6000TPH弧线摆动装船机设计探究
2021-05-18张金贵段志强
张金贵,段志强
(上海振华重工(集团)股份有限公司,上海 200125)
煤炭和铁矿石作为工业生产的基础能源,在国际贸易中发挥着重要作用。向海外出口煤炭和铁矿石等大宗散货物品就需要大吨位散货船来转运输送,从矿山到国内外钢铁厂的整个过程中,需要许多大运量生产率的装船机来装载大吨位散货船并且需要良好的深水港区。大型散货船的吃水深度一般要大于14m。有些港口自然水深不够,需要到深水区建设泊位,在深水区建设常规码头的费用极其庞大。为节约建设成本,采用了简易靠桩带弧线轨道码头,弧线摆动装船机应运而生。常规的装船机一般在陆基岸线上沿着两条平行的轨道直线行走,借助臂架伸缩、俯仰等动作实现装船作业。相比直线行走,装船机应用在陆基岸线上,弧线摆动装船机的应用场景大多是在近海离岸的海洋中,使用环境复杂,工作条件恶劣。大吨位的弧线摆动装船机在国内还很少设计制造,此文介绍了能够覆盖40,000DWT-90,000DWT的散货船,额定生产率为6000t/h、装船物料为煤炭的大型弧线摆动装船机基本情况。
1 整机方案设计
本机是一个复杂的系统工程,多项关键技术均需要突破传统的设计理念,设计标准是按照GB/T3811-2008《起重机设计规范》和FEM标准第II部分:移动式散料连续搬运设备设计规范进行设计。设计标准不仅需要对总体布置进行系统性研究,还需针对弧线行走台车、长距离皮带伸缩输送系统、大跨距门架结构设计以等关键技术方面进行研究。该机主要构成部件:(1)俯仰机构,(2)门座架,(3)前臂架,(4)后臂架,(5)立柱,(6)俯仰缠绕系统,(7)皮带机系统,(8)针销驱动伸缩机构,(9)直线行走台车,(10)回转支承,(11)平衡小车式回转驱动装置,(12)弧线行走台车,(13)溜筒装置等。整机以回转支承为圆心,以海侧弧线行走台车组位支撑,平衡小车式回转驱动装置提供动力沿海侧弧形轨道实现±45°回转装船。回转半径65米,定点回转。前臂架与立柱通过前拉杆铰接成一体,绕立柱铰点作-3°~+10°的工作角度俯仰,非工作角度+10°~+25°俯仰。皮带机系统前后伸缩距离达33米,靠安装在后臂架后部的针销驱动伸缩机构提供动力。以下为各个主要工作机构的功能特点的简要介绍。工作级别按FEM标准第II部分:移动式散料连续搬运设备设计规范进行设计。整机工作级别:A8主结构;E8各机构工作级别见表1。

表1 机构工作级别表
1.1 俯仰机构和缠绕系统
俯仰机构的主要功能是使臂架围绕立柱铰点做上下俯仰改变角度,以此满足装船作业。臂架和立柱的俯仰通过一套变幅传动的钢丝绳和省力滑轮组组成的缠绕系统完成,俯仰机构布置在后臂架上部后方,其连接部位具有足够的强度和刚度,缠绕系统的下部滑轮组安装在后臂架上,上部滑轮组安装在立柱顶部,通过钢丝绳平衡梁来调节左右平衡。这套机构系统能够确保臂架在俯仰过程中的任何位置的启动、制动平稳,匀速升降,位置准确,安全可靠稳定。钢丝绳绕进绕出卷筒对钢丝绳偏离螺旋槽两侧偏斜角不大于3.5°,绕进绕出滑轮槽时偏斜最大角度不大于5°。本机构还要设置一套应急驱动装置。俯仰机构主要构成组件是电机、联轴节、高速制动器、安全制动器、卷筒、减速箱和凸轮限位组件等部件。
1.2 弧线行走台车和平衡小车式回转驱动装置
弧线摆动装船机以回转支承为圆心沿大半径弧形轨道回转和臂架前后伸缩幅度较大,整机重心变化大导致海侧车轮轮压不稳定,由于制作和安装误差每组车轮的轴线很难做到同时保持在车轮与整机回转中心连线的法线方向上,采用行走台车中轴线与圆弧切线垂直的方式设计台车结构,使行走结构受力更合理,行走车轮阻力更小,不影响单组车轮更换维修等。为了降低安装精度和避免车轮打滑等情况,采用3组针销式外啮合销齿传动模式。销齿的传动优点是拆卸维修方便,低速重载,运行平稳可靠。主要由电机、行星减速箱、制动器、齿轮等组成安装在两组弧线行走台车中间,通过平衡小车与门座架海侧横梁铰接。采用的2驱1备模式,即使其中1组传动损坏的前提下不影响整机的装船效率。平衡小车的主要目的是为了调整针销的安装间隙和传递水平驱动力矩,两侧布置4组偏心水平轮,底部布置4组行走滚轮,支撑架中间有水平抗剪块,通过与门座架海侧门腿下方的抗剪块作用来传递力矩驱动整机±45°回转。
1.3 针销驱动伸缩机构和直线行走台车
针销驱动伸缩机构的驱动部分安装在后臂架后部下方,齿条部分固定在门座架横梁上机载皮带机两侧。驱动装置主要的组成部分是电机、高速联轴节、高速制动器和行星减速器等,直线行走台车的主要组成部分是车轮和一、二级平衡梁。前臂架、拉杆、立柱和后臂架铰接成一体通过直线行走台车支撑。针销驱动伸缩机构的驱动小齿轮驱动滚针齿条作往返运动。在直线行走台车的两端极限位置,安装碰撞能量吸收缓冲器。伸缩速度约每分钟6米。针销驱动的优点是稳定可靠,安装精度要求不高,传递扭矩大。
1.4 皮带机系统
皮带机系统由皮带驱动机构、重锤张紧装置、改向滚筒、承载托辊、回程托辊、皮带以及一些附属零部件构成。主要作用是承载物料转运从高架廊道皮带机到船舱的关键部件。根据布置位置大致分成三段,前段安装在前臂架内部皮带水平布置,中段安装在后臂架底部皮带倾角8°,后段安装在门座架横梁的上方。皮带缩回时中段的回程皮带落在门座架横梁上方的承载托辊上,这种布置形式可以有效降低皮带伸缩缠绕的高度。皮带伸缩行程33米,形式布局更合理,减少皮带驱动功率,减少皮带长度和托辊数量。皮带驱动布置在箱梁结构尾部,维护方便。为了节约结构空间和皮带传动平稳可靠,采用中部重锤张紧模式,使得整套皮带机系统更加简洁可靠。机载皮带机托辊直径194mm,承载托辊槽角35°,间距1000mm。承载和回程段设置自动纠偏托辊组,受料段设置小间距橡胶缓冲托辊。此外,还设置跑偏、速度检测、紧急停车和堵料安全保护装置。
1.5 门座架结构
装船机回转半径65米,门座架箱梁长度约86米,箱梁截面高度5米,直线行走伸缩轨距7米。这么庞大的结构组合体,为了减小结构变形和安装误差目的,陆侧尾部采用了5米直径的回转大轴承作为整机的锚定基础,回转大轴承回转部分与门座架横梁采用铰接结构形式。门座架海侧横梁与门座架横梁也采用铰接联接以释放结构变形,能否处理好刚柔并济的结构形式是该机关键核心问题。
1.6 溜筒装置
溜筒系统的主要功能是改变物料运行方向和抑制浮尘。物料由机载皮带机上的水平运动转换到物料沿溜筒垂直运动,溜筒底部的抛料勺具有回转抛料平舱功能,使物料能够改变抛射距离达到更大范围的覆盖船舱。溜筒装置由转接料斗、筒体、筒体回转机构、回转支承、油缸组件和抛料勺等组成。筒体和抛料勺可以通过回转机构实现回转,抛料勺通过动力油缸调节抛料角度。整个筒体利用摆动油缸可以适度前后倾斜,也可以在臂架俯仰情况下呈垂直于地面的状态。溜筒能够实现±180°回转和抛料角度-15°~+45°。
1.7 回转支承
回转支承装置位于整机后部门座架横梁下方,主要组成部分是固定下筒体、回转上筒体和回转大轴承组成,固定下筒体与陆侧圆柱桩基相连,回转上筒体与门座架横梁联接。回转支承确保整机在水平载荷和垂直载荷交互作用之下的平稳运行起到关键作用。回转轴承采用的是三排滚子式,两排滚柱在水平方向平行排列以承载轴向载荷,另一排垂直排列的滚柱承受径向载荷。设有集中润滑系统,所有润滑点提供足够油脂保证。为了便于回转大轴承的更换与维护,在上下筒体还设置顶升支架和防滑移装置。
2 结构特点及性能参数
整机结构布置形式见图1。图示为两个状态,一是臂架伸出到最大外伸距的工作状态,二是臂架缩回到最小外伸距并俯仰+25°时换舱非工作状态。其主要特点有:布局新颖,结构紧凑合理,回转半径大,伸缩行程长,定点回转等。弧线摆动装船机的主要技术参数:
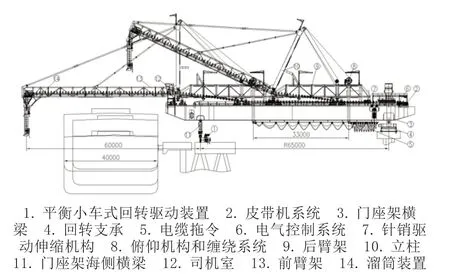
图1 弧线摆动装船机整机布置简图
(1)额定生产率6000t/h;(2)最大生产率6500t/h;(3)臂架工作俯仰角度-3°~+10°;(4)臂架非工作俯仰角度+10°~+25°;(5)臂架伸缩行程33m;(6)整机回转角度-45°~+45°;(7)最大回转半径(回转支承中心到溜筒中心)125m;(8)回转驱动半径65m;(9)皮带宽度2200mm;(10)皮带速度4m/s;(11)最大轮压小于等于450kN/轮;(12)非工作风速75m/s。
3 装船工艺流程及装载船型
该机装载工艺流程是物料通过高架廊道皮带机转运到装船机尾部回转支承上方的卸料斗内,然后,由机载输送皮带系统转运到臂架头部卸料斗内,再通过导向溜筒进入船仓,溜筒下部的抛料勺可以提高物料的抛射距离来实现物料更大范围的平舱能力。在装船过程中,通过臂架的伸缩、回转大车的回转和溜筒的角度摆动、抛料板的角度调整来实现整个船仓的覆盖作业。臂架皮带机工作角度是-3°~+10°,臂架最大非工作俯仰角度为+25°。散货船处于高水位,物料相对较少时的换舱,需要后方喂料皮带停止供料但是皮带机不停机情况下采用臂架俯仰避过船仓盖板收起时的工况。该机所能装载的散货船型为40,000DWT~90,000DWT。表2为装船作业船型,图2为回转加伸缩形成的扇形装船区域。
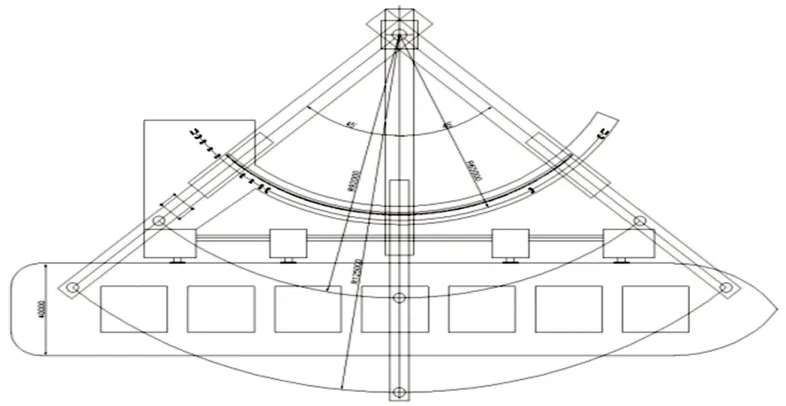
图2 弧线摆动装船机装船覆盖范围简图
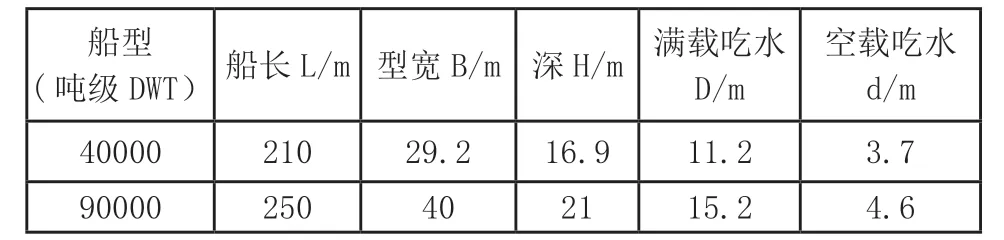
表2 装船作业船型
4 防风安全措施
港口机械通过总结以往事故案例得到的经验,主要大的安全隐患出现在防风问题上,一旦发生风灾,会造成不可估量的损失,所以设计好整机的防风装置是极其重要的。本机分为工作状态和非工作状态,工作风≤25m/s,非工作风≤75m/s。工作状态的防风装置是弧线行走台车车轮上设置的夹轮器,夹轮器工作原理是利用液压制动力抱住车轮产生的摩擦力让车轮不能滚动,如果风压产生的推动力超过了装船机轮压产生的摩擦力,机器在轨道上产生滑移。非工作状态的防风装置有两套装置,一套是用四组锚定装置布置在弧线行走台车的两侧,利用安装在台车上的锚定板和固定在码头上的锚定坑产生的抗剪力提供阻挡整机转动。另一套是防风维修搁架布置在停机位处海侧码头处,装船机停机作业后回转到面海右侧停机位上,臂架缩回到极限状态并放置在防风维修搁架上锁定。在此情况下,整机稳定可靠不影响散货船的靠泊。防风维修搁架的另一个重要作用是当需要维修俯仰机构等部件时保持整机稳定平衡状态。图3为弧线摆动装船机停机位状态。
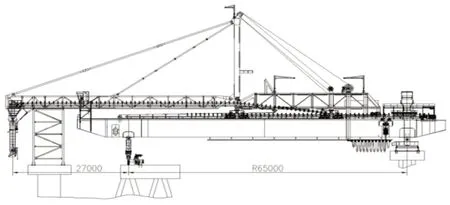
图3 弧线摆动装船机停机位状态简图
5 结语
目前,我国设计和生产制造此种类型大型弧线摆动装船机的数量比较少,经验还不够丰富。国际上现存的还在作业的弧线摆动装船机数量也是非常有限,且大多已运行多年,濒临更新换代状态。通过对弧线摆动装船机的整机布置、结构特点、使用工况等进行了一定程度的探究分析,为以后的设计和制造此种类型的装船机提供一定的借鉴。