桥梁结构用S460ML-Z35高强度钢板的开发
2021-05-17潘中德
潘中德
(南京钢铁股份有限公司板材事业部,江苏 南京210035)
1 前 言
钢结构设计向高强度、高韧性和优良焊接性能方向发展,近来国际某著名桥梁工程项目,业主设计采用屈服强度460 MPa高强度结构钢板,且钢板最大厚度达120 mm。考虑460 MPa 高强钢的成型性能、低温韧性、焊接性能等,用户提出了按欧洲BS EN10025—4《热轧结构钢产品—第四部分:热机械轧制焊接细晶粒技术交货条件》标准中S460ML牌号进行生产供货,同时还需满足成分设计CEV≤0.43%,钢板-40 ℃低温冲击值≥100 J、钢板屈强比≤0.85、厚度方向Z35性能等特殊技术要求,生产技术难度非常大[1-2]。
结合该国际桥梁项目设计采用的欧洲标准及项目特殊技术要求,南钢采用低碳、低CEV、Nb+Ti微合金化等成分设计和热机械轧制工艺,借助于大厚度连板铸坯,在5 000 mm 宽厚板厂生产线进行工业试制,成功开发了120 mm S460ML-Z35 高强度钢板,钢板的各项性能指标超过标准及项目技术要求。
2 S460ML-Z35高强度钢板的开发生产
2.1 技术要求
根据欧洲标准BS EN10025—4规定,和欧洲标准EN10164 中厚度方向性能要求,S460ML-Z35 高
试制钢板的制造工艺路线包括炼钢、轧钢等两个工序。其中炼钢工序包括铁水预处理、转炉冶强度钢板的熔炼化学成分要求见表1,拉伸、冲击、Z向等机械性能要求见表2。

表1 S460ML-Z35钢板的熔炼化学成分(质量分数)%

表2 S460ML-Z35钢板的机械性能
考虑到S460ML-Z35 钢板的高强度级别、120 mm特厚规格,为保证钢板具备良好的焊接性能,项目技术协议中增加了CEV≤0.43%的特殊要求。
针对桥梁项目钢板的下料使用及服役要求,项目技术协议中增加了钢板-40 ℃低温冲击功平均值>100 J、钢板屈强比≤0.85等特殊技术要求。
2.2 化学成分及制造工艺
综合考虑S460ML-Z35高强度钢板的各项力学性能要求,采用低碳、低CEV、Nb+Ti 微合金化等成分设计,为提高特厚钢板的低温冲击韧性,成分设计还添加适量Ni 合金元素;同时尽量降低钢中有害元素含量,主要通过低P、低S 含量的控制,来提高钢的低温韧性和焊接性能[3]。120 mm 热机械轧制S460ML-Z35高强度钢板的成分设计及各元素含量要求见表3。炼、LF精炼、RH真空精炼、板坯连铸等。轧钢工序包括铸坯加热、除鳞、控制轧制、控制冷却、切割、探伤、检验、标识、合格品入库等。

表3 S460ML-Z35钢板的成分设计(质量分数) %
炼钢工序中,为了得到高纯净度的钢水和优良的铸坯质量,炼钢采用铁水预处理、转炉冶炼、LF精炼、RH真空精炼、板坯连铸等先进炼钢技术。其中钢水冶炼过程执行低P、低S控制,最大限度降低残余有害元素含量,连铸过程采用结晶器电磁搅拌、动态轻压下技术等先进控制技术,提高铸坯的中心偏析、中心疏松等内部质量。
轧钢工序中,首先坯料设计需保证具备一定的轧制压缩比,试验采用320 mm 大厚度连铸板坯进行轧制,以便保证热机械轧制工艺的更好实现。S460ML-Z35高强度钢板采用粗轧阶段的奥氏体再结晶轧制、精轧阶段的奥氏体未再结晶轧制等两阶段轧制工艺,其中粗轧阶段采用高温、最后2 道次的压下率不低于18%的大压下轧制工艺,轧制变形更多渗透至钢板心部,提高厚度方向性能的均匀性;精轧阶段充分避开混晶区轧制,累计轧制形变和位错;轧后钢板使用超快冷系统进行快速冷却,以便获得均匀、细小的相变组织[4]。
3 实物质量检测结果
对S460ML-Z35 高强度钢板进行超声波探伤,并在钢板上取样进行拉伸、Z 向、冲击等力学性能的测试,以及焊接性能的研究。
3.1 内部质量
对于试制S460ML-Z35 高强度钢板,采用EN10160 标准进行100%超声波自动探伤,探伤结果显示,120 mm厚钢板内部未见明显缺陷,按照欧洲标准EN10160 评级可达S2E3 级别要求,说明本次采用低压缩比、热机械轧制工艺生产的120 mm S460ML-Z35 高强度钢板内部质量较好,符合项目技术要求。
3.2 拉伸性能
在试制120 mm 厚S460ML-Z35 高强度钢板的宽度1/4 处取样,加工钢板厚度1/4 处横向拉伸、厚度方向Z 向拉伸性能等试样,拉伸检测结果如表4所示。
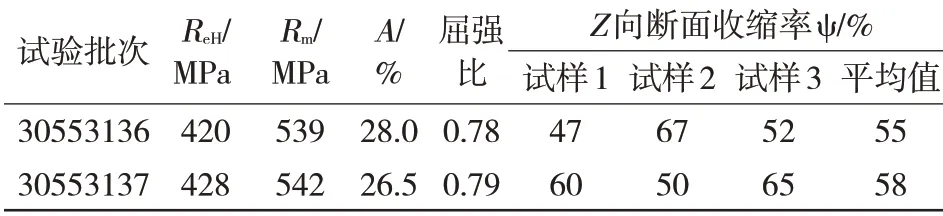
表4 S460ML-Z35钢板的力学性能
从表4 可以看出,钢板的拉伸性能符合BS EN10025-4标准要求,其中屈服强度高于标准下限值30 MPa 以上,抗拉强度高于标准下限值40 MPa以上,屈强比满足不超过0.85的项目技术要求;Z向断面收缩率符合EN10164标准中Z35指标要求,平均断面收缩率≥50%,钢板抗层状撕裂性能优异。
3.3 冲击性能
在试制120 mm 厚S460ML-Z35 高强度钢板的宽度1/4处取样,加工钢板厚度1/4处纵向冲击性能试样,分别检测项目技术要求的-40 ℃冲击试验,和更低温的-50℃冲击试验,检验结果见表5。

表5 S460ML-Z35钢板的冲击性能
从表5 可以看出,S460ML-Z35 钢板冲击性能满足-40 ℃低温冲击值不低于100 J 的项目技术要求,加做更低温-50 ℃低温冲击值≥100 J,钢板低温韧性较好。
3.4 显微组织
对120 mm厚S460ML-Z35钢板取样,加工钢板厚度1/4 处试样,在光学显微镜下观察钢板微观组织特点,试制钢板金相组织照片见图1。
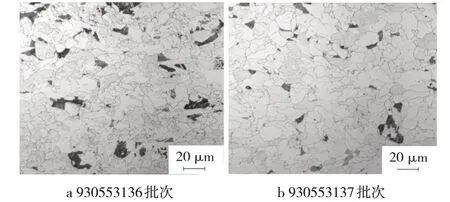
图1 S460ML-Z35钢板的金相组织-1/4厚度处
由图1 可以看出,在500 倍光学显微镜下,钢板试样的显微组织类型主要为铁素体、珠光体组织,金相组织总体较为均匀及细小,晶粒度评级为8.5~9.5级。
3.5 焊接性能
按照BS EN10025-4 标准要求,开展钢板的焊接冷裂纹敏感性评价试验,在120 mm S460ML-Z35钢板上取样,进行Y 形坡口焊接试验,为后续钢板的合理使用提供焊接工艺指导依据[5]。S460MLZ35 高强度钢板试件的形状及尺寸见图2,采用气体保护焊进行了不预热(室温19 ℃)条件下、预热50 ℃条件下的Y形坡口焊接裂纹试验。
试件焊接完成后放置48 h,进行表面裂纹率和断面裂纹检查,检验结果见表6(表面裂纹率为0)。
从表6可以看出,将钢板预热到50 ℃条件下进行焊接时,表面裂纹和断面裂纹发生率均为0%,试样断面的焊缝硬度≤270 HV10,热影响区硬度≤320 HV10,可防止焊接冷裂纹现象的产生。

图2 焊接试件形状及尺寸

表6 焊接试验结果
4 结 论
4.1 南钢通过低碳、低CEV、Nb+Ti 微合金化等成分设计和热机械轧制工艺,成功开发了120 mm 厚S460ML-Z35 高强度钢板,经检测钢板具有良好的综合性能,钢板屈强比≤0.85,低温冲击优异,其中-40 ℃低温冲击值≥200 J、-50 ℃低温冲击值≥100 J,厚度方向性能满足EN10164 标准Z35级别,内部质量按EN10160 标准探伤满足S2E3 级要求,各项性能指标满足欧洲标准及项目技术要求。
4.2 对120 mm S460ML-Z35高强度钢板进行了焊接冷裂纹敏感试验,Y 形坡口焊接性试验结果显示,在预热50 ℃条件下焊接即可防止焊接冷裂纹的产生,焊缝硬度≤270 HV10,热影响区硬度≤320 HV10。
