低合金高强钢HC340LA冷轧钢带的研制与开发
2021-05-17赵丽明亓海燕侯元新亓增艳
赵丽明,亓海燕,何 敏,侯元新,亓增艳
(山东泰山钢铁集团有限公司,山东 济南271100)
1 前 言
近年来,国内外大型钢铁企业都在加大汽车用钢的研制与开发力度,适应现代汽车工业减重、节能、安全的发展需求。汽车结构件用冷轧低合金高强度结构钢HC340LA 是在低碳钢中添加少量的Nb、Ti 等合金元素,使其与碳、氮等合金元素形成碳化物提高钢的强度,该钢种具有优良的成形性、碰撞能量吸收能力、疲劳耐久性以及优良的焊接性能等,其冷轧钢带的用途广泛,主要应用于汽车的A 柱上部加强件、内侧B 柱、车门槛加长件、左右纵梁外板和底盘座椅部件等领域,发展前景非常广阔[1]。
为满足汽车原材料市场的需求,提高企业市场竞争力,山东泰山钢铁集团对汽车用冷轧低合金高强钢HC340LA 进行了研制与开发,产品实物质量良好,生产工艺成熟稳定,已具备批量稳定生产供货能力。
2 生产工艺控制
2.1 化学成分
HC340LA 的化学成分设计是在C、Mn 钢的基础上,通过添加Nb元素进行微合金化处理,采用晶粒细化、沉淀强化等复合强化机制保证钢的强度,其冶炼化学成分如表1所示。
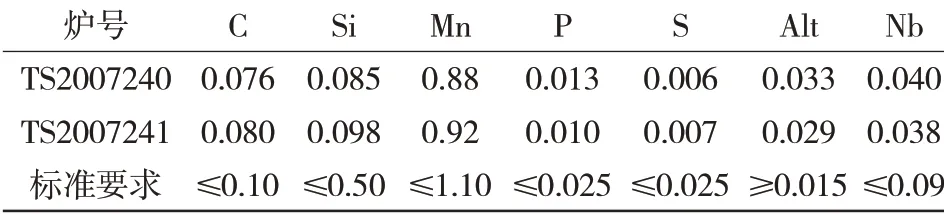
表1 化学成分检测结果 %
2.2 冶炼、连铸工艺控制
1)提高钢水纯净度。采取分阶段控制吹氩强度,促进夹杂物碰撞、积聚、长大及上浮;通过延长吹氩时间,促进尺寸微小夹杂物上浮至钢-渣界面,被炉渣捕捉去除;渣洗及顶渣改质工艺等,提高夹杂物的去除率,进一步提高钢水的纯净度。
2)全程保护浇注:大包长水口周围裸露直径≯30 cm无钢花翻出,结晶器液面轻微冒泡为宜,实现黑渣操作,正常浇注中包液面控制在(800~900)mm,二冷水采用缓冷控制。
3)LF 精炼进行钙处理,中间包钢水温度1 535~1 550 ℃,全程氩封保护浇铸,恒拉速控制。
2.3 热轧工艺设计及控制
连铸板坯在凝固后采取高温热装入炉进行热轧轧制,此时,微合金元素铌在奥氏体中的溶解量相对较高,热轧轧后铌元素以碳氮化物的形式在铁素体中析出,充分发挥其沉淀强化的作用[2]。
为了提高钢带强度及韧性指标,提高强塑积,热轧工艺采取适当的低温卷取,充分发挥细晶强化作用机制。主要控制参数见表2,热轧板力学性能见表3。

表2 轧制温度 ℃
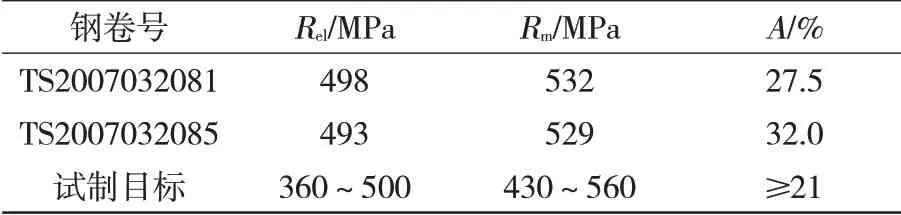
表3 热轧HC340LA力学性能
2.4 冷轧工序
2.4 .1 冷轧轧制
由于HC340LA 钢种含碳量、硬度高,为避免在轧制过程中出现跑偏、断带、勒辊等事故,减少轧制道次,保证产品板形及表面质量,提高生产效率,采取了一系列的工艺制度:
1)对乳化液净油泵的叶轮进行改造,叶轮的材质由铸钢调整为不锈钢,叶轮的叶片由4片增加到5 片,使乳化液的压力由0.5 MPa 提高到0.6 MPa 以上,以提高轧制工艺润滑效果。
2)采用工艺润滑良好的301轧制油进行轧制,乳化液的皂化值控制在150 mgKOH/g以上,浓度控制在2.0%以上。
3)对轧制工艺进行优化,采用Φ280~295 mm的小辊径工作辊进行轧制,以降低轧制力;前3 道次的压下率控制在60%~70%,起步时的采取高弯辊力165 kN,成品道次采用大张力70 kN,防止出现钢带跑偏及勒辊事故的发生。
2.4 .2 冷轧退火试验
为制定最优的HC340LA 退火工艺,使产品满足用户需求,对冷硬钢带取样并进行实验室退火工艺模拟[3]:在610~680 ℃,每隔10 ℃设置一个温度段,试样随炉升温,保温2 h,随炉冷却至380 ℃后空冷至室温。试验样品的力学性能检测、晶粒度检测结果见表4。

表4 冷硬板热处理结果
根据热处理试验结果、结合冷轧部罩式退火炉实际状况确定退火工艺:保温温度650 ℃,保温时间12 h。
2.4 .3 罩式退火工艺
罩式退火时,在420 ℃设置2 h的保温平台,温度<420 ℃时全速升温;温度>420 ℃后升温速率按照35 ℃/h 控制。升至650 ℃时保温,保温时间12 h,保温结束后闷罩2 h,过程中温度波动控制在5 ℃范围之内。
2.4 .4 平整工艺
采用粗糙度为1.5~1.8 um 的毛化工作辊,生产时根据来料厚度调整平整压力,保证成品厚度偏差控制在-0.02~0 mm,平整轧制力控制在1 700~2 000 kN,保证了产品的物理性能和厚度精度。
3 冷轧成品实物质量
冷轧成品力学性能均符合标准要求,见表5。

表5 HC340LA冷轧板力学性能
经金相检测,热轧板非金属夹杂物以D 类为主,为1.0~1.5 级,存在少量B 类非金属夹杂物0.5级;组织为铁素体+珠光体,晶粒度为12.0~12.5级。冷轧板组织为铁素体+碳化物,晶粒度为10.5~11.5级。金相组织如图3所示。
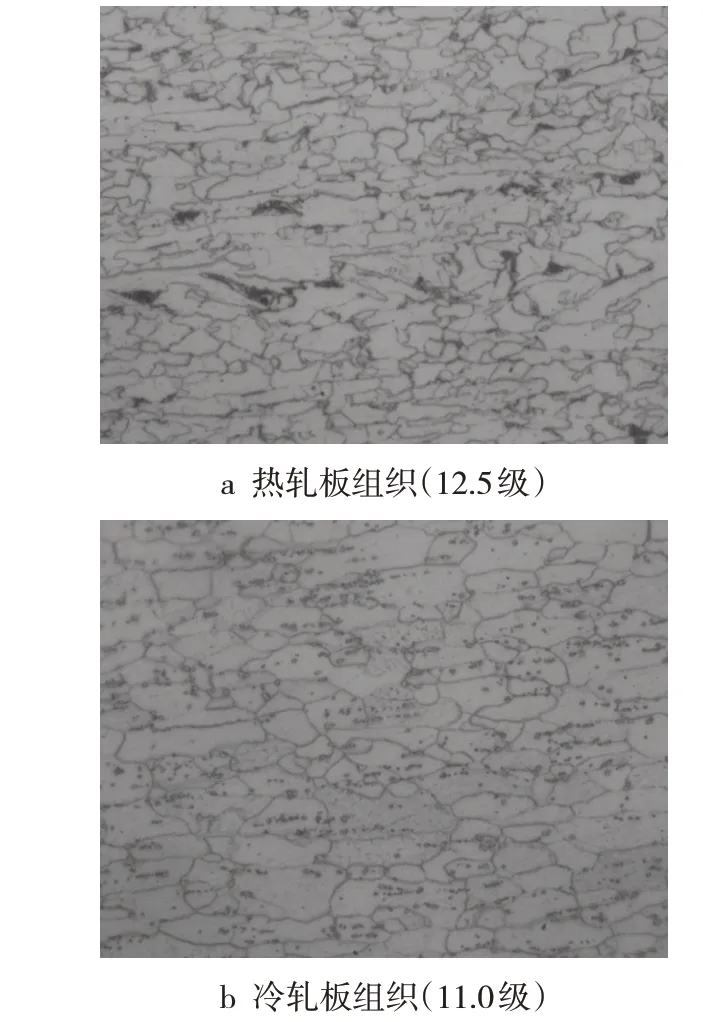
图3 HC340LA金相组织1 000×
外观质量。汽车结构件用低合金高强度结构钢HC340LA 冷轧钢带厚度0.70~1.20 mm,宽度规格710~860 mm,冷轧成品厚度精度高,厚度偏差为-0.02~0 mm;板形平直,不平度≤2 mm;表面光洁,无粘结、条纹、色差、黑斑、麻点、油污等缺陷,达到了汽车结构件用低合金高强度结构钢HC340LA冷轧钢带的质量要求。
4 结 语
通过合金体系设计、实验室试验模拟,以及生产过程控制,获得高强度、高塑性的汽车用低合金高强钢HC340LA 冷轧钢带,产品各项力学性能指标、表面质量指标均达到用户要求。该产品质量稳定,各项性能达到标准要求,满足了汽车的加强件、结构件等领域的使用要求,用户使用后反馈钢带的质量稳定、成形性好,可以很好地满足汽车生产的需求,得到了用户的认可,促进了企业冷轧产品的结构调整。
