主动锥齿轮22CrMoH钢开裂原因分析
2021-05-17孙后金刘春明孙亚平孙少楠
孙后金,刘春明,孙亚平,孙少楠
(山东寿光巨能特钢有限公司,山东 寿光262711)
1 前 言
22CrMoH钢是一种重要的高淬透性齿轮用钢,大量用于加工制造大、中型汽车的主/从动锥齿轮[1],锥齿轮的主要特点是可以承受较大的载荷,工作过程平稳,振动和噪音小。国内某齿轮生产商在加工完成品包装或者装配阶段,发现齿轮表面存在纵向裂纹,委托山东寿光巨能特钢公司进行开裂失效分析。为研究主动锥齿轮产生开裂的主要原因,对其化学成分、宏观形貌、微观组织、断口形貌进行了一系列分析检测。
2 试验方法
用户生产锥齿轮的具体加工工艺为:原材料锯切下料→加热锻打(加热温度1 200±20 ℃)→毛坯正火(940 ℃)→机加工→渗碳淬火(温度920~930 ℃;碳势1.1~1.2,淬火油为好富顿淬火油,油温60 ℃)→试样清洗(清洗温度70~100 ℃)→低温回火(180~200 ℃)→矫直。
1)用光谱分析的方法对其化学成分进行分析,设备型号GS1000;制样方法按照GB/T 20066。
2)对裂纹周边组织及基体组织进行了金相分析,设备型号Axio Scope.A1;制样方法机械法。
3)对断口组织进行了扫描电镜分析,设备型号EVO MA25;制样方法机械法。
3 试验结果与分析
3.1 化学成分分析
对锥齿轮进行取样,用光谱分析的方法对其化学成分进行分析,化学成分结果见表1,符合22CrMoH齿轮钢的技术要求。

表1 锥齿轮的化学成分(质量分数) %
3.2 试样宏观形貌
送检样件宏观下观察该失效件表面存在纵向开裂,肉眼可见裂纹长度约16 cm,裂纹比较平直,且在表面花键根部处张开距离最大(约0.5 mm),切开后裂纹最大深度约12.6 mm。
3.3 断口宏观分析
裂纹源产生于整个花键根部皮下约2~3 mm处,裂纹从此处开裂并向左右两侧扩展形成人字形裂纹,顶端指向裂纹源。宏观观察,没有发现裂纹源及整个断口存在宏观非金属夹杂物。
3.4 高倍分析
对裂纹附近及中心基体取样进行高倍分析,如图1所示,均为淬火+低温回火组织[2],晶粒度均为6.5级。
对裂纹处进行高倍分析,如图2、3 所示,裂纹在皮下约2 mm 以下处裂口明显加大,裂纹尾部及端部开口相对较小,说明裂纹在渗碳层下开裂,竖直走向,向表面及内部扩展,裂纹呈锯齿形状并沿晶开裂,个别部位分叉,裂纹末端尖锐,符合应力开裂特征[3],裂纹两侧没有明显的氧化脱碳或增碳,裂纹及附近未发现非金属夹杂物等冶金缺陷。由此认为,裂纹是在热处理之后产生的,可能是淬火裂纹。
3.5 扫描电镜分析
对裂纹源处进行扫描电镜分析,见图4。裂纹源距表面约2~3 mm,断口较平坦,呈现解理断裂特征。裂纹源呈放射状扩展,裂纹源及附近没有非 金属夹杂物等缺陷。
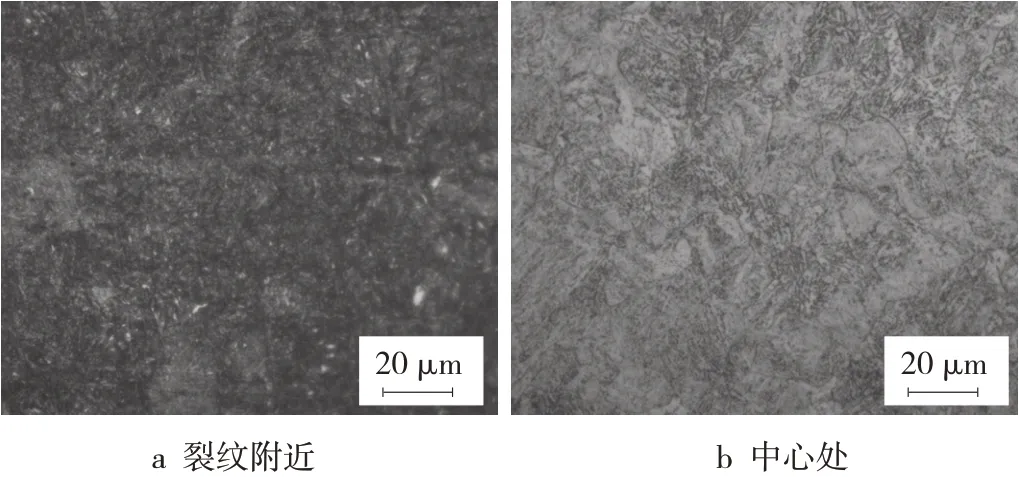
图1 裂纹附近及中心基体处组织
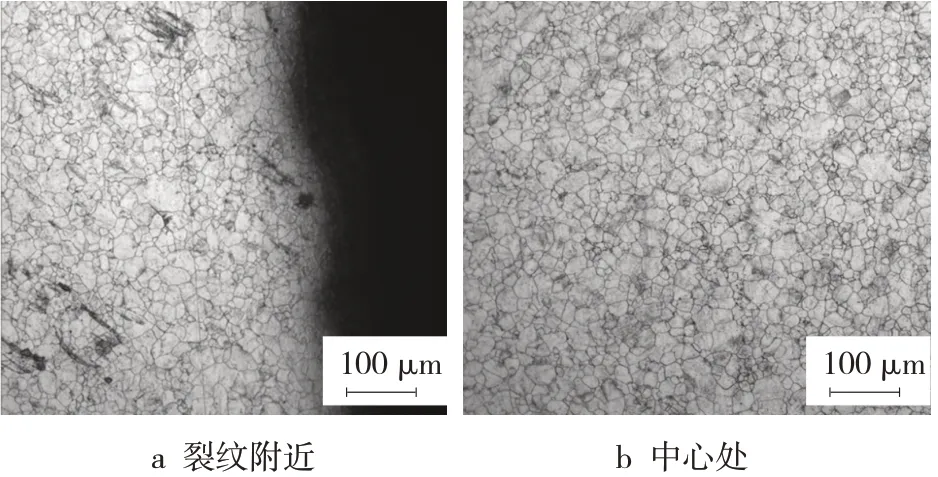
图2 裂纹附近及中心基体处晶粒度
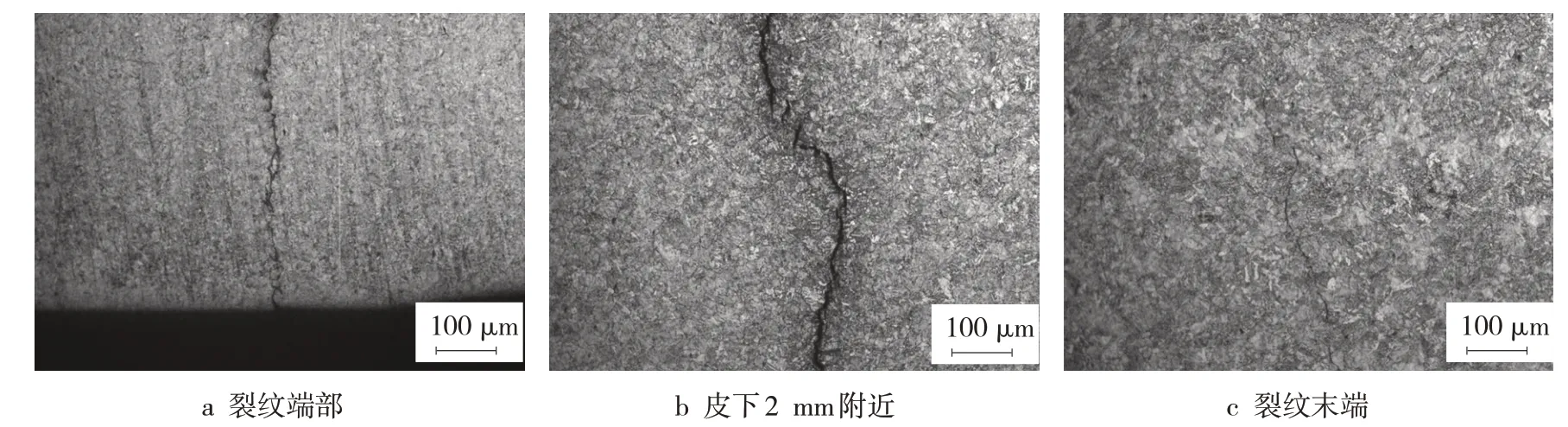
图3 裂纹高倍形貌
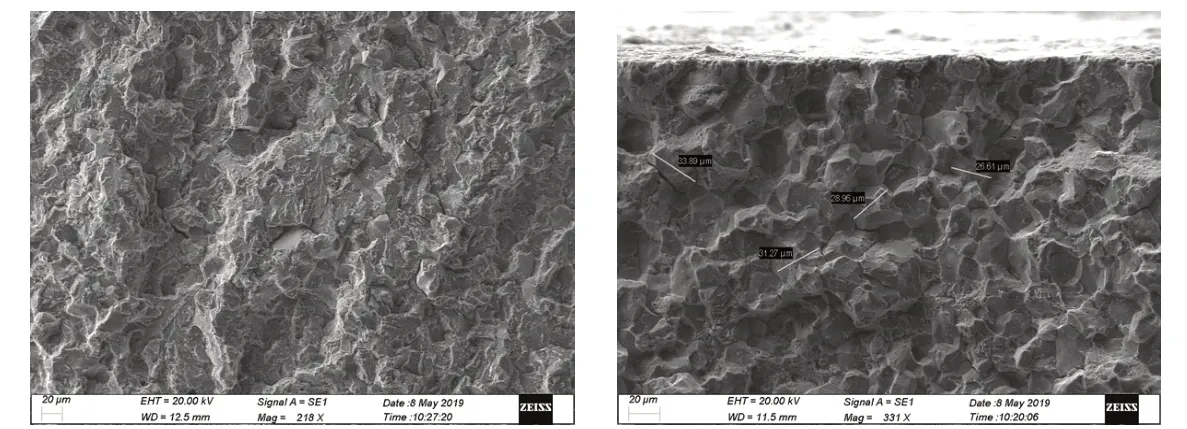
图4 扫描电镜形貌
4 结 论
4.1 从裂纹的形态判断该裂纹属淬火裂纹,裂纹处没有氧化脱碳,确定裂纹是在回火之后开裂到外圆表面的,从裂纹出现的时机来看,属于放置后出现的回火延迟性裂纹,也称为置裂。
4.2 断口分析发现裂纹起源于V型花键低部皮下约2~3 mm 处,处于渗碳层和基体的过渡部位,是压应力向拉应力转变的区间,同时结合V型花键的缺口效应,这时往往引起纵向淬火裂纹。
4.3 建议增加淬火液浓度,在保证淬透前提下降低淬火冷却速度,提高回火温度及增加回火时间,减少渗碳层和基体的过渡部位残余应力,降低开裂风险。
