新能源汽车整车厂废水处理工程实例
2021-05-26吴昊
吴 昊
(上海清浥环保科技有限公司,上海 201803)
近几年新能源汽车蓬勃发展,产量和销量逐年递增,被社会主流认为是汽车发展的未来趋势。前几年,政府对新能源车辆进行大力补贴,国内新能源汽车产业结构迅速升级。2019年开始,针对新能源汽车的补贴和利好逐渐减少,但是目前产业结构日趋稳定和完备,竞争力已经初步形成[1]。2020年11月,国务院办公厅印发《新能源汽车产业发展规划(2021—2035年)》,要求深入实施发展新能源汽车国家战略,推动中国新能源汽车产业高质量可持续发展,加快建设汽车强国。这必定会进一步促进我国新能源汽车的研发和生产。新能源汽车与传统汽车的主要区别在于所使用燃料或能源的不同,但在新能源汽车本身的生产制造过程中同样会产生一些废水,如车身工件漆前表面预处理脱脂洗水、磷化冲洗废水、电泳废水、面漆废水、生活污水等[2]。因此新能源汽车生产制造过程中的废水治理措施必不可少,同时由于新能源汽车动力构造比传统汽车更为简洁,产生的水污染也略有不同,本文以某新能源汽车整车工厂污水站项目工程为例,介绍新能源汽车整车厂废水的处理。
1 项目概况
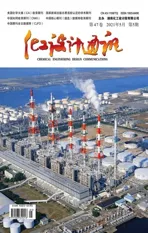
浙江省绍兴市某新能源汽车整车生产基地一期规划产能年产纯电动汽车6万辆,设计废水处理站处理水量30t/h。需要处理的废水包括连续排放废水和间歇排放废水。连续排放废水主要为油漆车间前处理工艺连续排放的脱脂工序清洗废水、硅烷处理工序清洗废水、电泳工艺连续排放的电泳清洗废水、纯水站制纯水产生的浓水和连续排放的全厂生活污水。间歇排放废水为油漆车间前处理工艺定期排放的脱脂工序清槽废液及硅烷处理工序清槽废液、电泳工艺定期排放的电泳清槽废液、中面涂喷漆工序定期排放的喷漆废水、定期排放的总装车间淋雨线清洗废水。废水水质情况如表1所示,废水中的污染物主要是COD、SS、油、磷酸盐、部分重金属等。项目污水站设置出水指标需达到《污水综合排放标准》(GB8978—1996)中的三级标准,其中氨氮和总磷执行浙江省地方标准《工业企业废水氮、磷污染物间接排放限值》(DB33/887—2013),处理,要求如表1~表2所示。
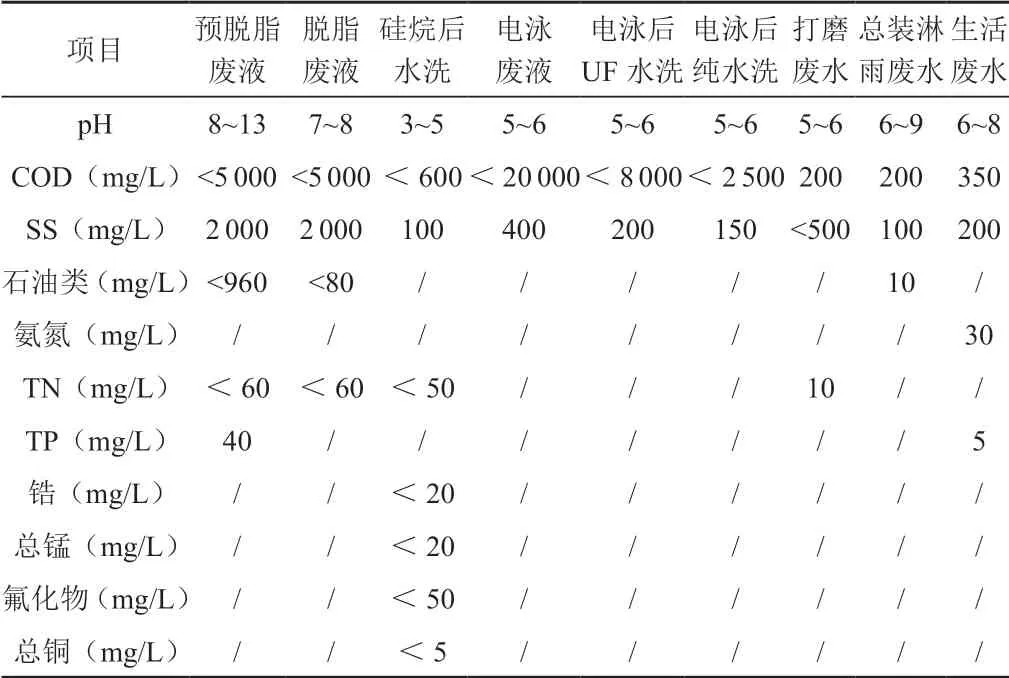
表1 水质情况表

表2 处理出水水质标准限制
2 处理工艺
新能源汽车整车厂产生的废水有多种,水质特性比较复杂,适宜对其进行分质分类收集处理,分别进行预处理后再综合处理。具体工艺流程如图1所示。
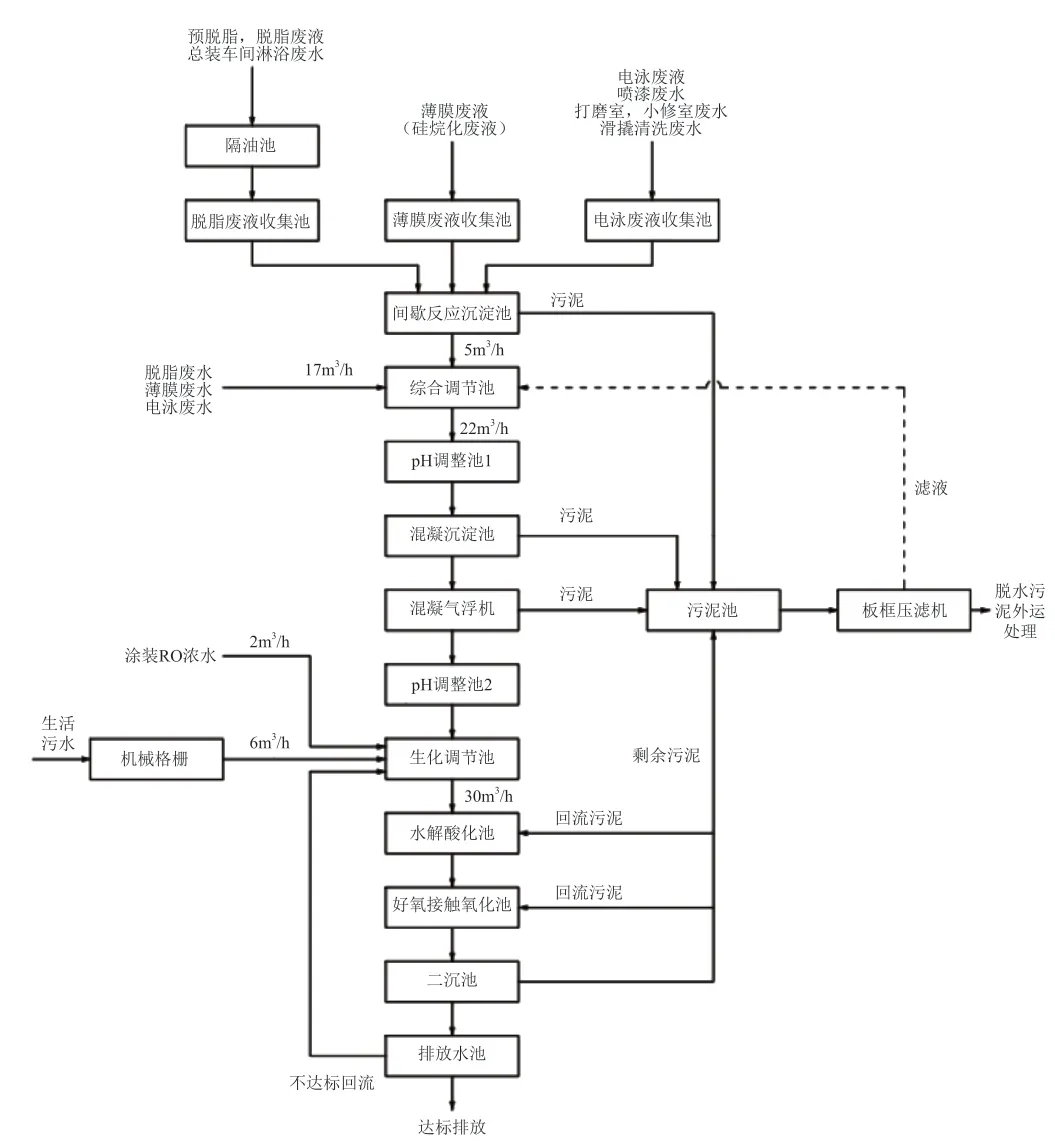
图1 工艺流程图
1)预脱脂和脱脂废液及总装车间淋雨废水含油,一同隔油后收集于脱脂废液收集池,之后通过间歇反应沉淀池进行混凝沉淀预处理,处理上清液排入综合调节池,污泥排入污泥池。
2)表面处理采用硅烷化或磷化形成一层薄膜改善工件的表面特性,在本项目中采用的硅烷化工艺,有些产品采用磷化工艺,该工段产生的废液称为薄膜废液,废水称为薄膜废水。本项目中硅烷化废液收集于薄膜废液收集池,之后通过间歇反应沉淀池进行中和、混凝和沉淀预处理,去除重金属和悬浮物,上清液排入综合调节池,污泥排入污泥池。
3)电泳废液、喷漆废水、打磨室与小修室废水、滑撬清洗废水等收集于电泳废液收集池,通过间歇反应沉淀池进行中和、混凝和沉淀预处理,去除悬浮物和重金属,处理上清液排入综合调节池,污泥排入污泥池。
4)连续流的脱脂废水、薄膜废水、电泳废水排入综合调节池,与废液间接处理后的废水混合,之后进行pH调整、混凝沉淀、混凝气浮和pH回调处理,作为生化处理的预处理。处理出水排入生化调节池,污泥排入污泥池。
5)生活污水经过机械格栅后进入生化调节池,RO浓水也排入生化调节池,与物化预处理后的废水混合,之后经过水解酸化、好氧接触氧化和二沉池固液分离,出水达标排放,剩余污泥排入污泥池。
6)污泥池污泥通过板框压滤机脱水处理,滤液排入综合调节池,脱水污泥外运处理处置。
3 主要处理单元及设备
该废水处理系统间歇预处理设计处理量为5m3/h,综合物化预处理设计处理量为22m3/h,生化处理设计处理量为30m3/h,24h连续运行。主要构筑物如表3所示。
表3 主要构筑物一览表

续表
3.1 间歇反应沉淀池
间歇反应沉淀池是一种间歇进行pH调整、混凝反应、静置沉淀和排水排泥的设备,碳钢防腐结构,有效容积20m3,3套,设置有搅拌机、pH计、液位控制器,配套加药装置,如酸、碱、氯化钙、PAC和PAM。
3.2 混凝沉淀池
混凝沉淀池集成了3个反应池和一个斜板沉淀池,包含pH调整和混凝反应池。反应池有效容积5m3,单个反应池停留时间10min。斜板沉淀池边长4.2m,宽2.2m,池深3m。
3.3 混凝气浮机
混凝气浮机采用回流加压溶气气浮,使水中的细小悬浮物黏附在微小空气泡上,随气泡一起上浮到水面,形成浮渣,达到除去水中悬浮物,改善水质的目的[3]。该项目采用气浮机处理量为30m3/h,功率为4.55kW,集成了混凝反应池和pH调整池,另配套氢氧化钠、PAC和PAM加药装置各1套与其他设备共用。
3.4 水解酸化池
水解酸化过程是完整厌氧生物处理过程的一部分,是一种不彻底的有机物厌氧转化过程,其作用在于使结构复杂的不溶性或溶解性的高分子有机物经过水解和产酸,转化为简单的低分子有机物,提高污水的可生化性。本项目水解酸化池有效容积为138m3,停留时间为4.6h,配制潜水搅拌机2台。
3.5 好氧生物接触氧化池
好氧生物接触氧化池兼有活性污泥法和生物膜法的优点,与普通活性污泥好氧池相比,微生物群落更丰富,更能适应水质的变化,低能耗高负荷,对污水中的有机物具有更好的去除效果。本项目好氧生物接触氧化池有效容积570m3,停留时间为19h,配制鼓风机2台。
3.6 二沉池
二沉池是活性污泥法常用构筑物,使污泥分离,混合液澄清。本项目采用异向流斜板沉淀池,有效容积90m3,停留时间3h,表面负荷1.09m3/(m2·h)。
4 运行效果及分析
在实际运行过程中,间歇反应沉淀池会有一部分浮渣随着出水排入综合调节池,之后在连续混凝气浮中得到去除。间歇收集池中的废液污染物浓度较高,COD可达到4 000mg/L以上,经过间歇混凝沉淀,进入综合调节池与低浓度废水混合后,COD可降至1 000mg/L以下。综合调节池废水通过进一步混凝沉淀和混凝气浮的处理,出水在生化调节池中与生活污水和RO浓水混合后,COD可降低到500mg/L以下。废水中存在的少量重金属经过间歇混凝沉淀和连续的混凝沉淀和混凝气浮,也都全部去除达标。项目稳定运行6个月后系统运行一个月的监测数据如表4所示,最终处理后出水各项指标均可达标。
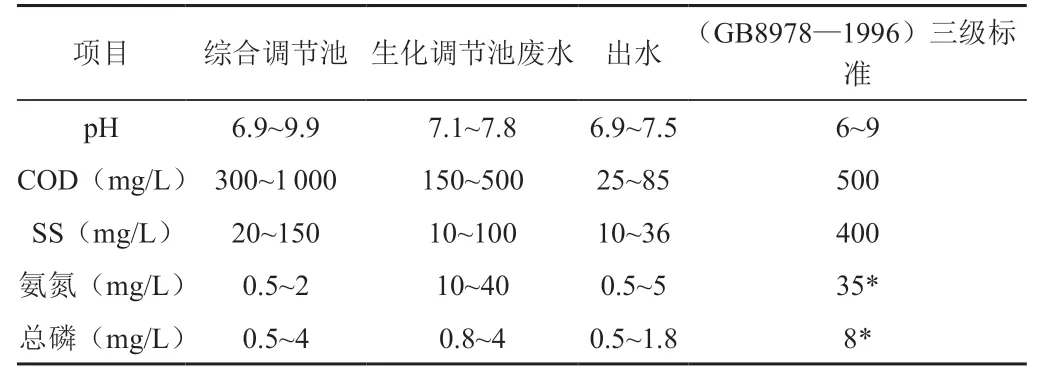
表4 出水水质情况表
结合表1的原水水质情况和表4的处理出水水质情况,生产废水中氮磷含量较少,表明新能源汽车生产线工艺对含氮磷成分原料的使用进行了有效控制,减少了环境污染。另外受到地方环境管理要求的影响,所有污水包括生活污水和RO浓水都必须经过污水站的处理后再排放,因此使得混合后的污水污染物浓度得到稀释有所降低,从COD的数据看比较明显,在生化处理前COD指标就基本达标。经过生化处理后,最终出水的水质远好于《污水综合排放标准》(GB8978—1996)中的三级标准,接近一级标准。
5 结论
新能源汽车整车厂产生的废水种类较多,水质情况复杂,水质水量变化大,需要通过分质分流收集,分别做好预处理。通过混凝沉淀和混凝气浮结合的物化预处理与水解酸化和好氧接触氧化结合的生化处理组合工艺能有效处理新能源汽车整车厂废水,工艺能够运行稳定可靠,出水达标。从节能减排的角度考虑,新能源汽车整车厂废水的处理,可以进一步考虑回收利用,甚至实现零排放处理,实现更好的经济效益、环境效益和社会效益。