阀口袋焊接机组讲解(七)
2021-05-17王仁龙整理
王仁龙 整理
(上接《塑料包装》2021年第一期)
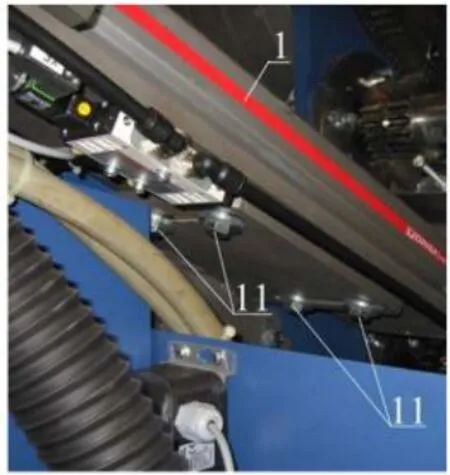
23.3 热风焊接设备:
松开暖风机托架(1)下方的螺钉(11)。
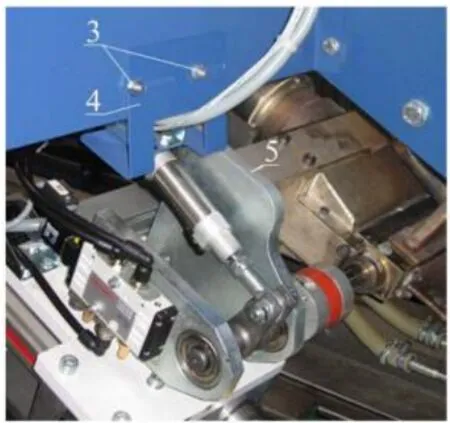
松开保护外套中电缆托架链条的支架(4)的螺母(3)。
将焊接设备(5)和支架(4)向里移动20 mm。
重新拧紧螺钉(11)和螺母(3)。
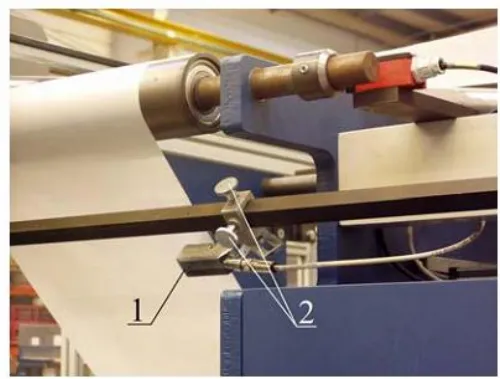
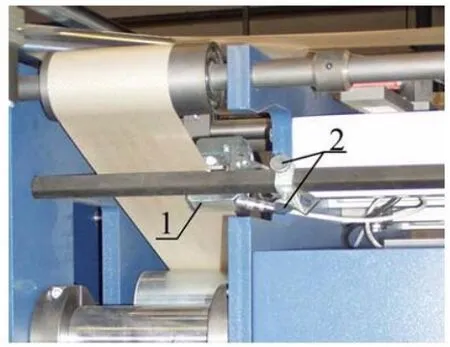
23.4 阀口条装置:
松开指旋螺钉(2)。
将扫描头(1)向里移动20 mm。
重新固定指旋螺钉(2)。
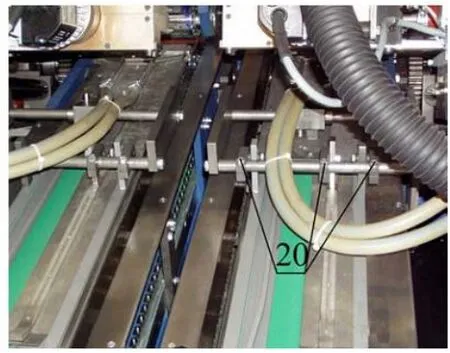
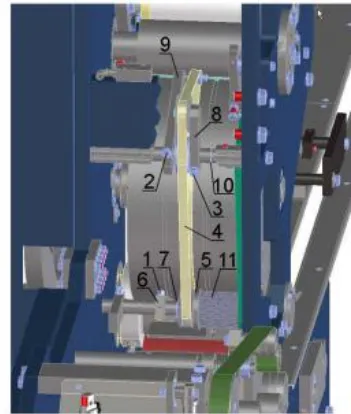
23.5 折底站:
松开螺钉(1)和(4)。
将导向杆向里移动20 mm。
重新拧紧螺钉(4)。
松开螺钉(20)。

松开螺母(7)。
松开螺母(6),将它们向里移20 mm。
重新拧紧螺母(7)。
用螺母(6)确保杆(8)完全垂直。
然后重新拧紧螺钉(1)和(20)。

23.6 盖贴片装置:
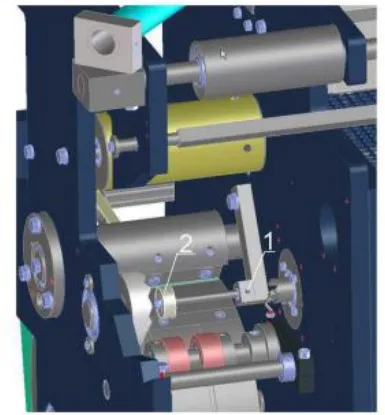
23.6.1 扫描头:
松开指旋螺钉(2)。
将扫描头(1)向里移动20 mm。
重新固定指旋螺钉(2)。
23.6.2 偏心辊:
松开无头螺钉(1),将偏心辊(2)向里移动,直到达到止挡(20 mm)为止。然后重新拧紧无头螺钉(1)。
23.6.3 皮带:
松开螺钉(1)、(2)、(3)。
在定位环(5)后的正时皮带轮(11)上将皮带(4)向里移20 mm。
将杠杆(6)移至止挡(7),将杠杆(8)和(9)移至止挡(10)。
将皮带(4)放在杠杆(6)、(8)、(9)上,重新拧紧螺钉(1)、(2)、(3)。
24. 基准运转针传输-间歇进料区:
将传送链的针直接位于钉针缸正下方(初始位置)。
传动侧和操作员侧的针传输链的针须同步运转。检查时,测量它们之间的对角距离。
按下按钮“Reference pin transport”执行基准运转。进行基准运转后,如果针不在相关钉针缸下方中心位置,须在目视显示屏上进行微调。
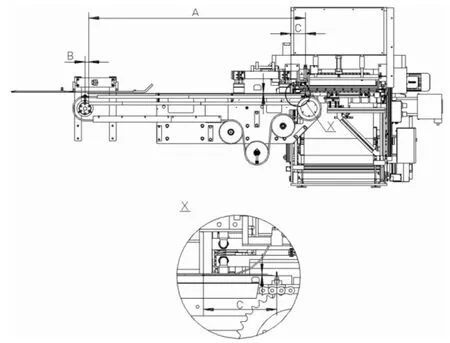
参考尺寸:A:1873.5 mm;C:127 mm;B:31.5 mm;D:3 mm。
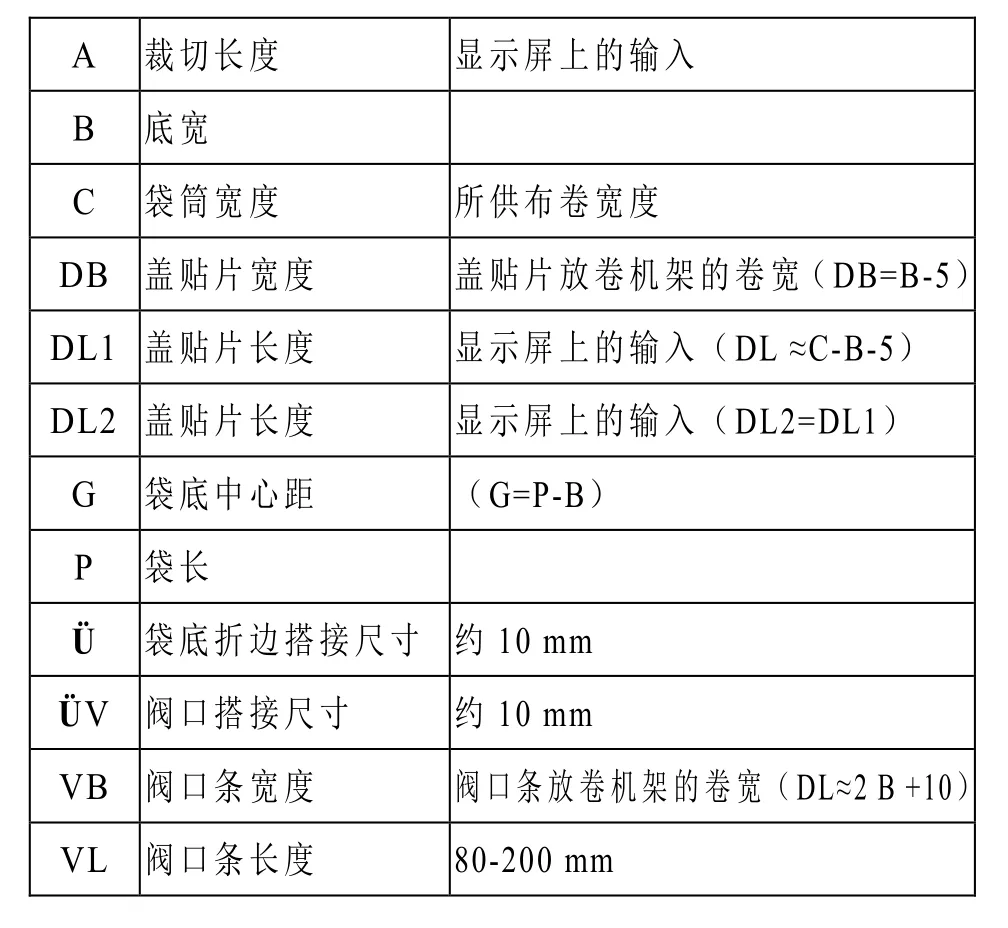
25. 阀口袋样式技术参数符号与术语:
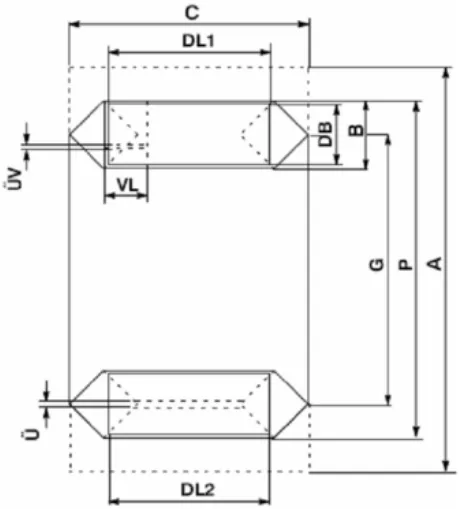
?
裁切长度A包括每侧5 mm共10 mm的搭接尺寸!
26. 开口滑动板宽度确定表:
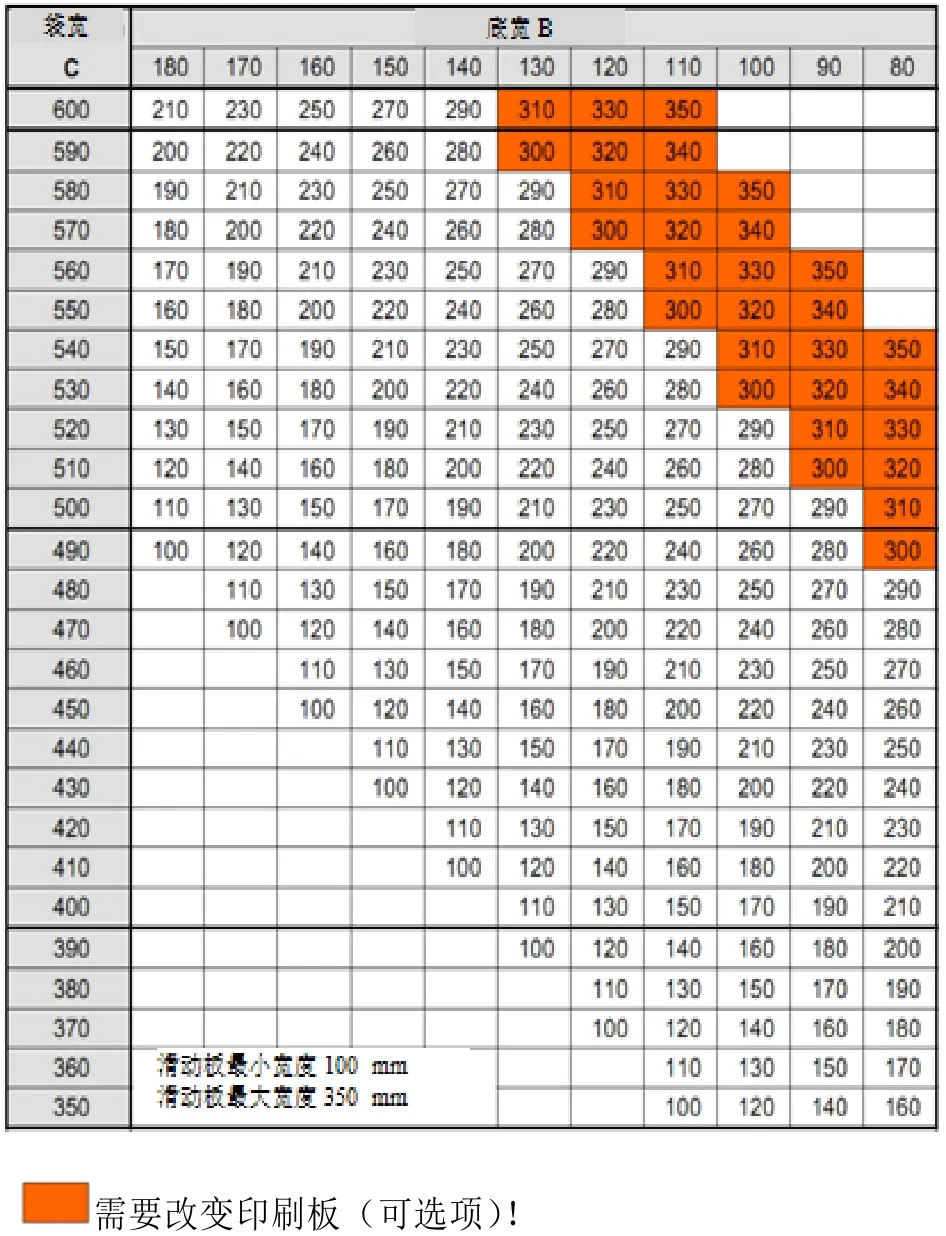
此表的作用是确定开口滑动板宽度。在工艺目视系统中自动计算这些值。注明了所有可用规格:底宽B、袋宽C、袋底搭接尺寸Ü为20 mm。所有尺寸单位均为mm。
27. 裁切长度确定表1:
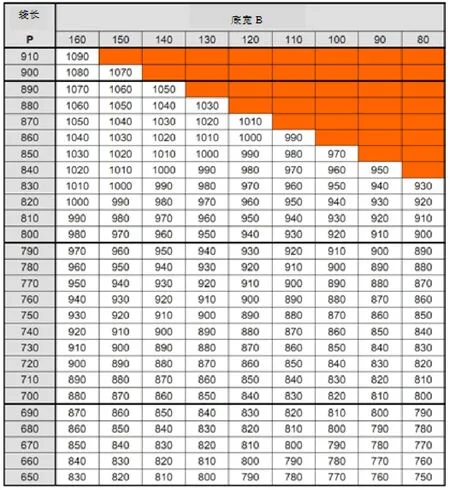
此表的作用是确定裁切长度A。在工艺目视系统中自动计算这些值。注明了所有可用规格:底宽B、袋长P、袋底搭接尺寸Ü为20 mm。所有尺寸单位均为mm。
28. 裁切长度确定表2:
此表的作用是确定裁切长度A。在工艺目视系统中自动计算这些值。注明了所有可用规格:底宽B、袋底中心距G、袋底搭接尺寸Ü为20 mm。所有尺寸单位均为mm。
29. 有一个袋底侧开口的阀口袋裁切长度确定表3:
此表的作用是确定裁切长度A。在工艺目视系统中自动计算这些值。注明了所有可用规格:底宽B、袋长P,袋底搭接尺寸Ü为10 mm。所有尺寸单位均为mm。

30. 盖贴片长度确定表:
此表的作用是确定盖贴片长度DL。在工艺目视系统中自动计算这些值。注明了所有可用规格:底宽B、袋宽C,袋底搭接尺寸Ü为20 mm。所有尺寸单位均为mm。
用下式确定盖贴片长度:DL=C-B-5
例如:袋宽为500 mm(左边一栏)、底宽为100 mm(第一横行),盖贴片长度为395 mm。

(未完待续,下转本刊2021年第三期)
