一种基于清洁生产的覆盖件模具工装开发技术
2021-05-27黄祥坤彭本栋奇瑞汽车股份有限公司
文/黄祥坤,彭本栋·奇瑞汽车股份有限公司
本文从CAE 仿真模拟、冲压工艺排布、模具结构设计等方面进行研究,从生产源头消除碎屑、粉尘,减少模具工装各部件刚性撞击两个维度,总结出一种基于清洁生产的汽车覆盖件模具工装开发技术,并在奇瑞高端SUV 星途TX/TXL 车型所有覆盖件中应用,如左右侧围外板、左右翼子板、四门两盖等零件并取得非常好的应用效果。
近几年,在国家对环境保护要求越来越严格的大环境下,对污染治理与控制的要求也越来越高,为达到排放要求,企业要花费大量的资金,提高了治理费用,即使如此,一些要求还是难以达到,只着眼于末端处理的办法,不仅需要巨大的投资,致使企业消耗增高,产品成本增加,经济效益下降。作为工业生产企业如何提升清洁生产,减少或消除生产过程对人类及环境的可能危害,使社会经济效益最大化,是企业生产的一个重大课题,因此基于清洁生产的汽车覆盖件模具工装开发技术也是各主机厂重点攻关的难题。
清洁生产模具工装技术问题分析
本文基于清洁生产的模具工装开发难点主要集中在以下几个方面:
⑴在生产过程中产生的碎屑、粉尘严重影响外覆盖件表面质量,特别是铝板在生产过程中,产生的碎屑和粉尘严重危害到生产安全。
⑵高速自动化生产线节拍越来越快,一般冲压车间操作岗位的噪声平均都在90dB(A)以上,部分区域甚至达到100dB(A)以上,严重危害生产工人的听力和健康。
⑶高速线批量生产时,模具疲劳极限要求也越来越高,模具材料等级不断提升,大大增加了模具开发成本。
表面凹陷变形问题是冲压生产中的难点,汽车覆盖件因表面凹陷变形问题造成的返修率超过30%,其中碎屑、粉尘是造成汽车覆盖件在冲压生产中表面出现凹陷变形麻点的最主要原因之一,碎屑、粉尘导致板件凹陷变形、麻点的过程如图1 所示。粉尘主要产生在拉延工序,为了提升汽车车身钣金件防锈蚀能力,覆盖件采用了镀锌钢板,镀锌钢板在拉延材料流动过程中,材料表面镀锌层与模具摩擦出现镀锌层部分脱落而形成粉尘。碎屑主要在冲压修边冲孔模具将零件材料进行分离时,材料在刃口的剪切力作用下发生分离的同时会产生大量金属粉末和切屑,经现场调查,修边工序碎屑绝大部分在废料刀部位。金属粉末和切屑留在模具中或粘附在零件表面,再进行冲压生产时会造成零件表面出现凹陷变形、麻点,因粉尘和碎屑造成的不良问题占60%以上,如何控制冲压过程中的粉尘和碎屑,是生产优质覆盖件钣金件亟待解决的课题。

图1 碎屑、粉尘导致板件凹陷变形、麻点示意图

图2 拉延现场出现粉尘
清洁生产模具工装技术方案分析及现场应用
拉延工序粉尘问题
板件在拉延成形过程中,材料要经过压料面区域流动到达凸模成形区域再经过拉延达到塑性变形,在材料流动过程中,镀锌层与钣金层流动速度存在差异时,镀层锌就会脱落留在模具型面上,在板件成形到底时,型面上产生凹陷变形与麻点缺陷。图2 为镀锌板在模具上掉脱落的大量粉尘。
由于镀锌层板料的特性,在拉延过程中出现镀锌层脱落的问题无法规避,如果不在模具结构上有好的规避措施,拉延过程中产生的粉尘导致板件出现凹陷变形、麻点的缺陷也是无法规避的。经过分析,如果在成形凸模上加工一些规则的小凹槽,既不破坏凸模的成形功能,小凹槽又能容纳拉延过程中产生的粉尘,就可以解决拉延过程中粉尘导致板件缺陷问题。如果在成形凸模上加工小凹槽,小凹槽是否会在板件上出现成形痕迹,影响外覆盖件的外观品质,为了方案稳妥,试验制作了一套门外板等比例1/2 缩小拉延模,验证凸模规则网格化是否对外覆盖件表面成形质量存在影响,拉延模具凸模网格化试验模具如图3 所示。
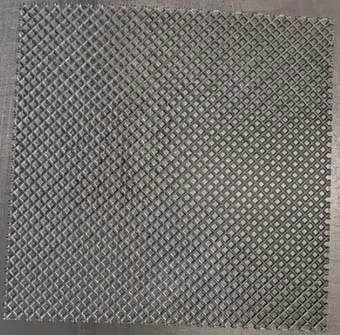
图3 拉延模具凸模网格化试验模具
在经过凸模网格化处理的试验模具上打件验证评估,板件与模具接触面与外观面侧通过油石打磨确认,如图4 所示,板件与模具接触面侧有轻微凸模网格化处理的网格痕迹,板件外观面侧无影响,经评估判断,只要可视面侧无影响,凸模网格化处理对板件的影响在板件油漆后不会出现缺陷,该方案可以实施。

图4 凸模网格化试验模具打件验证
经过试验验证后,在门外板、发盖外板、顶盖、翼子板等外覆盖件上批量应用,模具按常规要求进行保养清洁,因拉延过程中产生粉尘导致板件出现凹陷变形、麻点的问题已完全消除,方案是成功有效的,批量生产模具凸模网格化处理和处理后打件的状态如图5 所示。
修边工序碎屑问题
在现场生产过程中,修边工序废料刀部位的剪切铁屑非常严重,铁屑在生产过程中带到模具型面中,导致板件出现凹陷变形、压伤缺陷非常棘手,主要原因是传统切边模具主刃口切断时,板件部位压料芯压住板料,主刃口部位的修边是可控的,废料是在自由状态下被切断,在废料切刃与主刃口交汇点部位,废料撕裂是导致铁屑的主要原因,废料刀切断过程原理及现场出现剪切铁屑如图6 所示。
针对现场难题,创新性提出了一种标准化活动废料刀如图7 所示, 标准化活动废料刀的活动上模刃设置在上模主刃口与上模废料切刃交汇的部位,上模主刃口切边时,活动上模刃共同参与切边,主刃口切边完成后,活动上模刃随上模主刃口和上模废料切刃继续向下,当废料刀开始切断时,活动上模刃压住接触部位即上模废料切刃和上模主刃口交汇点部位的废料,活动上模刃收缩压住废料,此时活动刃口起到压料作用,避免废料切刃与主刃口交汇点部位废料自由撕裂产生铁屑。

图5 凸模网格化处理批量生产情况
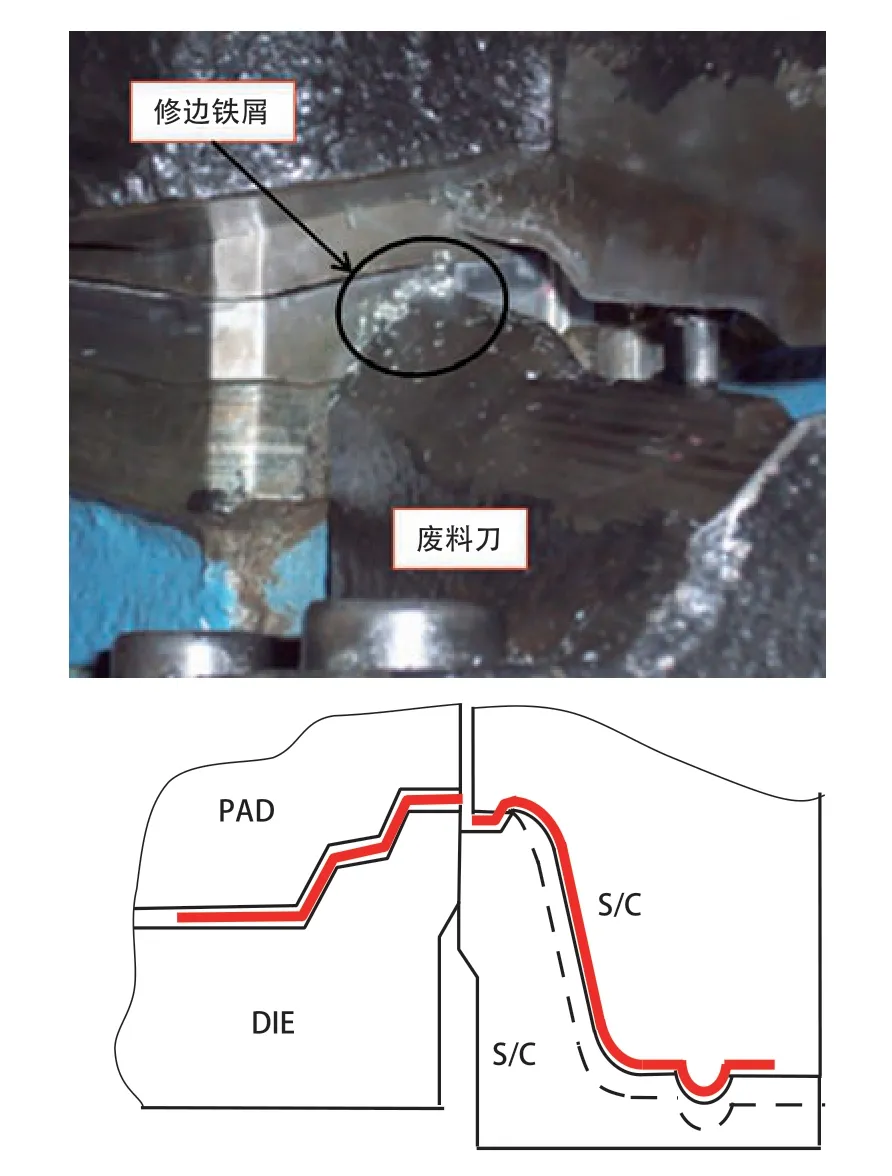
图6 废料刀剪切原理及现场情况
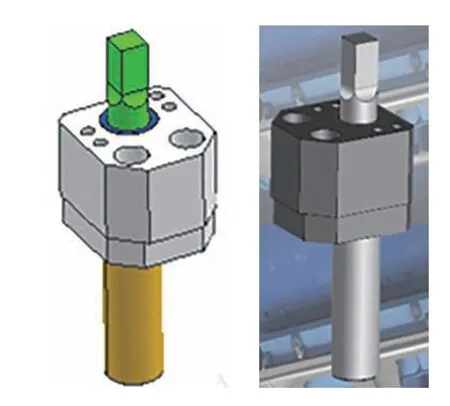
图7 标准化活动废料刀图示及实物

利用施迈茨真空发生器技术在模具中吸尘。在碎屑、粉尘产生的切边刃口部位,安装施迈茨真空发生器,将修边过程产生的碎屑粉尘集中收集,在生产过程中吸入模具中暂时存储,在生产结束后集中处理,避免碎屑、粉尘飘入到生产车间空气中。
通过活动废料刀及真空发生器吸尘组合在覆盖件模具中的应用,现场模具按要求进行每批次生产清洁保养消除了废料刀剪切碎屑对模具和板件的影响,图9 是改进后生产现场情况,在该技术应用前,由于碎屑、粉尘导致生产线停机高达3.2%,占模具停机率41%,该技术应用后,由于碎屑、粉尘停机完全消除。
模具工装生产的静音控制技术


图8 施迈茨真空发生器吸收碎屑装置
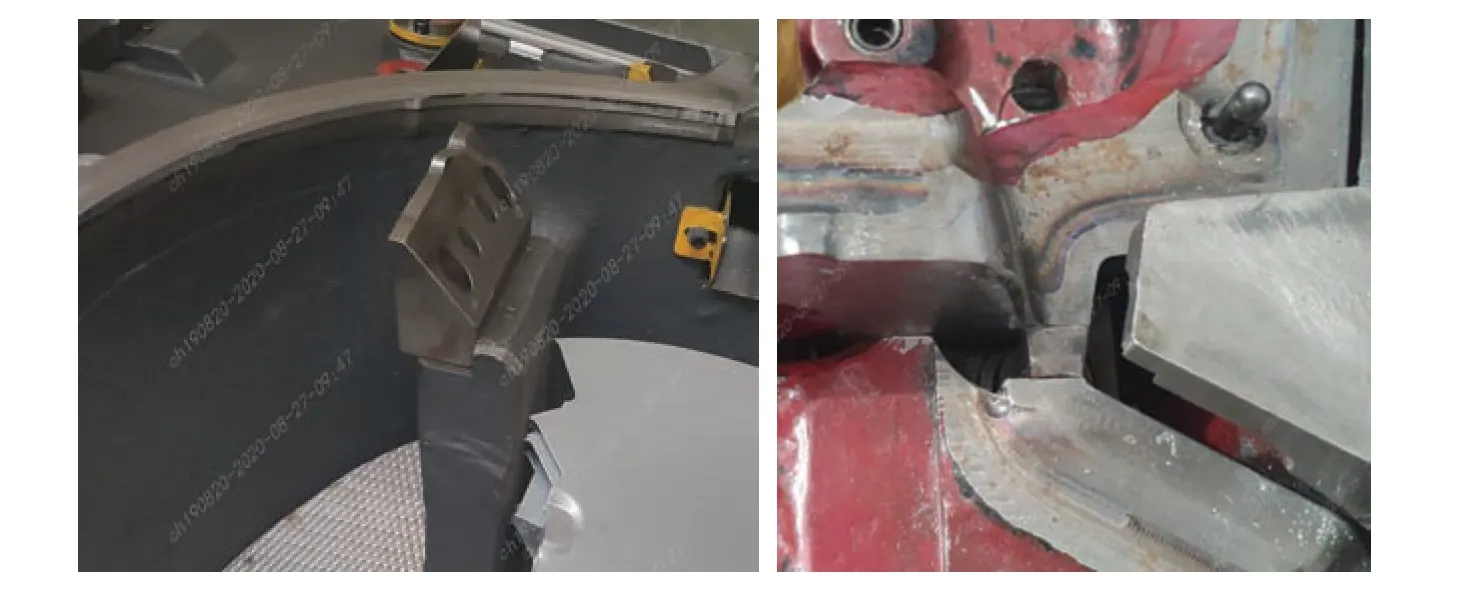
图9 改进后生产现状情况

图10 刚性、柔性混合驱动模具结构
利用气缸或液压缸技术,在模具斜楔中作为驱动利用,避免模具中斜楔部件刚性撞击,同时又能满足高速自动化生产节拍要求,针对该问题提出了刚性导板驱动与气缸柔性驱动混合的侧整形模具结构,如图10 所示,降低模具工作过程斜楔部件撞击生产的噪声。
通过CAE 模拟分析技术,对于覆盖件大型侧整形斜楔,刚柔混合驱动较刚性驱动,模具部件的冲击载荷降低70%,可以有效解决模具斜楔部件的冲击载荷,CAE 对比分析驱动冲击载荷如图11 所示。

图11 CAE 对比分析驱动冲击载荷
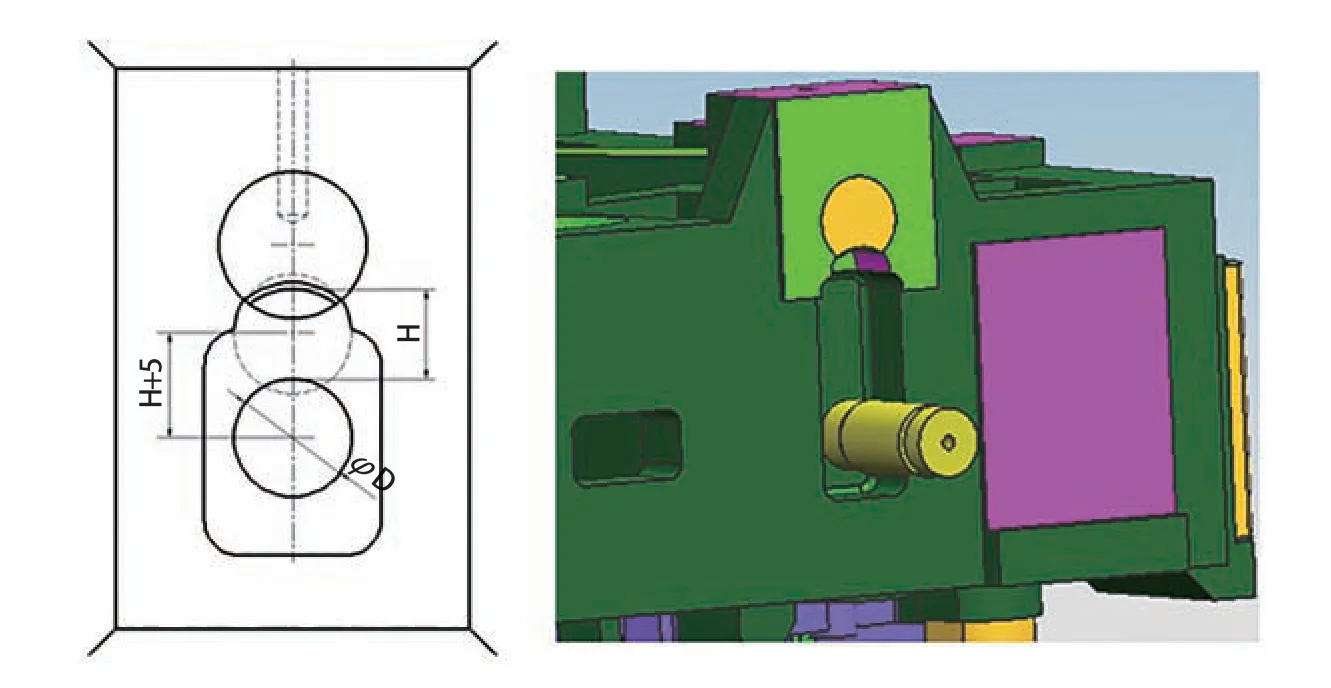
图12 柔性侧销限位结构
利用复合材料吸能降噪技术,在模具工装活动部件限位中应用,为了降低活动部件刚性撞击,提出来了利用复合材料吸能降噪压芯的限位结构如图12所示。
上述静音技术在奇瑞公司星途TX/TXL 车型应用,冲压线噪声从应用前90dB(A)降低至80dB(A),达到国家环保等级要求,改善技术应用前,模具斜楔部件材质采用FCD600,疲劳极限还不能满足纲领要求,技术改进后,模具材质由FCD600 降至FC300,斜楔疲劳极限满足纲领要求。
结束语
随着汽车工业的不断发展,汽车对覆盖件的质量要求越来越高,在汽车覆盖件生产过程中,修边工序废料刀掉铁屑,铁屑落到模具工作型面,导致在板件上出现麻点、凹陷变形等缺陷,是冲压行业面临的一个难题。购车用户在选择汽车时不仅关注核心部件,高质量的外观已经成为客户选择的重要因素之一,本文通过凸模网格化处理技术在车身覆盖件模具上的应用,消除了拉延工序粉尘对覆盖件外观质量的影响,活动废料刀及真空发生器吸尘装置组合应用,解决了修边废料刀部位粉尘、碎屑问题 ,消除了碎屑、粉尘导致生产线停机,利用气缸或液压缸技术以及复合材吸能降噪技术在模具中的应用,在减小冲压线噪声的同时,还降低了模具对材料等级的要求,大大提升了冲压线生产环境,实现冲压车间清洁生产。
