固溶处理温度对2507 不锈钢焊接接头组织与性能的影响
2021-05-17冯玉兰吴志生李亚杰王瑞森
冯玉兰, 吴志生, 李 岩, 李亚杰, 王瑞森
(1. 太原科技大学 材料科学与工程学院, 太原030024;2. 中钢不锈钢管业科技有限公司, 山西 晋中030600)
0 前 言
近年来, 石化行业为解决Cl-腐蚀问题, 超级双相不锈钢被广泛研究及应用。 2507 超级双相不锈钢由奥氏体和铁素体两相组成, 奥氏体含量约占40%~60%, 使其兼具奥氏体不锈钢良好的力学性能和铁素体不锈钢良好的耐腐蚀性。 与具有典型代表的2205 双相不锈钢相比, 2507 是一种节镍型超级双相不锈钢, 在2205 的基础上增加了Cr、 Mo、 Ni 含量, 同时添加了少量的Cu元素, 使得2507 超级双相不锈钢具有优异的力学和耐腐蚀性能[1-4]。 2507 超级双相不锈钢焊接后, 接头存在组织不均匀的问题, 为满足特定环境下的使用要求, 在实际生产中需要通过增加焊后热处理工艺来改善焊缝的组织以提高其使用性能。
本研究以2507 超级双相不锈钢为研究对象,分析焊后热处理工艺对焊缝组织与性能的影响,通过试验得出较合理的热处理工艺, 为今后2507 超级双相不锈钢焊管的生产工艺制定提供技术支持。
1 试验材料及方法
1.1 试验材料
试验材料采用山西太钢不锈钢股份有限公司生产的2507 超级双相不锈钢热轧钢板, 其化学成分及力学性能见表1 和表2。

表1 2507 超级双相不锈钢化学成分 %
表2 2507 超级双相不锈钢的力学性能
1.2 焊接工艺及材料
将2507 超级双相热轧不锈钢板加工成尺寸为450 mm×150 mm×14 mm 的焊接试板, 焊缝采用Y 形坡口, 如图1 (a) 所示, 钝边尺寸4 mm, 单边坡口角度为37.5°。 焊接采用等离子焊 (PAW) 打底+钨极氩弧焊 (GTAW)多层多道填充盖面焊接, 填充焊丝采用Φ1.2 mm实芯焊丝ER2594, 其化学成分见表3, 焊接道次分布如图1 (b) 所示。
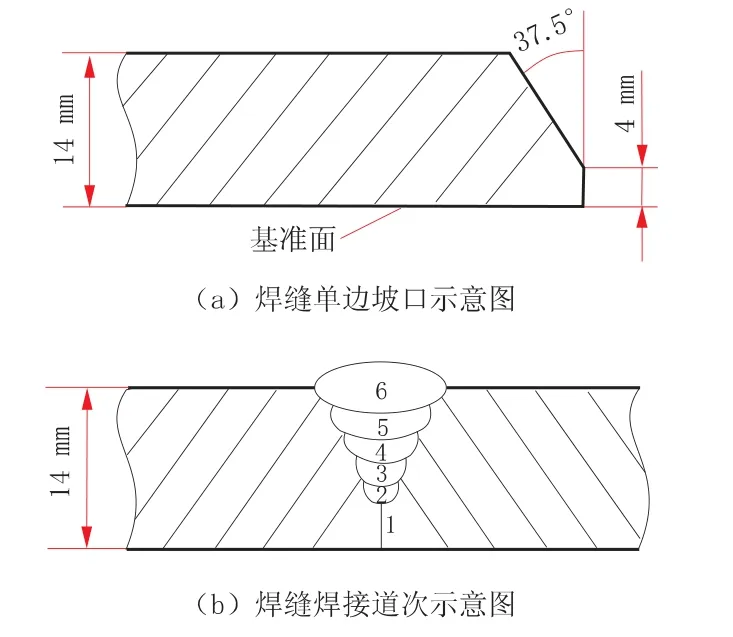
图1 2507 不锈钢焊接坡口及焊接顺序示意图

表3 ER2594 实芯焊丝化学成分 %
焊接试验在边梁双枪P+T 纵环缝焊接系统TETRIX 522D-P、 ETRIX 521 TIG 上完成, 电源为AC/DC 1000, 焊接位置为平焊。 焊接工艺参数见表4。 试板焊接完成后, 进行目视及X 射线实时成像检测。 检测结果表明, 焊缝无缺陷, 质量满足Ⅰ级标准。

表4 2507 不锈钢试板焊接工艺参数
2 固溶热处理及性能测试
焊接后对试板进行固溶处理, 固溶处理温度分别为1 050 ℃和1 100 ℃, 保温15 min 后快速水冷。 经固溶处理后, 试板分别按GB/T 228.1[5]和GB/T 232[6]加工成拉伸和弯曲试样。 拉伸性能测试在钢研纳克检测技术有限公司生产的GNT300电子拉伸试验机上完成, 加载速率5 mm/min。 弯曲试验的弯轴直径为40 mm, 弯曲角度180°。
3 试验结果及分析
3.1 力学性能
表5 给出了2507 不锈钢板焊接接头拉伸试验结果, 图2 为拉伸断裂试样宏观照片。 经1 050 ℃固溶处理后, 拉伸断裂出现在焊缝金属熔合线处(图2 (a)), 延伸率几乎为零, 其断裂应力也较低, RP0.2测试结果为0。 而经1 100 ℃固溶处理后, 拉伸断裂在母材, 其屈服强度、 抗拉强度及延伸率均满足GB/T 3527 要求 (RP0.2≥550 MPa,Rm≥795 MPa, A≥15%)。
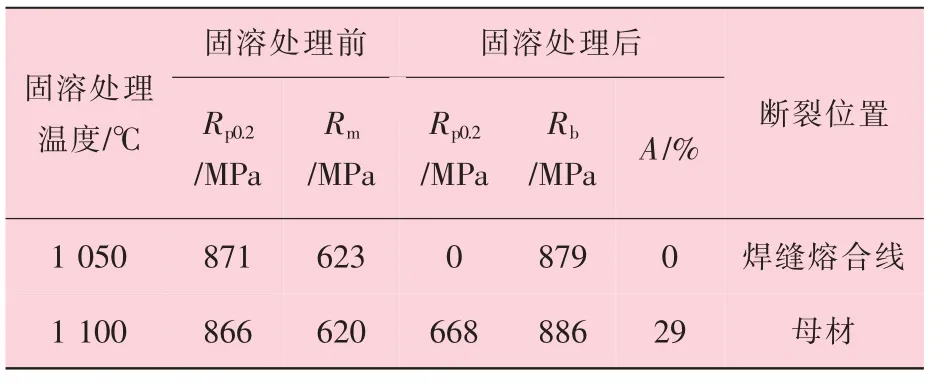
表5 2507 不锈钢板焊缝拉伸试验结果
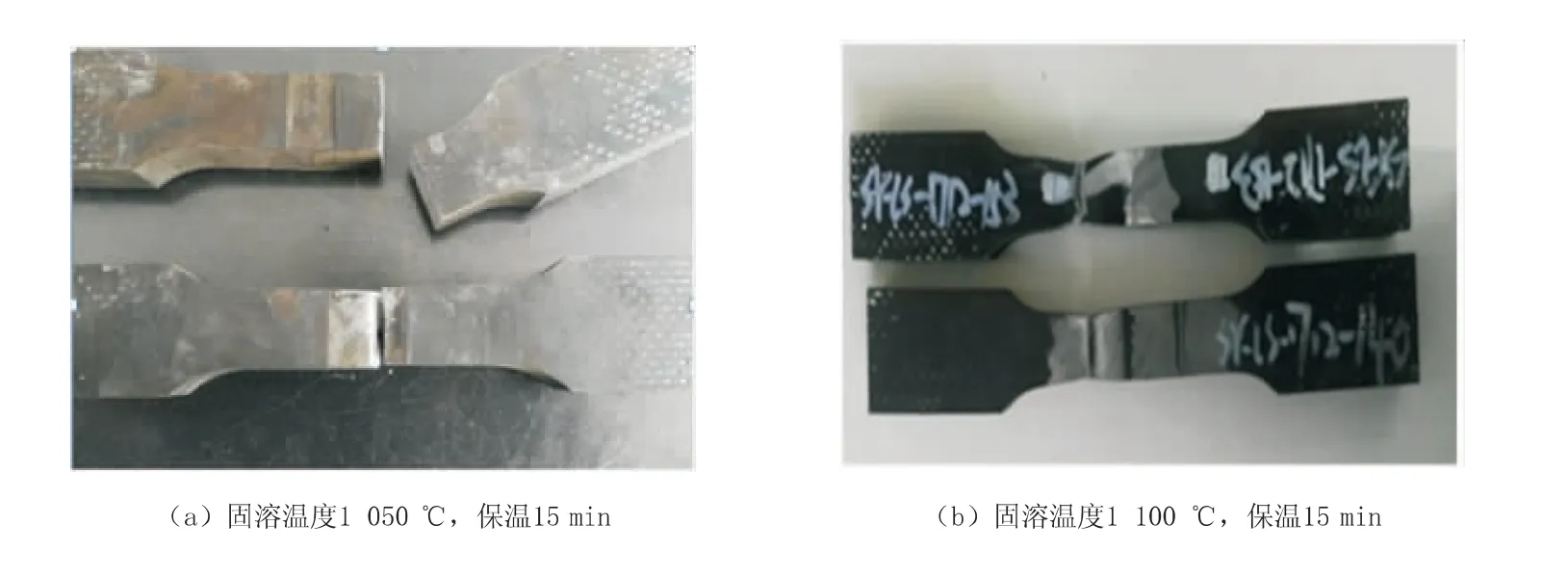
图2 不同固溶处理工艺下的2507 不锈钢焊接接头拉伸试样宏观照片
对比图2 不同固溶处理的试样外表颜色可知, 图2 (a) 试样热处理温度及保温时间不够充分, 颜色较浅, 与原热轧板材颜色接近, 几乎无氧化皮生成; 图2 (b) 试样颜色为正常热处理表面颜色。 且由表5 试验结果可知, 图2 (b)试样屈服强度、 抗拉强度及延伸率均满足要求,而图2 (a) 试样无延伸即断裂, 表明韧性差。
图3 给出了弯曲试验后试样的宏观照片。 当固溶温度为1 050 ℃时, 弯曲试验几乎没有变形就发生断裂, 断裂沿熔合线金属边缘断裂。 相反, 当固溶温度为1 100 ℃时, 经180°弯曲变形后, 试样内、 外表面均无裂纹出现, 表现出良好的塑性。
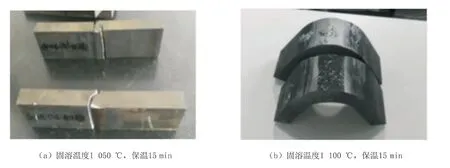
图3 不同固溶处理工艺下的2507 不锈钢焊接接头弯曲试样宏观照片
3.2 焊接接头显微组织分析
图4 为2507 焊接接头显微组织。 图4 (a) 为固溶温度在1 050 ℃时的焊接接头熔合区、 热影响区及母材显微组织, 观察可知, 熔合区组织特征明显, 说明固溶处理不到位, 未使焊接接头组织均匀化。 母材区组织由奥氏体和铁素体组成, 奥氏体整体呈带状分布在铁素体基体上, 两相组织均匀一致, 约各占50%; 热影响区组织除奥氏体与铁素体外, 局部区域沿奥氏体晶界有σ 相存在(图4 (a) 右上角部位), 热处理未能使σ 相完全消失; 熔合区半熔化半凝固态组织虽由奥氏体和铁素体组成, 但两相组织不均匀, 且在晶界处有σ 相析出, 因此其塑韧性较差。 图4 (b) 为固溶处理温度在1 050 ℃时的焊缝组织, 可明显观察到粗大的铁素体与片层状的奥氏体, 因此其塑韧性较差。 综合图4 (a) 与图4 (b) 可知, 焊接接头的热影响区及焊缝塑韧性较差, 是拉伸试验试样断裂在热影响区的主要原因。 图4 (c) 为1 100 ℃固溶处理焊缝显微组织, 奥氏体呈条块状分布于铁素体基体内, 焊缝中奥氏体的占比增大且组织均匀一致, 因此其塑韧性较好。 图4 (c) 组织得到改善的原因是固溶温度的升高加快了铁素体向奥氏体的转变, 使焊缝在焊后冷却时来不及析出的奥氏体在焊后固溶处理过程中转变析出, 且使焊缝组织均匀化, 两相中铁素体含量约占40%,因此其在拉伸试验过程表现出良好的塑韧性[7-10]。
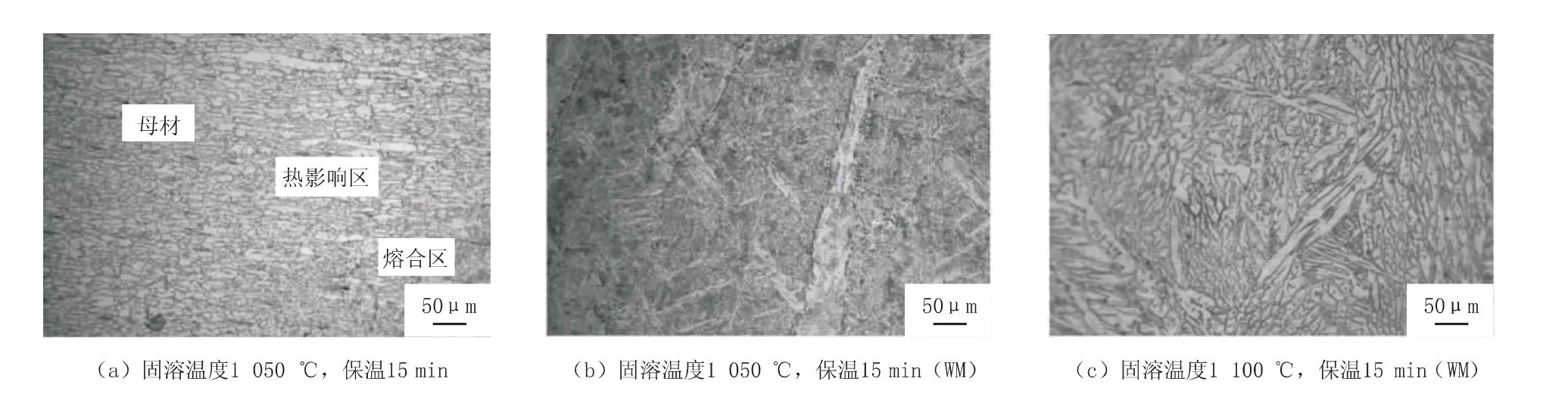
图4 不同固溶处理工艺下的2507 不锈钢焊接接头显微组织
3.3 热影响区显微组织
为进一步分析焊接接头显微组织与力学性能间的关系, 本研究再次对不同固溶处理工艺下的热影响区组织进行了对比分析。 图5 (a)为1 050 ℃固溶处理后焊接接头热影响区显微组织, 可以看出岛状的奥氏体分布在铁素体基体上, 热轧带状组织明显, 第三相沿着奥氏体晶界呈连续网状分布, 造成其脆性增加; 图5 (b)为1 100 ℃固溶处理后焊接接头热影响区显微组织, 可以看出奥氏体分布在铁素体基体上, 奥氏体与铁素体两相比例均匀, 这是由于焊缝熔敷金属和母材中N 元素含量都较高, 在焊缝及热影响区, N 元素提高了δ 相向γ 相的相变温度而使得晶粒粗化的时间缩短[2], 从而阻止了铁素体的晶粒粗化, 使热影响区获得晶粒较细小的微观组织。 另外, 1 100 ℃固溶处理温度下, 明显消除了一部分σ 相, 1 050 ℃不能完全消除σ 相, 在拉伸过程试样发生塑性变形时, 硬脆σ 相存在于奥氏体与铁素体晶界处, 阻碍晶界处的位错运动, 因此在晶界处产生位错塞积, 位错聚集在σ相周围产生应力集中, 从而使焊接接头在拉伸试验过程中表现出较差的塑韧性[11-12]。
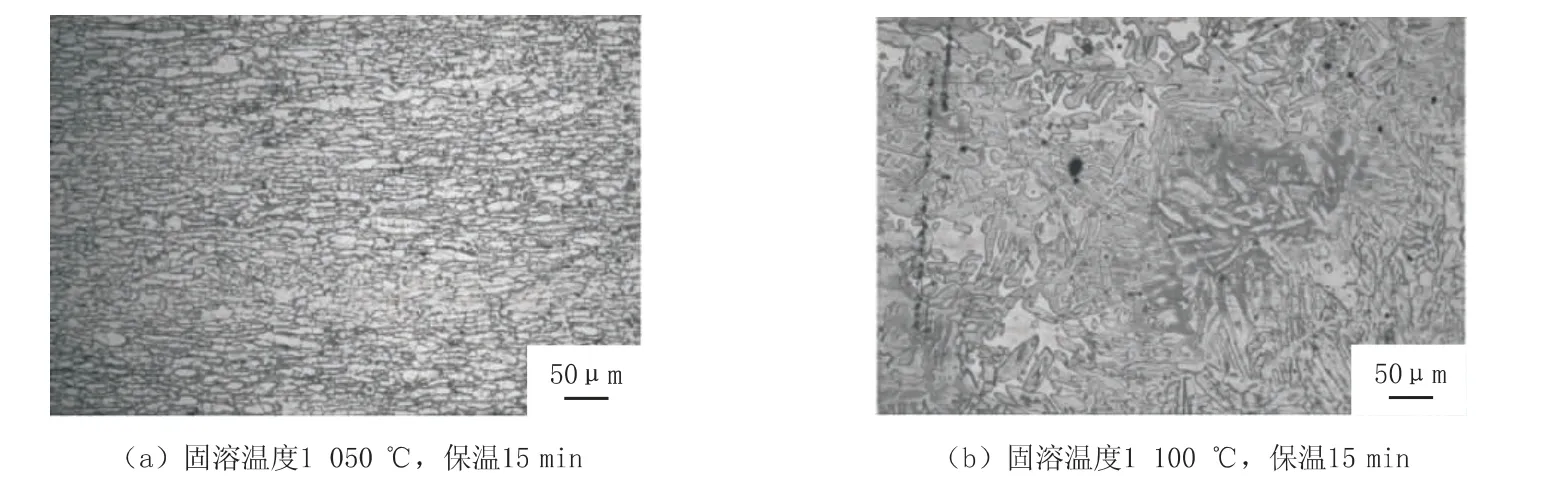
图5 不同固溶处理工艺下的2507 不锈钢焊接热影响区显微组织
4 结 论
(1) 等离子焊打底、 钨极氩弧焊多层焊接可实现2507 超级双相不锈钢焊接, 且接头无缺陷。
(2) 1 050 ℃固溶处理, 保温时间15 min, 未能完全消除焊接接头熔合区及热影响区奥氏体晶界处的σ 相且奥氏体与铁素体分布不均匀是2507焊接接头力学性能较差的主要原因。
(3) 1 100 ℃固溶处理、 保温时间15 min,完全消除焊接接头区域σ 相, 焊缝组织较均匀,两相中铁素体含量约占40%, 表现出良好的力学性能, 此工艺可以作为2507 超级双相不锈钢焊后固溶处理工艺。
