贝斯钢板冶炼及热处理工艺技术应用
2021-05-17公丕海张海民
公丕海,张海民
(贝斯山钢(山东)钢板有限公司,山东 济南250101)
1 前 言
近年来,低合金耐磨钢的使用由传统的工程机械、矿山机械、煤矿机械逐步拓展至港口机械、装甲防护、盾构机、自卸车等高端装备领域。复杂苛刻的服役环境对耐磨钢使役性能提出更高要求,多品种规格、小批量与批量稳定化生产制造之间的约束日益加重。在产品对多应用场景复杂工况的适应性、多规格小批量产品与工业化生产条件下的成本管控、生产过程中产品质量稳定控制与提升等方面面临较大挑战。
贝斯山钢(山东)钢板有限公司(以下简称贝斯公司)依托山东钢铁集团产线进行耐磨钢产品与工艺技术研发。目前,山钢集团拥有1条3 500 mm炉卷产线,2条4 300 mm宽厚板生产线,配置德国LOI热处理线和钢板淬火机,热处理设计产能为75万t/a,热处理产品厚度范围为4~100 mm。良好设备基础和近年来耐磨钢产品市场推广规模的不断扩大,为贝斯耐磨钢产品开发及关键工艺技术创新提供了便利条件。
2 钢种成分及工艺流程设计
在差异化耐磨钢合金成分设计的基础上,设计出多品种规格耐磨钢的合金成分体系,如表1 所示。可以看到,对于同级别不同规格之间或者同规格不同级别之间的耐磨钢中C、Mn 等主要合金元素,实现了连续过渡。这对增强多品种规格小批量耐磨钢的多应用场景的适应性,缓解小批量与批量工业化生产,降低生产成本具有重要的指导意义。

表1 贝斯耐磨钢成分设计(质量分数最大值)
贝斯钢板的主要工艺流程为:铁水预处理→210 t 转炉冶炼→LF 精炼→RH 脱气精炼→板坯连铸→缓冷→清理→加热→除鳞→粗轧→精轧→控冷(DQ 在线淬火/ACC 加速冷却)→热矫→钢板标识→冷床→缓冷→离线淬火+回火→冷矫→堆垛入库。
3 生产情况及分析
3.1 冶炼前准备工作
由于耐磨钢设备服役条件复杂,为防止工件发生冷、热脆等开裂事故,成分体系中将P、S 元素含量设计较低,冶炼之前严格把控入炉原料质量,铁水100%KR 预处理,废钢采用板头板边等优质废钢。
3.2 转炉终点情况
转炉终点控制和氩前温度情况如表2所示。
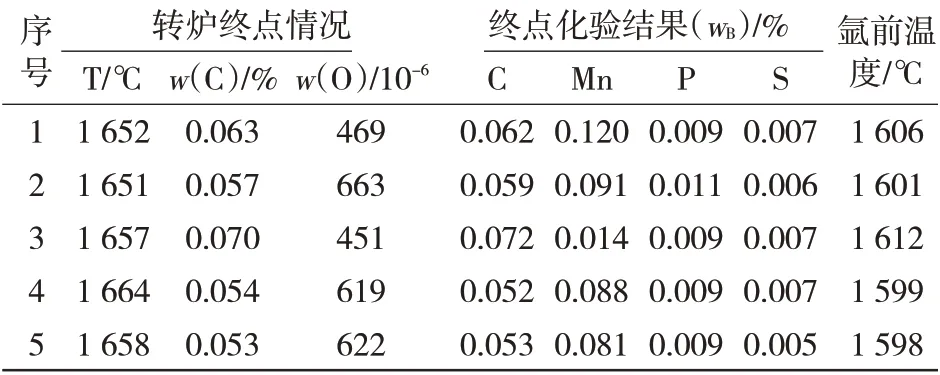
表2 转炉终点控制和氩前温度
为保证转炉脱磷效果,终点温度基本控制在1 665 ℃以下,同时冶炼过程严格控制氧化物夹杂为,终点(O)含量≤700×10-6,防止钢水过氧化。
3.3 出钢、脱氧合金化及造渣制度
为了减少转炉出钢过程下渣量,出钢过程采用出钢前、后期双挡渣操作,即出钢前期使用挡渣帽,后期使用挡渣棒。通过铝平衡计算,出钢下渣量约3 kg/t,说明挡渣效果良好。
出钢至1/5 时加入1 000 kg 小颗粒石灰和400 kg 铝块,进行钢水脱氧和铝合金化作业,确保脱氧产物尽快形成,并依托钢包底吹氩过程形成夹杂物聚集、长大及上浮,出钢至1/3 时再加入金属锰和含Si 合金,出钢完毕加入300 kg 复合脱氧剂脱除渣中氧。
3.4 RH处理情况
根据研究结果,当钢水中原始w(H)≤10×10-6,在1 mbar 真空度下处理10 min 以上,钢水中w(H)均可降至1.5×10-6以下,具体如图2所示。

图1 RH真空过程脱氢
根据以上分析,将RH 真空度、真空时间规定为:RH精炼工序要求在真空度≤1 mbar条件下处理时间不少于10 min,为了尽可能降低钢水中夹杂物含量,纯脱气时间不少于8 min。
3.5 浇铸过程
冶炼5炉贝斯耐磨钢钢水,浇铸过程结晶器液面波动值均在±4 mm 以内。塞棒行程轻微波动,属于正常波动值。中包过热度控制范围为10~30 ℃,为稳态浇铸。
铸坯低倍质量情况。生产5炉BISPLATE系列耐磨钢,分别在第2、4 炉的第2 块铸坯上取低倍样试样。通过酸腐蚀观察,2块低倍样质量较好,C类中心偏析为1.0级,中心疏松0.5级,无中间裂纹、角部裂纹、针孔气泡、三角区裂纹、夹杂等缺陷。
3.6 在线淬火钢板原始组织
钢板精轧机终轧温度控制在910~920 ℃,然后进行在线淬火,将淬火后18 mm和25 mm厚度钢板取样做实验室相关实验分析,其原始组织、力学性能和硬度值见图2、表3 和表4。由图2 可见,钢板表面和1/4 厚度位置组织为马氏体,芯部组织为马氏体+少量贝氏体。钢板厚度方向组织均匀,对裂纹的扩展和显微切削均具有很强的阻碍作用。
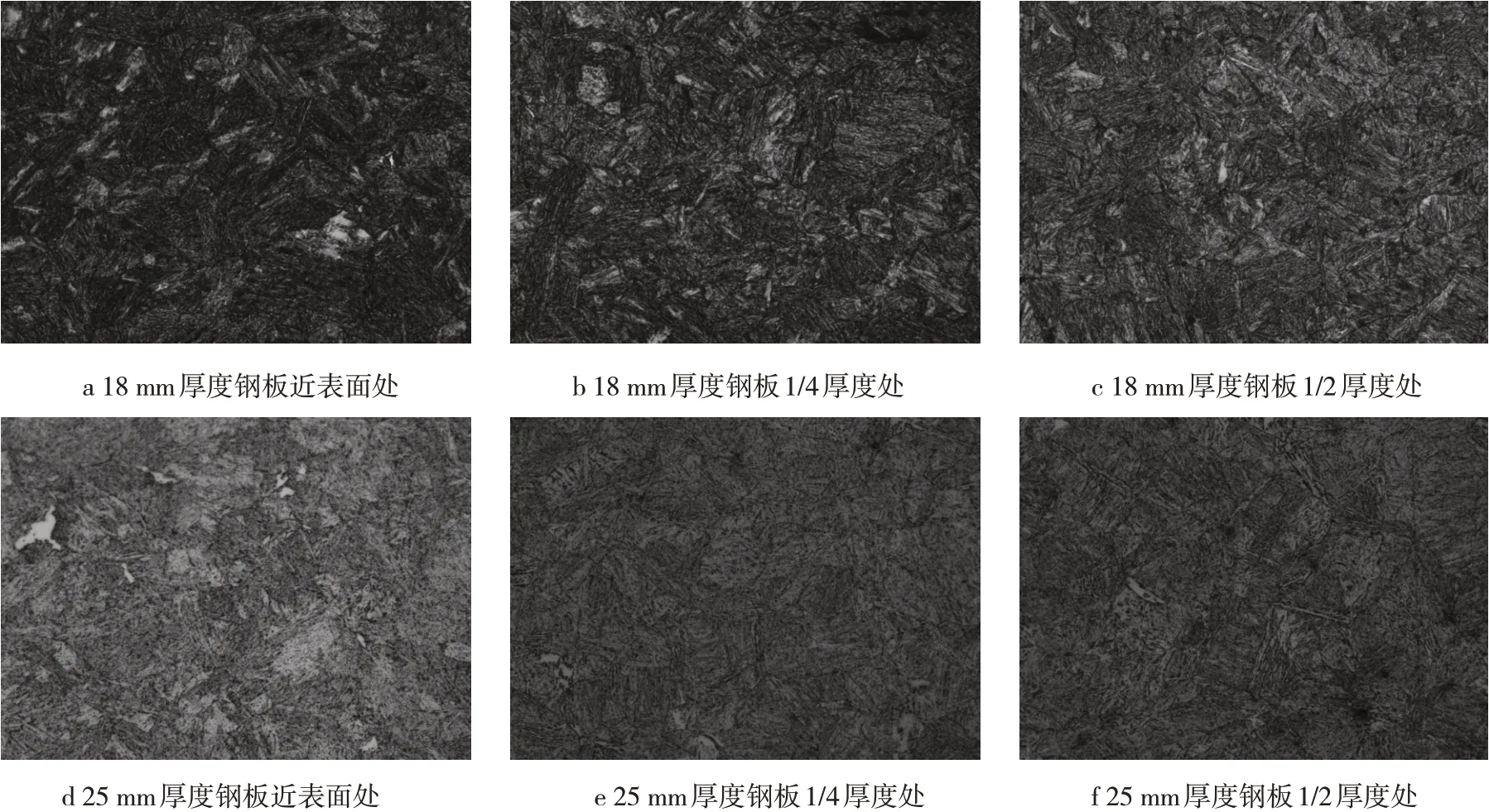
图2 在线淬火钢板的显微组织 200×
从表3 和表4 可以看出,18 mm 和25 mm 贝斯钢板力学指标和硬度指标均达到耐磨钢国标质量水平。
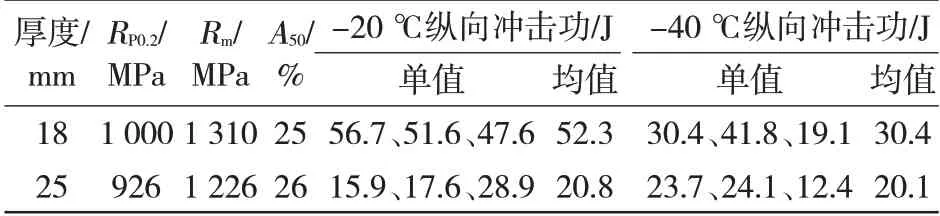
表3 BISPLATE400钢拉伸冲击性能
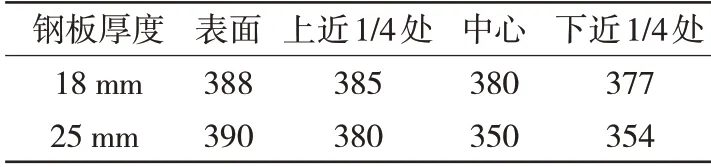
表4 BISPLATE400钢硬度性能HBW
3.7 离线淬火工艺对钢板力学性能的影响
钢板淬火前进行表面检查,利用抛丸机把钢板表面氧化层处理干净。淬火目标加热温度910~920 ℃,加热系数1.5 min/mm,保温时间10 min,在炉时间大于30 min。以10 mm厚贝斯钢板为例,以28 m/min 淬火速度为基准,辊速设定为30、35、40、45 m/min,淬火水温为20.9 ℃。淬火机喷水管水流量参数如表5所示。

表5 各喷水管淬火基准水量 m3/min
图3 为不同淬火速度下的淬火板金相组织。可以看到,在45 m/min 淬火速度下,钢板的淬火效果最好,对应钢板的平均表面硬度在390~408 HBW,平均为401 HBW。
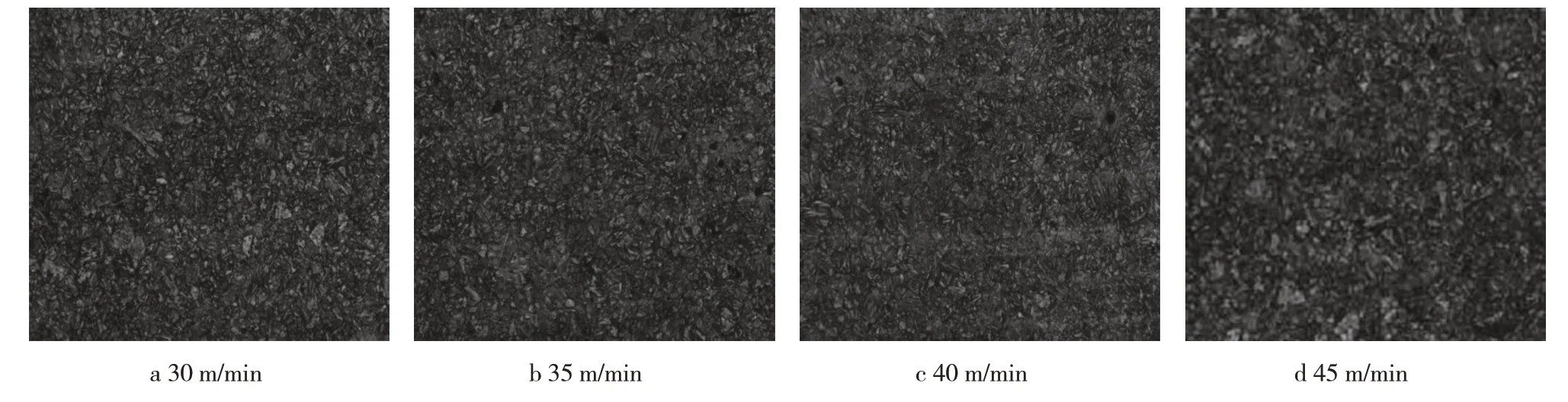
图3 离线淬火速度对显微组织的影响 400×
4 结 论
4.1 通过炼钢过程洁净钢控制技术的不断优化,在确保钢水中[P]含量控制要求的情况下,降低钢中[O]含量,降低钢水中氧化物总量;适当延长RH工序真空处理时间和纯脱气时间,保证钢中气体含量和夹杂物含量降至合理水平;连铸机稳态浇铸,实现连铸机铸坯低倍C 类中心偏析为1.0 级,中心疏松0.5级,无中间裂纹、角部裂纹、针孔气泡、三角区裂纹、夹杂等缺陷。
4.2 以10 mm 厚贝斯钢板为研究对象,淬火初始温度均设定为910~920 ℃,按表5 水流量进行淬火,对辊速为30、35、40、45 m/min 淬火钢板取样做金相对比,发现在45 m/min 淬火速度下,钢板的淬火效果最好,对应钢板的平均表面硬度在390~408 HBW,平均为401 HBW。