乙烯精制器瓷球破损呈“爆米花”状导致再生失败原因分析及措施
2021-05-26朱岗岗王景方
朱岗岗,王景方,王 宝,杜 浩
(陕西延长中煤榆林能源化工有限公司,陕西榆林 718500)
陕西延长中煤榆林能源化工有限公司高密度(HDPE)装置采用INEOS公司INNOVENE S淤浆法双环管专利技术,生产密度在0.936~0.963g/cm3的单、双峰聚乙烯产品,设计产能30万t/a,设计操作时间8 000h/a。INNOVENE S淤浆法工艺主要以乙烯为基础原料,以1-己烯/1-丁烯作为共聚单体来调节产品密度,以异丁烷作为反应溶剂,产品范围覆盖广,自投产以来成功产出十多种不同牌号产品(注塑料、吹塑料、薄膜料、管材、单丝等)。
INNOVENE S淤浆法双环管专利技术对原料乙烯的纯度要求极高,纯度大于99.95%,其他组分为痕量级。铬催化剂和专利齐格勒催化剂系统对HDPE INNOVENE S工艺进料物流中可能存在的某些组分很敏感。这些组分会充当毒物对催化剂的活性有不良影响,或者影响树脂的性能,原料中毒物的含量需低于规定含量。为达到这些含量,需对乙烯等原料进行精制。工艺的设计是基于简单、健全的精制系统,这些系统可以尽量减少对反应有害的“毒物”侵入到反应器中。原料精制需要精细化操作,以防操作失误导致精制器床层“飞温”破坏精制床层或损坏分子筛,严重时导致分子筛破碎从精制床层中脱出。本工作对INNOVENE S淤浆法聚乙烯生产工艺中乙烯精制器R5003出现分子筛结焦耐火瓷球破损呈现“爆米花”现象进行分析,并提出解决措施。
1 乙烯精制器再生原理及程序
如图1所示,原料乙烯经过裂解装置脱炔、脱CO、脱氧等输送到本装置,进入乙烯精制器R5003,精制器中装填的分子筛为活性氧化铝。乙烯干燥剂利用分子筛对水的吸附作用,达到脱除原料乙烯中的水分等杂质。当精制床层的分子筛达到饱和状态或到达使用周期时就会失去吸附能力,不能有效去除对反应有害的杂质需要及时进行再生。分子筛对水的吸附通过范德华力吸附,从微观角度看,分子筛孔径内部达到静电平衡,水分子为极性分子,分解为氢离子和氢氧根离子。在水吸附过程中,分子筛和水分子分解的氢离子和氢氧根离子再次达到静电平衡,切断了氧氢键释放能量(温度上升现象)整个过程是用物理吸附为放热反应。精制器分子筛再生时,当温度越高分子筛的吸附能力就越差,所以当高温氮气通过含有水或者极性物质的分子筛,水分子在分子筛中解析使得分子筛得到再生,从而保证了精制床的使用周期和原料的纯度。INNOVENE S淤浆法聚乙烯生产工艺中乙烯精制器R5003再生程序为:原料隔离→退料泄压→置换吹扫→加热、恒温→冷却→精制器升压预负荷→ 备用。

图1 乙烯精制器工艺流程
2 乙烯精制器再生过程问题描述
2020年8月初,HDPE装置按照检修计划如期对乙烯精制器进行充乙烯预负荷,在升压过程中发现R5003顶部温度T1异常上升,隔离顶部进料顶部温度T1开始缓慢下降,如图2所示;打通底部出料时精制器底部床层温度T2也呈上升趋势,便停止充床操作。根据指令重新安排进行再生工作,整个再生过程严格按照岗位操作规程执行,然而在升温阶段再生氮气流量逐步下降,如图3所示;乃至再生氮气流量控制阀开度达100%(正常再生氮气量1 800kg/h、流量调节阀开度65%)仍不能满足需求导致被迫停止再生失败,图4为乙烯精制器正常再生时温度趋势图。
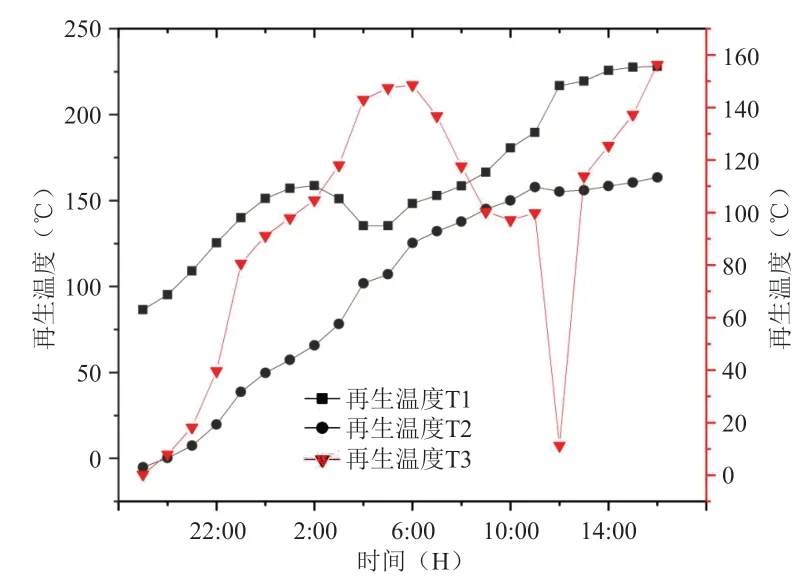
图2 乙烯精制器再生异常温度趋势图
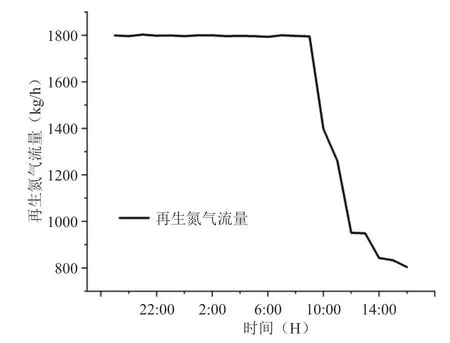
图3 再生氮气流量趋势图
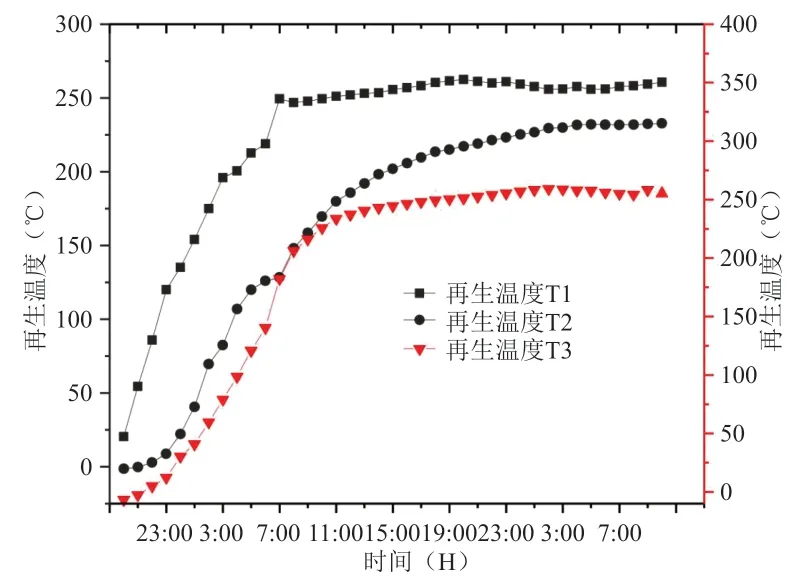
图4 乙烯精制器再生正常温度趋势图
3 乙烯精制器分子筛聚结耐火瓷球破损呈“爆米花”现象
将再生失败的精制器R5003打开,发现精制器底部起支撑作用的瓷球少部分破损裂化,分子筛完整无损,打开顶部人孔发现精制器顶部瓷球全部聚结在一起,瓷球外观开裂破损呈现“爆米花”状,如图5所示;清除顶部耐火瓷球后发现精制器顶部分子筛结焦粘连在一起,结焦的分子筛坚韧无比像凝固的树脂聚合物,清理困难。

图5 聚结的耐火瓷球破损呈“爆米花”状
4 原因分析
INNOVENE S淤浆法双环管专利在本装置投产以来,乙烯精制器分子筛聚结耐火瓷球破损开裂出现“爆米花”样实属首次。乙烯精制床中装填的分子筛采用国外进口公司生产的精制吸附剂,主要技术参数如表1。

表1 乙烯精制器分子筛典型属性
4.1 原料乙烯组分不纯
原料乙烯水含量高,在正常生产时穿过精制器瓷球和分子筛,被分子筛吸附到达饱和状态时丧失吸附能力。一方面会影响催化剂的活性,另一方面再生时需要更多的能量来脱除附着在分子筛内部的水分。如果再生升温速率过快,在高温氮气作用下受热气化后体积膨胀使得分子筛破损。通过对界区乙烯进料和精制器R5003乙烯进行取样分析对比,结果如表2、表3所示。

表2 界区乙烯进料组分分析
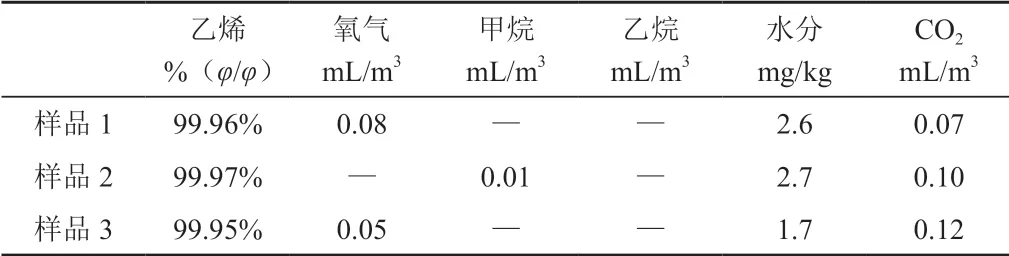
表3 精制器R5003乙烯组分分析
通过表2可以看出,上游单元供给的原料乙烯水含量较高,超过工艺指标要求的2mg/kg,说明原料乙烯组分不纯。通过表3可以看出经过精制器R5003干燥后的乙烯中水含量大于工艺指标要求1mg/kg,说明精制器分子筛吸附能力降低,精制效果不佳。
4.2 精制器床层装填不均匀局部“坍塌”
精制器中装填的分子筛一般要求抗压强度大于25N,磨损率小于0.5%,只有满足这个要求才能承受床层气流冲击而不会使得分子筛粉碎。通过表1数据分析分子筛的抗压强度和磨损率满足要求,另外如果分子筛装填不规范,颗粒分布不均匀,导致床层受力不均衡局部容易坍塌造成床层破损分子筛结构破损吸附重组分,经过高温热氮气的作用发生结焦聚合,形成的碳化物使得分子筛膨胀开裂呈“爆米花”状。
4.3 再生频次多缩短了分子筛寿命
正常再生时乙烯精制器采用温度为320℃的再生氮气加热,确保精制床层温度维持在250℃(恒温10h)。再生采用“顺流再生”(再生氮气流向与正常生产时乙烯流向相同)再生氮气从精制器顶部进入,从底部排出。升温时精制器顶部温度最高也是最先到达再生设计温度同时高温持续时间最长,如果再生次数多使得精制器顶部累计高温时间就多,顶部的瓷球最容易出现破损裂化。另外再生时频繁的泄压、升压操作造成床层瓷球脆化压力不均衡,使得床层瓷球和分子筛结构破坏。在此次拆除过程中顶部瓷球全部破损裂化,底部瓷球部分破损裂化,中间的分子筛完好无损证实了这一点。
4.4 再生气量供应不足或者设计气量低
再生氮气流量对精制床层整个再生过程有相当大的影响。如果再生气量供应不足首先在退料泄压阶段精制器中游离的乙烯不能退料完全,另外也会导致床层内吸附的杂质不能很好地被再生氮气携带出去,影响再生效果。除此之外,不足的再生气量无法全部“填充”整个精制床层,导致再生氮气分布不均衡。在升温过程中会有加热不均的可能性,导致床层受热不均等局部过热损坏床层。
4.5 热再生时间短
乙烯再生精制时再生温度控制在250℃,恒温10h(正常运行期间存在因运行情况而缩短恒温时间的情况),再生气穿过分子筛将其中吸附的杂质解析出来,随着再生废气排出到火炬系统。如果再生时间短,不能将吸附的杂质完全解析导致精制效果降低。
4.6 预负荷操作不当乙烯冲床过快
在正常预负荷操作时,通过乙烯进料线的1寸旁通线按照0.5MPa的梯度缓慢进行精制器的冲床预载。由于乙烯的吸热性比较大,在精制器再生后重新投入使用前,必须进行严格的预负荷操作,带走大量的热,避免精制器吸附乙烯时产生高温。如果冲床速度过快或者采用主路控制阀冲床,使得大量的乙烯进料与分子筛接触产生剧烈的放热破坏了分子筛结构。另外预负荷不充分,乙烯没有完全充满床层,在后续投用精制器的过程中也会存在床层升温过快的情况,严重时导致床层温度无法控制出现“飞温”。由于瓷球最先接触乙烯,受热不均再加上再生频繁极易导致瓷球破碎裂化。
4.7 分子筛使用周期到期
本精制器中的分子筛从2018年6月投用到2020年8月,长达24月之久,分子筛老化脆裂,在此期间经过十余次的再生,超过了分子筛高温裂化次数。顶部瓷球脆裂严重,表面不再是光滑的球面而是“爆米花”状,使得再生冷吹过程中,受到较大的阻力导致乙烯吹扫不彻底,在高温作用下发生了聚合反应。从清理出来的瓷球来看,表面残留大量的黑色聚合物。随着再生次数的增加,床层瓷球使用周期缩短到达使用寿命瓷球裂化加剧,表面脆化开裂将乙烯拦截在缝隙中,如果冷吹不彻底或者预载过快使得瓷球缝隙中残留的乙烯局部高温反应生产更多的聚合物,冷吹时生成的聚合物被凝固在瓷球表面,导致精制器床层压力升高,再生氮气流量逐渐降低。
综上分析,乙烯精制器再生失败分子筛破损呈“爆米花状”直接原因是分子筛瓷球使用周期到,再生次数频繁顶部分子筛结构发生改变吸附重组分物质结焦,分子筛与碳化物膨胀系数不同导致瓷球脆裂。
5 分子筛瓷球破损预防措施
5.1 严格控制原料乙烯的质量
(1)加强对原料乙烯中水分和其他杂质的监控,防止水分、杂质含量超标。
(2)增加分析取样频次和取样点,多点把控。
(3)转产或切换供料时,要求上游系统严格置换供料设备和管线并分析合格后方可供料。
5.2 分子筛的选用和装填
选用性能优良的分子筛(高孔率和大比表面积的分子筛能更多地吸附有害杂质),优化装填方案,专业分级装填,提高精制器的装填精度。
5.3 优化管理
(1)根据装填的分子筛设计寿命,结合装置生产情况制定科学的再生方案,再生方案应详细说明每项再生操作步骤的操作要领及主要控制参数,精确控制再生氮气的流量,在确保生产运行的同时,增大再生氮气流量由原来的1 800kg/h提高到2 000kg/h,确保再生氮气充足供应平稳。
(2)延长再生冷吹,恒温时间。确保在退料冷吹时精制器内的乙烯吹扫干净,延长恒温时间由原来的10h恒温增至12~15h,确保分子筛内吸附的水分、杂质完全脱除。
(3)完善精制器再生台账,详细记录再生数据。根据排产计划合理安排再生时间,确保高效再生;安排专人监管跟踪分子筛的采购,再生周期到及时更换新的分子筛。
6 结束语
乙烯精制器再生失败耐火瓷球破损呈“爆米花状”最直接的原因是分子筛瓷器使用周期到和原料乙烯不纯水含量高,间接原因有再生气量不足、再生恒温时间短、精制器预载操作不当等。因此,在实际操作过程中要严格跟踪分子筛的使用周期,严格控制原料乙烯的质量,精制器再生时严格控制再生氮气流量和再生温度,从而保证乙烯精制器R5003的精制效果和使用周期最大化。