不同增稠剂对山楂酱3D打印效果的影响
2021-05-21崔然然韩晨瑞孙慧娟吕林祥宋弋
崔然然,韩晨瑞,孙慧娟,吕林祥,宋弋*
1(国家果蔬加工工程技术研究中心, 北京,100083)2(农业部果蔬加工重点实验室, 北京,100083)3(中国农业大学 食品科学与营养工程学院, 北京,100083)
3D打印技术又称增材制造技术,其原理是通过逐层打印、堆积成形方式打印出预先设计的结构[1]。3D打印技术因其极强的可操作性而被广泛应用于航空航天[2]、医学[3]、无人机[4]等各个领域。3D打印技术省去了模具的制造以及配件的拼接组合,节省了固定成本并简化了操作流程[5],使其在小规模生产和个性化的定制方面更具经济性,极具也使得其在未来的工业生产发展潜力[6]。正因如此,3D打印技术也被人们视为第4次工业革命的开始。
由于对产品可食用性的要求,超高温、交联剂等都不能应用于食品3D打印过程中。食品3D打印材料的开发目前主要考虑3个方面的特性,即可打印性、应用性和后处理性[7]。其中,应用性和后处理性直接与产品的商用价值挂钩,而食品材料的流变特性则直接决定了产品的可打印性,并影响着打印后样品的形状保真度和分辨度[8]。据此,食品3D打印材料现阶段主要分为两大类,即传统食品材料和非传统食品材料[9]。传统食品材料包括巧克力、芝士、奶油等可直接用于3D打印的材料,以及需要添加一些添加剂来改善材料流变特性的果蔬泥、土豆泥等;非传统食品材料则主要包括昆虫、海草等,这些材料的开发有助于拓宽现有食品原料来源,为食品3D打印注入新的灵感。
山楂属蔷薇科,富含果胶、膳食纤维、矿物质、维生素等,是优质的营养来源[10]。山楂中果胶的质量分数约为鲜重的6.4%[11],具有良好的凝胶和乳化特性[12],其储能模量(G′)是市售果胶的3倍左右[13]。海藻酸钠是一种天然多糖,具有良好的稳定性、溶解性和安全性,在食品领域应用广泛,在Ca2+条件下可形成稳定的热不可逆凝胶。黄原胶具有良好的水溶性,与多种盐类有很好的相容性,是一种高效的增稠剂。此外,黄原胶具有突出的假塑性,在高剪切下黏度显著下降,有助于3D过程中样品从喷嘴中挤出。魔芋胶则由于分子结构平滑,在与其他增稠剂复配后通过次级键结合的方式产生协同作用,有益于凝胶结构的改善[14]。因此,本研究以山楂为原料,研究海藻酸钠、黄原胶和魔芋胶对山楂酱打印效果、质构及流变特性的影响,以期为食品3D打印材料的开发提供新的思路。
1 材料与方法
1.1 材料与试剂
新鲜的山楂果实(产地沂蒙山);白砂糖(食品级),北京二商集团;黄原胶、魔芋胶、海藻酸钠,均为食品级,纯度都为99%,南通添香生物工程有限公司;CaCl2、柠檬酸、乙醇、酚酞、NaOH、盐酸,均为分析纯,国药集团化学试剂北京有限公司。
1.2 仪器与设备
SHINNOVE-S1多功能3D打印机,中国杭州时印科技有限公司;JYL-C022E打浆机,中国九阳股份有限公司;FE28 pH计、ME204E分析天平,瑞士METTLER TOLEDO集团;T18高速匀浆机,德国IKA;DR-A1阿贝折射仪,日本ATAGO公司;LLC TA质构仪,美国TA仪器有限公司;DHR-2流变仪、NMRC12-010V低场核磁共振分析仪,中国苏州纽迈分析仪器股份有限公司;S-4800FE扫描电子显微镜、CR21GII高速冷冻离心机,日本日立股份有限公司。
1.3 实验方法
1.3.1 山楂酱的制备
挑选新鲜、无病虫害的山楂果实,参考CUEVAS-BERNARDINO等[12]的方法测定果胶的酯化度。清洗、去核、去梗后,加水没过山楂,煮沸3 min,充分软化,加入山楂质量15.8%的水,趁热打浆,60目的筛网过滤。在滤后的果浆中加入凝固剂CaCl2、白砂糖及增稠剂(分别为0.1%的黄原胶、魔芋胶、海藻酸钠,不同比例以及添加量的复配增稠剂),随后经沸水浴加热浓缩约10 min,并实时取出少量样品用折光仪测定当前样品的可溶性固形物含量,直至加热浓缩至(15±0.1)%时停止加热,搅拌均匀,室温冷却。将浓缩后的酱在8 600 r/min下高剪切1 min,装入50 mL离心管中,12 000 r/min下离心10 min,除去酱中的部分气泡,即制得用于3D打印的山楂酱。
1.3.2 3D打印
打印模型为10 mm×10 mm×10 mm的正方体,打印参数为喷嘴高度1.2 mm、喷嘴直径0.6 mm、打印速度30 mm/s、打印层高0.5 mm。每种山楂酱进行3次打印,得到3个打印样品。
1.3.3 流变学特性测试
分别对不同组的山楂酱样品进行剪切扫描和小振幅振荡频率扫描。在25 ℃下,剪切扫描的剪切速率范围为0.1~100 s-1,用RheoWin 4 Data Manager(Rheology Software,Thermo Fisher Scientific)记录样品黏度随剪切速率变化的数据。采用小振幅振荡频率扫描表征样品的动态黏弹性特性。在25 ℃、0.1%的应变下,振荡频率范围为0.1~100 rad/s,分别记录弹性模量(G′)、损耗模量(G″)和损耗正切(tanδ=G″/G′)。
1.3.4 质构特性测试
采用TPA模式测定不同山楂酱的质构特性,物性分析仪设置为:TA5型探头,TA-RT-KIT型夹具,目标值4.0 mm,负载0.067 N,试验前速度5 mm/s,测试速度0.50 mm/s,循环次数2。
1.3.5 微观结构观察
将不同组山楂酱打印的立方体冷冻干燥48 h,随后将其从中间断裂,表面喷金,在10.0 kV 的加速电压下,利用扫描电子显微镜对立方体截面的微观结构进行观察。
1.3.6 数据统计分析
采用Origin 2019对数据进行分析作图,采用SPSS软件对数据进行单因素的方差分析,显著性分析水平为P<0.05。
2 结果与分析
2.1 不同增稠剂对山楂酱的影响
实验测定山楂原料的酯化度为65.31%,即果胶分子中有65.31%的羧基被甲酯化,因此确定果胶属于高甲氧基果胶(酯化度>50%)。综合考虑糖添加量对产品黏稠度及口感的影响,分别通过阿贝折射仪和pH计确定山楂酱的可溶性固形物含量为(15±0.1)%,pH为2.80。此外,添加1.6 g/kg的CaCl2可促进不同果胶分子上的游离羧基通过Ca2+来形成果胶分子间的交联,增强凝胶网络的强度,从而有利于山楂酱从3D打印喷嘴中挤出后的成型过程[15]。
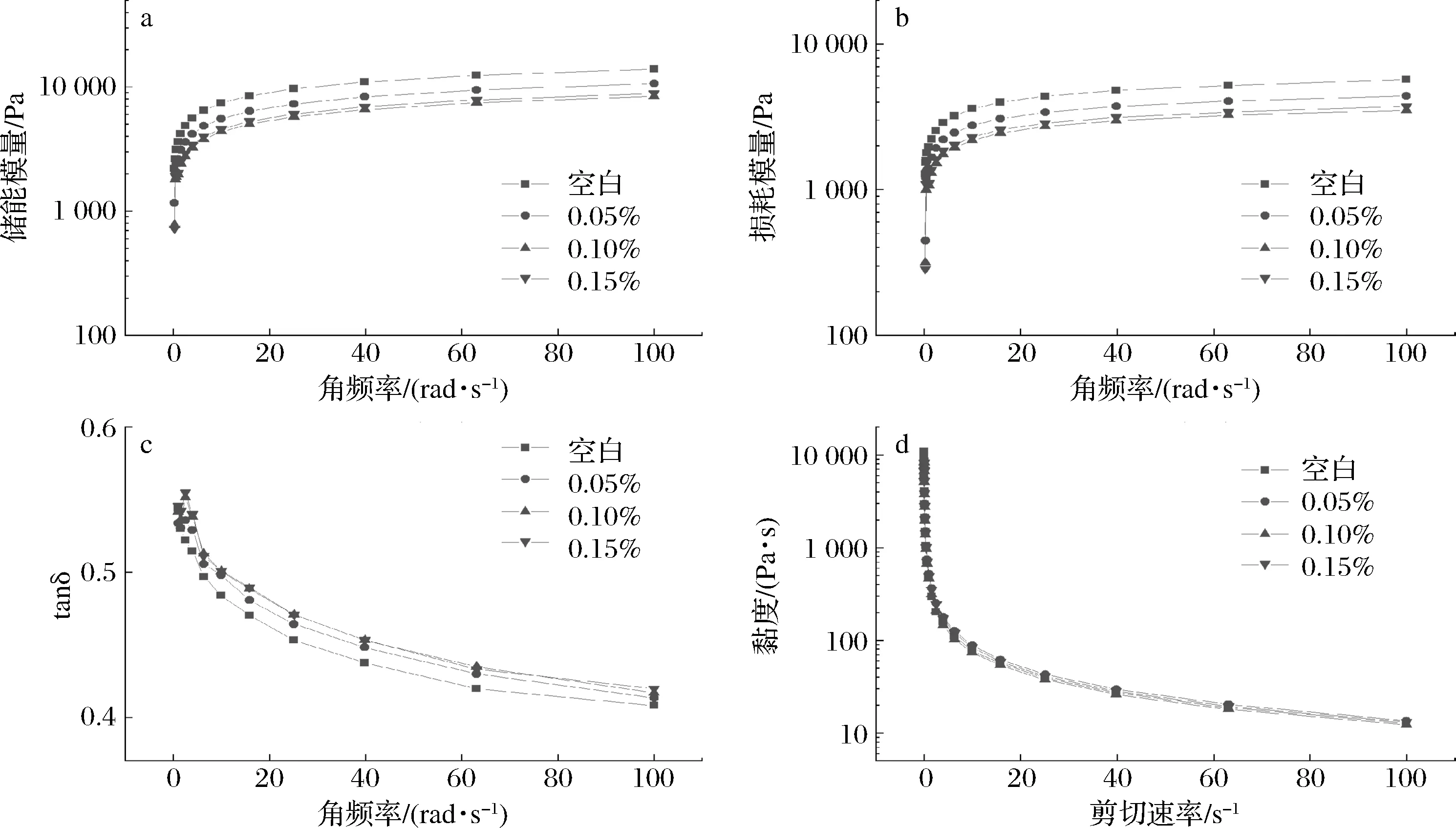
凝胶是一种介于固体和液体之间的物质,既具有固体的弹性又具有液体的黏性[16]。这也是山楂酱从打印喷嘴挤出后具有流动性,同时又能够维持自身结构支持性的原因。因此对山楂酱流变特性的分析,有助于预测和分析其打印效果。如图1所示,各组山楂酱储能模量(G′)和损耗模量(G″)都随角频率的增加而升高,且在整个频率扫描过程中,G′始终高于G″。添加海藻酸钠处理组的G′和G″高于其他各组,可能是由于Ca2+的存在,海藻酸钠分子间形成了“蛋盒模型”[17],以及海藻酸钠分子中β-D-甘露糖醛酸和α-L-古洛糖醛酸的羧基与山楂果胶中D-半乳糖醛酸的羧基可能通过Ca2+桥联,使得山楂酱的G′和G″得到了提高。相较于空白组,添加黄原胶或魔芋胶的处理组的G′和G″都有不同程度地降低,这可能是由于黄原胶和魔芋胶属于非凝胶型增稠剂[18]。此外,黄原胶是由D-葡萄糖、D-甘露糖与D-葡萄糖醛酸、魔芋胶则是由D-甘露糖与D-葡萄糖组成,两者羧基含量较少或不含羧基。所以黄原胶或魔芋胶与山楂中果胶之间主要依靠氢键的作用结合,而果胶分子与其他分子的氢键结合可能导致自身运动受阻,从而抑制了果胶分子通过Ca2+交联的过程,使得样品的黏弹性有所下降。各组的tanδ也都随角频率的增加而下降,且整体趋势基本相近。此外,各组的tanδ值都小于1,表明各样品的黏弹性倾向于弹性,即表现为固体性质[19],这有助于提升打印后样品的自我支撑能力。由图1-c可知,添加海藻酸钠组样品的tanδ低于其他各组,表明相对其他各组,添加海藻酸钠组的样品更倾向于固体。各组的黏度随剪切速率变化的趋势基本相同,都是随剪切速率的提高,黏度呈现下降趋势,说明样品为非牛顿流体,具有剪切稀化的特性,有利于其从打印喷嘴处挤出。
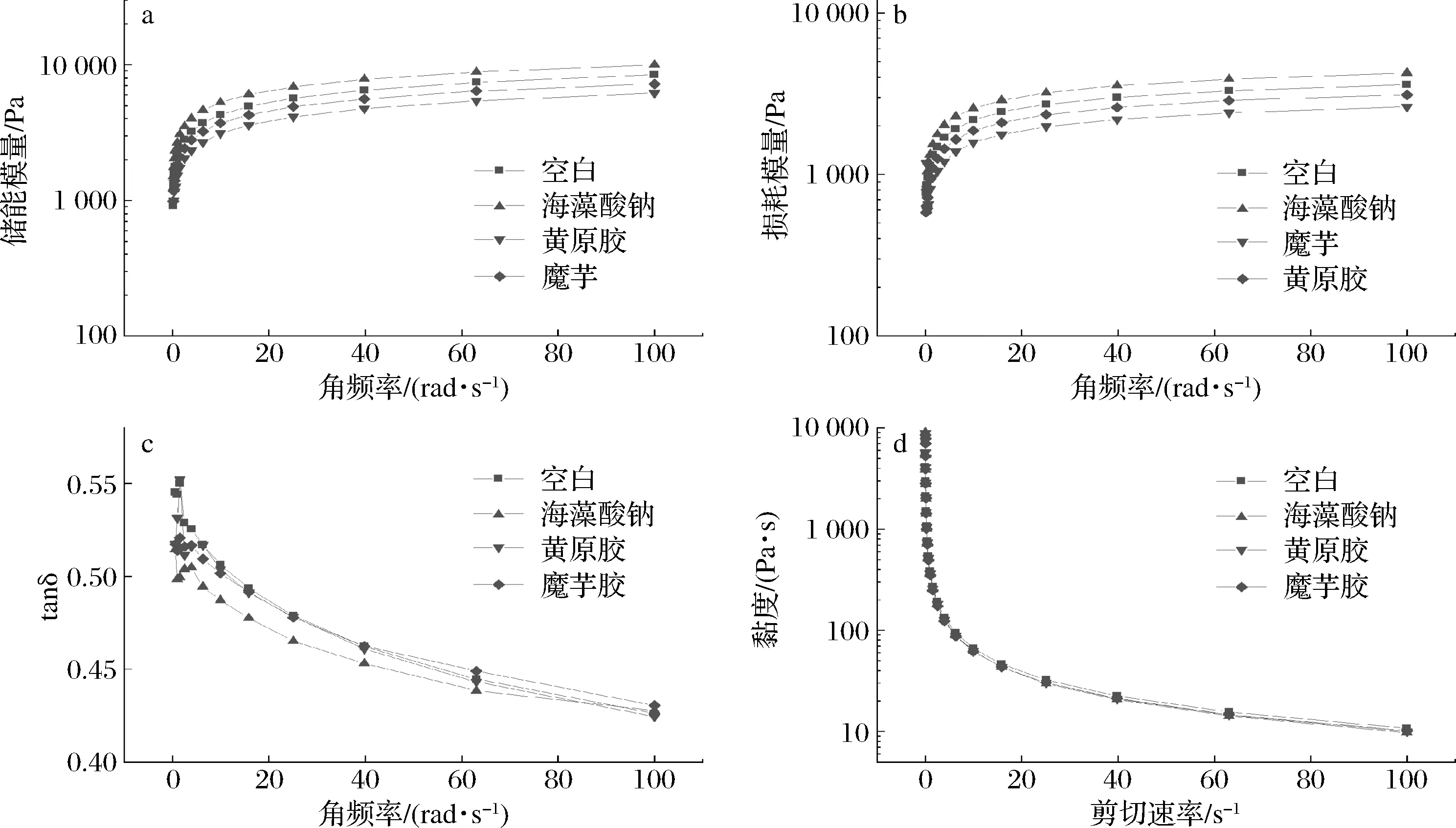
a-储能模量;b-损耗模量;c-tanδ;d-黏度图1 不同增稠剂对山楂酱流变特性的影响Fig.1 Effects of different thickeners in rheological properties of hawthorn jam
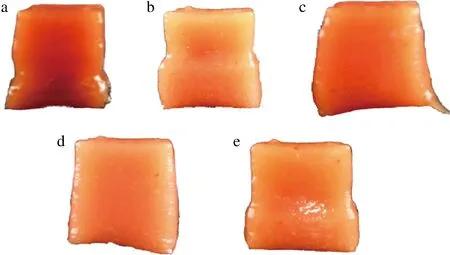
由图2-a可知,空白组样品在打印过程中有明显的拖丝现象,这可能是由于其黏附性较差,不能稳定地沉积粘附在前一层已打印的结构上,打印成型的立方体虽具有自我支撑的性质,但样品发生一定程度的塌陷,立方体后方和左方可以观察到明显的弯折失真,各棱角都有不同程度的缺失。向样品中添加黄原胶或魔芋胶后,打印效果有了明显的提升(图2-b、2-c)。打印过程中,添加了黄原胶或魔芋胶的处理组挤出连续,无拖丝现象;打印出的立方体结构完整,棱角分明,具有良好的自我支撑能力,但黄原胶组的立方体有轻微的塌陷现象(图2-b),魔芋胶组则有轻微收缩(图2-c),与之前的相关研究发现魔芋胶具有提高酱打印效果的报道一致[20]。而添加了海藻酸钠的山楂酱,在打印时虽然挤出较连续,但挤出胀大现象明显[21],导致了其打印出的立方体塌陷变形,打印效果表现最差(图2-d)。
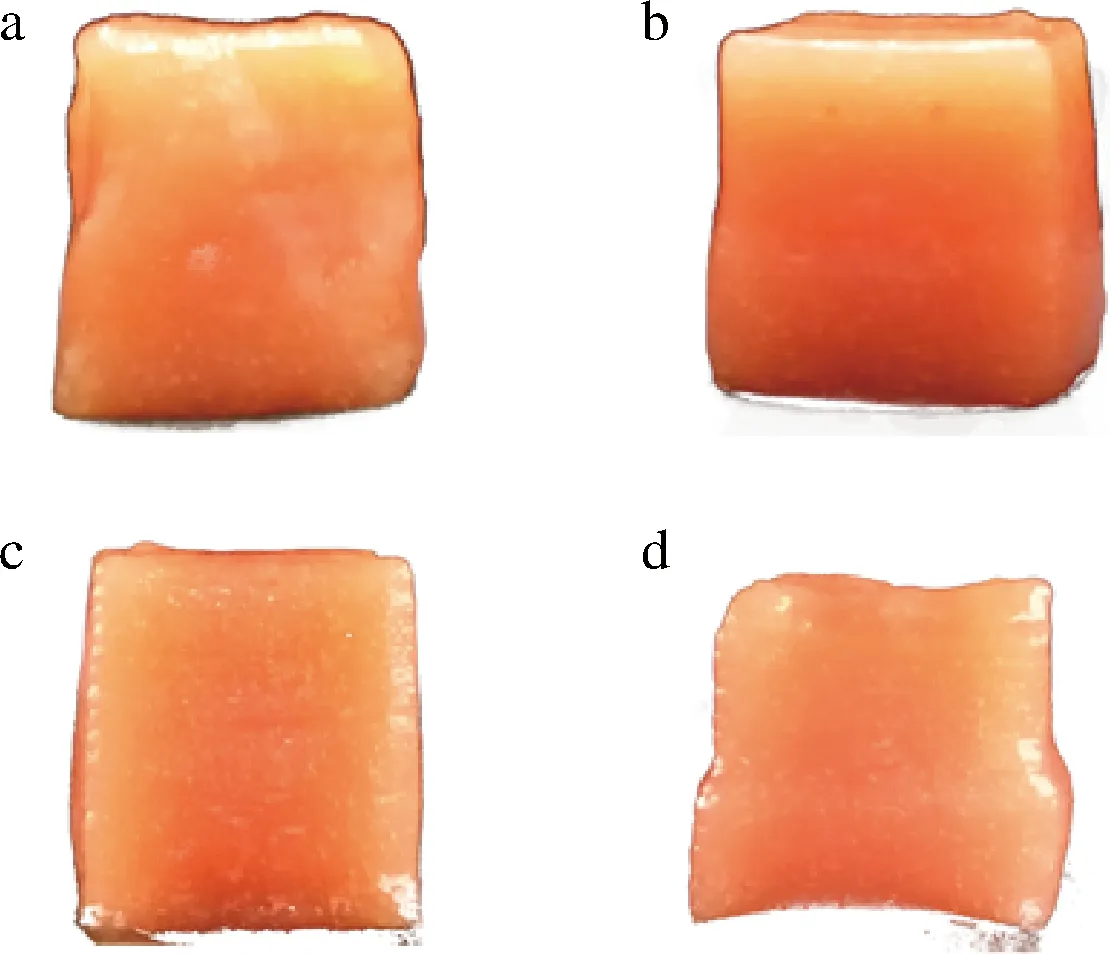
a-空白;b-黄原胶;c-魔芋胶;d-海藻酸钠图2 增稠剂种类对3D打印产品影响的示意图Fig.2 Images of 3D printing products with different thickeners
食品的质构性质决定了人们对食物的接受程度[22]。其中,硬度是指样品达到一定程度变形所需的力,如果酱硬度过大,则会出现板结现象,影响酱组织状态[23]。内聚性是指样品内部的收缩力,胶着性则是用于表示破碎半固体样品时所需要的能量[24]。咀嚼性表示咀嚼固体样品时所需要的能量,它能影响人们对食物的可接受性,尤其是对于老人等特殊人群,咀嚼性是首要考虑的要素之一[25]。
如表1所示,不同增稠剂3D打印样品间硬度性差异不显著(P>0.05),说明增稠剂的添加并不会影响样品的硬度。当添加了黄原胶后,样品的内聚性和咀嚼性显著低于其他各组(P<0.05),而其他各组之间却不存在显著差异(P>0.05)。添加黄原胶的样品胶着性显著低于空白组(P<0.05),这可能是由于黄原胶的弱凝胶性,导致添加黄原胶后的山楂酱打印出的立方体的质构性质与其他各组相比有所下降[26]。
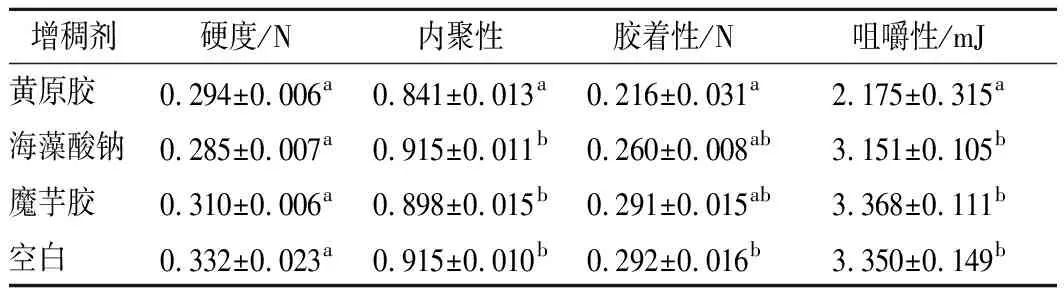
表1 不同增稠剂种类对3D打印样品的质构特性影响Table 1 Effect of the different thickeners in the textural properties of 3D printed samples
鉴于以上结果,黄原胶和魔芋胶的添加都明显提升山楂酱的打印效果,且在一定条件下,二者复配也可以得到凝胶,并随着不同的添加比例,有着不同的协同增效作用[27]。因此,后续实验采用黄原胶和魔芋胶作为复配增稠剂。
2.2 复配增稠剂比例对山楂酱的影响
由图3可知,向山楂酱添加不同比例的黄原胶和魔芋胶后,各组的G′和G″随角频率的增加逐渐上升然后趋于稳定,与空白组的趋势基本相近。随黄原胶的占比升高,G′和G″也表现出下降的趋势。此外,黄原胶和魔芋胶的质量比为9∶1时,G′和G″都明显低于其他各组,导致其在打印过程中出现了断层,且打印后的产品发生了塌陷。不同比例的复配增稠剂组和空白组的tanδ也都随着角频率的上升而呈下降趋势,且tanδ始终小于1,表明样品呈现出固体的性质。各组的黏度与剪切速率之间呈负相关,且趋势基本相同,都表现出良好的剪切变稀的特性。
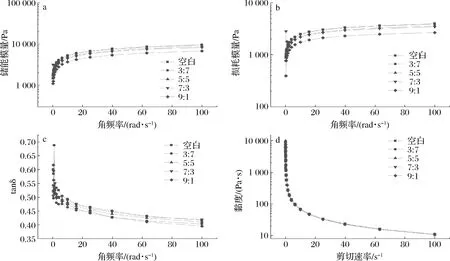
a-储能模量;b-损耗模量;c-tanδ;d-黏度图3 复配增稠剂比例对山楂酱流变特性的影响Fig.3 Effects of different compound ratio of thickener on rheological properties of hawthorn jam
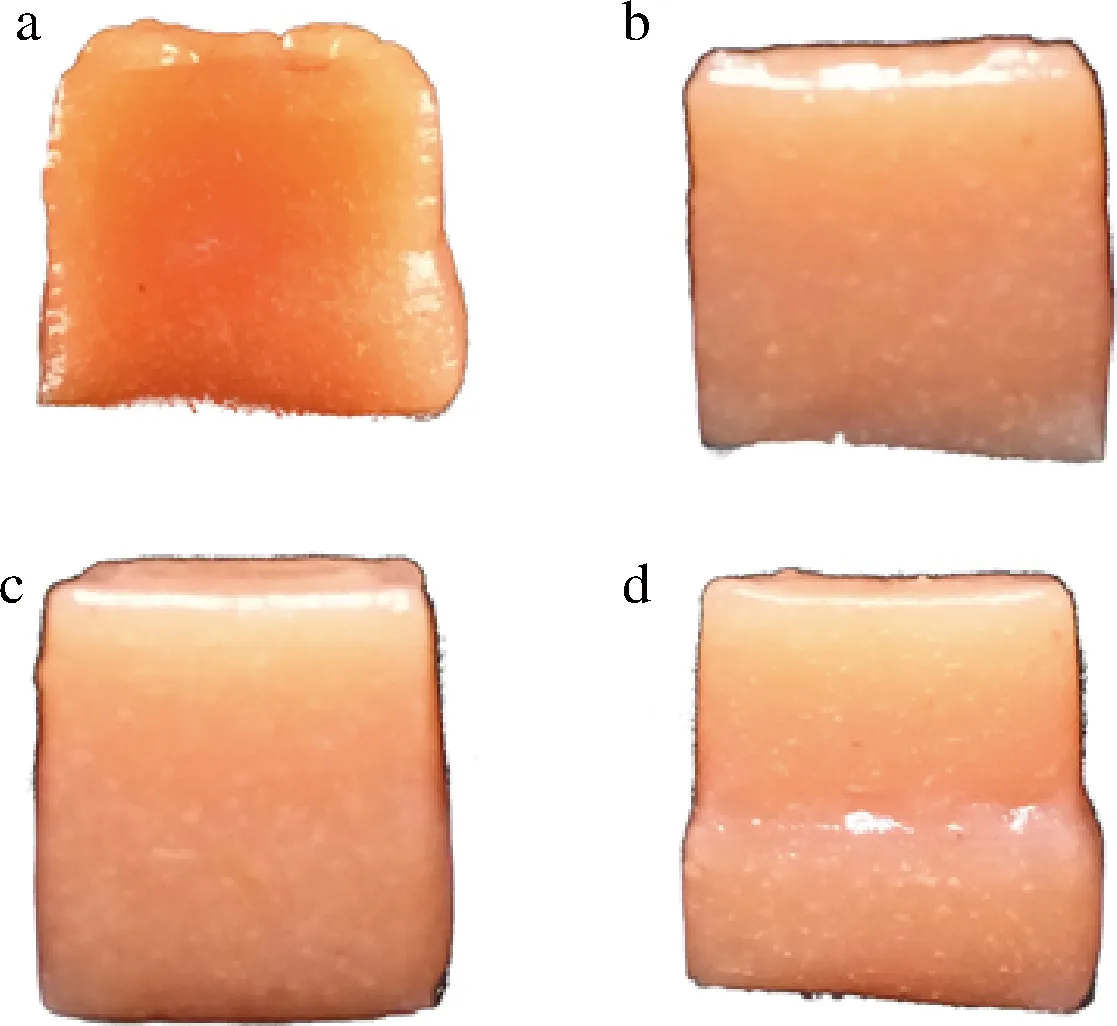
空白组在打印过程中出现了断丝,可能是由于过高G′导致挤出困难而断丝,终打印出的立方体出现断层(图4-a)。在5∶5的质量比下,打印初期由于拖丝严重,导致打印的立方体下宽上窄,但无断层。黄原胶和魔芋胶质量比分别为9∶1和3∶7的两组打印效果类似,在打印中期出现断丝,导致出现明显的断层,立方体的下部还发生了一定程度的塌陷(图4-d、4-e)。黄原胶和魔芋胶质量比为3∶7组断丝原因可能和空白组相同,由于G′值过高而断丝;而9∶1组则可能是由于G″过低导致挤出不连续而断丝。但当黄原胶和魔芋胶质量比为7∶3时,打印出的立方体各结构表现清晰,无断层,打印效果最佳。
a-空白;b-3∶7;c-5∶5;d-7∶3;e-9∶1图4 复配增稠剂比例对3D打印产品影响的示意图Fig.4 Images of 3D printing products with different compound ratio of thickener
由表2可知,添加了复配增稠剂的酱与空白组相比,在内聚性、胶着性和咀嚼性上虽略有不同,但都无显著差异(P>0.05),因此,可认为不同增稠剂比例对样品的质构特性影响并不突出。值得注意,黄原胶和魔芋胶之比分别为9∶1和3∶7组和空白组相较于其他各组硬度值偏高,其对应在打印过程中也都有发生断丝现象。
表2 复配增稠剂比例对3D打印样品的质构特性影响Table 2 Effect of the different compound ratio of thickener in the textural properties of 3D printed samples
综上所述,黄原胶与魔芋胶的添加质量比例为7∶3时,具有最佳的打印效果,其各项质构特性与空白组间都不存在显著差异。因此,选择黄原胶与魔芋胶的质量比例为7∶3进行后续复配增稠剂实验比例。
2.3 复配增稠剂添加量对山楂酱的影响
不同添加量的复配增稠剂对样品流变特性的影响如图5所示。相较于空白组,其他处理组的G′和G″都呈现出不同程度的下降,且随添加量的增加,G′和G″呈现出先下降后上升的趋势。当复配增稠剂的添加量为0.1%(质量分数,下同),样品具有最小的G′和G″,且具有最好的打印效果。各组的tanδ都随角频率的增加而呈下降趋势,且始终小于1。各组黏度随剪切速率的变化趋势大体相近,都是呈现降低的趋势,表现出剪切稀化的特性。
a-储能模量;b-损耗模量;c-tanδ;d-黏度图5 不同增稠剂添加量对山楂酱流变特性的影响Fig.5 Effects of different addition of thickener in rheological properties of hawthorn jam
由图6可知,复配增稠剂的添加量为0.05%时,打印过程中发生了断丝,导致立方体2个顶角缺失。添加量达到0.15%时,挤出时断时续,上表面呈颗粒状,打印成型的立方体有较明显的塌陷。添加量为0.1%时,酱从喷嘴中挤出连续、无断丝现象,所打印出的立方体边缘整齐、棱角分明、表面光滑、无任何塌陷和变型。综上所述,最佳的复配增稠剂添加比例为0.1%。
由表3可知,仅当复配增稠剂的添加量为0.05%时,样品的内聚性为1.250,显著高于空白组(P<0.05),而各组在其他质构特性方面则差异不显著(P>0.05)。因此可认为复合增稠剂的添加对于山楂酱的质构特性的影响也不明显,即使在添加了复配增稠剂后仍能基本维持原有山楂酱的质感。
a-空白;b-0.05%;c-0.1%;d-0.15%图6 复配增稠剂添加量对3D打印产品影响的示意图Fig.6 Images of 3D printing products with different addition of compound thickener
表3 不同添加量对3D打印样品质构的影响Table 3 Effect of different addition of thickener in the textural properties of 3D printed samples
综上,只有当山楂酱能够连续从喷嘴中挤出并附着在先前的打印层上形成稳固的结构[28],才能形成良好的打印效果。此外,增稠剂的添加对于山楂酱的流变性质的影响主要体现在G′和G″的变化,适当的降低空白组的G′和G″有助于提高打印效果,但如果G′和G″值过低则会导致打印样品失真、塌陷和断层等现象的发生。增稠剂的添加对于tanδ虽略有影响,但tanδ始终<1,即各组样品都表现为固体性质;而增稠剂的添加对于黏度几乎无影响,各组都表现出相似的趋势和剪切稀化的特性。因此,根据以上打印效果,确定复配增稠剂黄原胶与魔芋胶的添加质量比例为7∶3,添加量为0.1%。
2.4 微观结构
山楂酱的凝胶三维网络结构是决定产品的持水力、强度和流变特性等诸多特性的重要因素[29]。添加了不同增稠剂、复配增稠剂(7∶3)和空白组打印后样品的扫描电镜图像如图7所示。相对于空白组的松散稀疏的凝胶网络,添加了黄原胶和魔芋胶后都使结构更加致密。
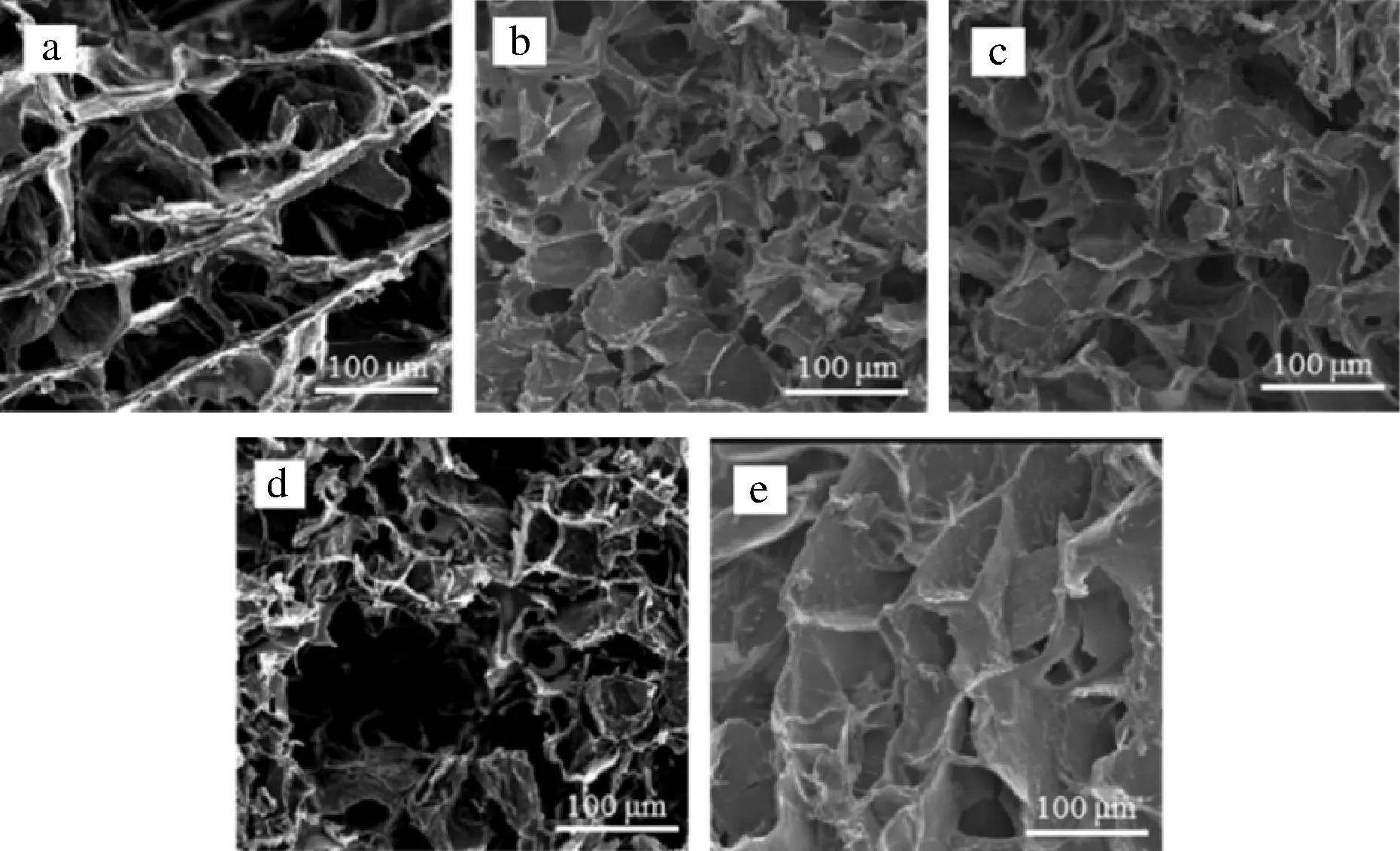
a-空白;b-黄原胶;c-魔芋胶;d-海藻酸钠;e-复配增稠剂图7 不同增稠剂下冷冻干燥后3D打印产品的扫描电子显微镜图Fig.7 SEM images of freeze-dried 3D printing product with different type of thickener
海藻酸钠的添加使得凝胶内部出现较大的空洞,可能是由于样品内部水分分布不均匀以及由于壁层较薄,使得冷冻干燥的过程中凝胶网络内水分的大量蒸发,造成了凝胶网络结构的破坏[30],这也是添加海藻酸钠组3D打印样品结构失真的原因。由图7-e可知,复配增稠剂组的凝胶内部结构致密,而且相较于仅单独添加黄原胶或魔芋胶组,凝胶网络结构也得到了增强,这与先前得到的打印效果一致。
3 结论
海藻酸钠的添加会导致山楂酱3D打印样品的断层和塌陷,而黄原胶和魔芋胶的添加有利于山楂酱打印效果的提升。当黄原胶与魔芋胶质量比例为7∶3,添加量为0.1%时,山楂酱具有最佳的打印效果。增稠剂种类、配比以及添加量对于打印后样品的质构特性基本无太大影响,各组仍能保持原山楂酱的质地。而G′和G″会受到增稠剂种类、配比及添加量的影响,通过添加增稠剂的方式,适当降低空白组的G′和G″将有助于提高打印效果,但过低的G′和G″则会导致打印样品失真、塌陷和断层等现象的发生。
