体的支承及移动导向,孔距参考各组凸轮孔长度方向的间距,能够同时切削7组凸轮孔。
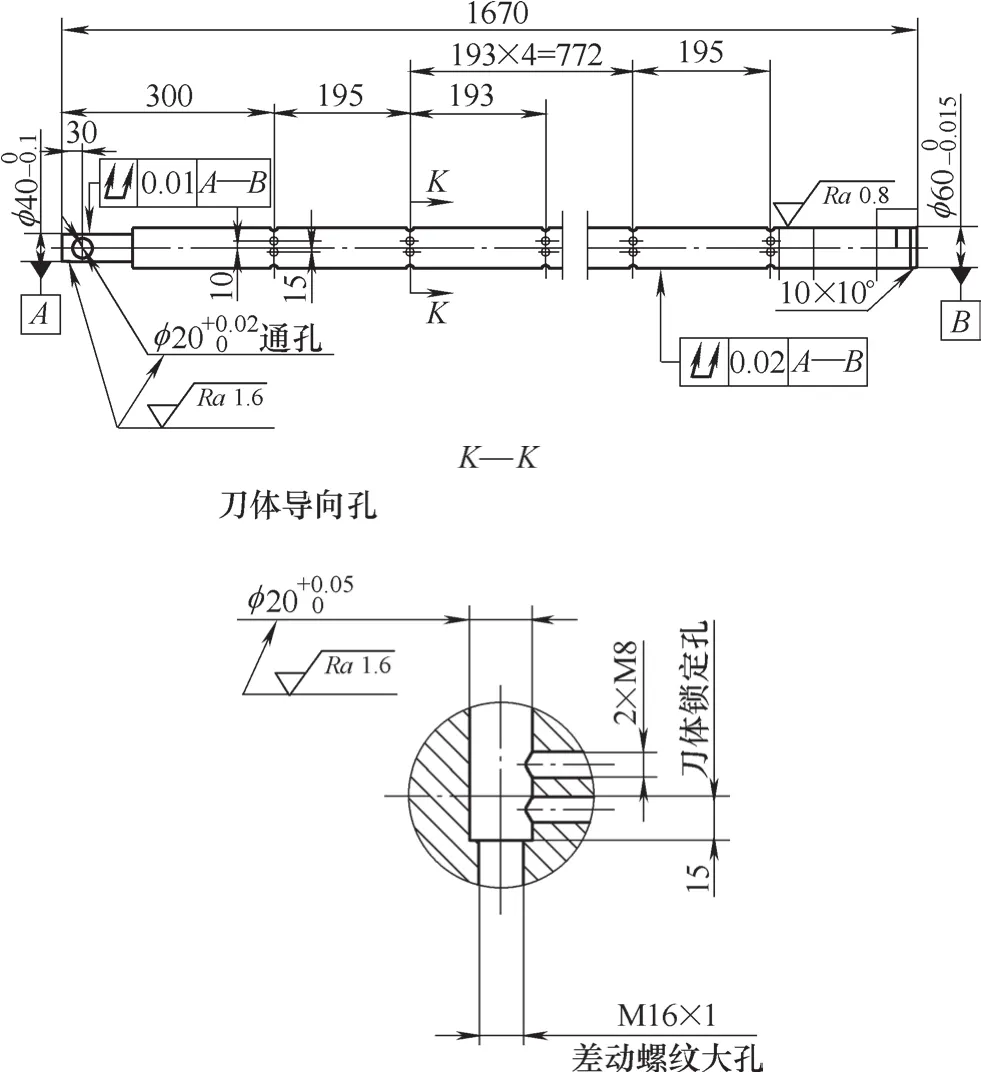
图6 镗杆的7组镗刀刀体安装孔
镗刀刀体安装在刀体导向孔内,差动螺钉通过差动螺纹大孔M16×1mm与镗刀刀体上的M12×0.75mm螺纹孔联接,实现镗刀在刀体导向孔内的直线移动,使用M8平头螺钉从刀体侧面锁定孔,固定镗刀刀体。
(3)差动螺钉 差动螺钉如图7所示,以旋转差动螺钉一圈为例,由于M16×1mm与M12×0.75mm的螺距差达到0.25mm,因此可以带动镗刀刀体直线移动0.25mm。在差动螺钉的端面上均匀雕刻了25个刻度,每旋转1个刻度,可以调整镗刀进、退刀0.01mm,实现镗刀进给量的可视量化微调。
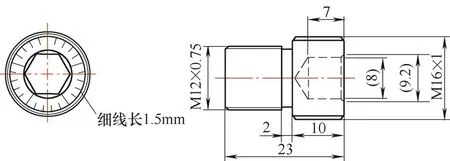
图7 差动螺钉
4 差动螺纹微调机构在镗排上的装配及应用
(1)差动螺纹微调机构在镗排上的装配 镗刀刀体装配在镗杆上的刀体导向孔内,差动螺钉通过镗杆上的M16×1mm螺纹孔与镗刀刀体端部的M12×0.75mm螺纹联接,组成螺纹副联动体,侧面用紧定螺钉紧固镗刀刀体,如图8所示。
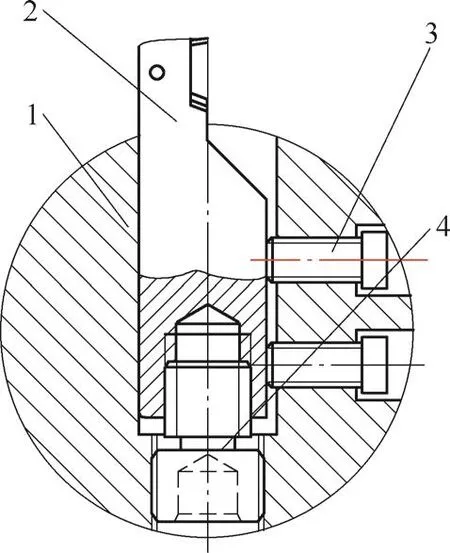
图8 差动螺纹微调机构装配
(2)差动螺纹微调机构在镗排上的应用 根据V形支架百分表量具测量的数据,使用差动螺纹微调机构进行微调,实现刀体的微量进退。
需要进刀时,顺时针旋转差动螺钉即可,顺时针旋转一圈可以进刀0.25mm,如图9所示。
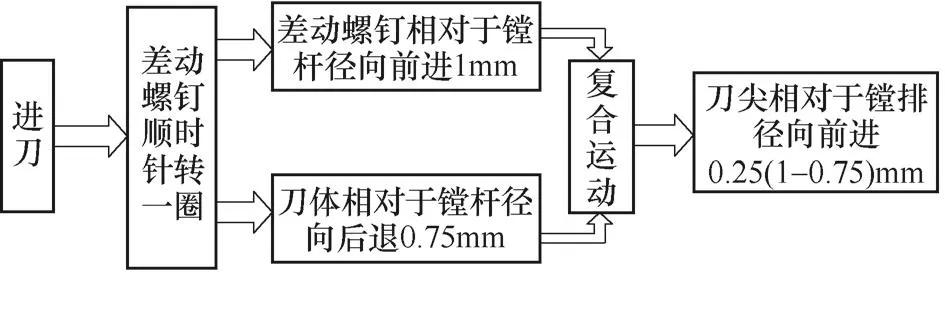
图9 进刀流程
需要退刀时,逆时针旋转差动螺钉即可,逆时针旋转一圈可以退刀0.25mm,如图10所示。
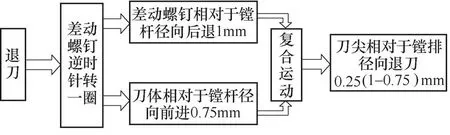
图10 退刀流程
在差动螺钉端面还雕刻了25个刻度,每次顺时针或逆时针旋转差动螺钉1个刻度,可以进刀或者退刀0.01mm,然后固定镗排上的紧定螺钉,实现镗刀的进、退刀的量化微调。
5 结束语
加工小型柴油机缸体凸轮孔时,使用镗排并配合自制差动螺纹微调机构完成。这种微调机构加工简单,生产成本低,使用方便,可以实现相关螺纹副微量移动。操作人员只需要根据差动螺钉端部的刻度,调整差动螺钉,即可实现控制进、退刀,不仅降低了对操作人员的技能要求,而且提高了产品质量的稳定性。
目前已使用差动螺纹微调机构的镗排对该缸体凸轮孔进行试制及小批量生产,加工质量能达到图样要求,取得了较好的经济效益。