矿物掺合料与化学外加剂对3D打印砂浆性能的影响
2021-05-15杨钱荣赵宗志肖建庄
杨钱荣, 赵宗志, 肖建庄, 李 晶
(1.同济大学 材料科学与工程学院, 上海 201804; 2.同济大学 土木工程学院, 上海 200092; 3.同济大学 机械与能源工程学院, 上海 201804)
3D打印技术是快速成型领域内的一项新型技术.其以数字模型文件为基础,以粉末状金属或塑料等黏结性材料通过逐层打印的方式来构造物体[1].3D打印建筑技术是将3D打印应用于建筑施工的技术,与传统施工建造方式相比,其建造速度更快、施工效率更高,并且可减少劳动力和材料损耗,降低建造成本[2-3].与普通3D打印技术不同,3D打印建筑技术所用的打印机尺寸更大,根据3D打印逐层堆积成型原理,可直接打印生成建筑物或建筑构件[4].3D打印材料是3D打印建筑的核心技术之一,未来3D打印建筑技术的发展和突破必定以打印材料的技术突破为基础[5].由于打印机输送管道及打印喷头尺寸的限制,目前适用的打印材料一般为水泥净浆或砂浆.由于3D材料在整个3D打印建造过程中历经搅拌、泵送、挤出和堆积成型等过程,因此其须具备良好的泵送性、挤出性、可建造性、与打印速度相适应的硬化速率,以及较高的硬化强度[6-7].
与普通大流动性泵送混凝土不同的是,虽然3D打印材料几乎没有任何坍落度,但仍具有一定的可泵性、较快的凝结时间和较高的早期强度[8].3D打印材料的配合比应能满足3D打印对新拌及硬化浆体的性能要求.矿物掺合料与化学外加剂是制备3D打印建筑材料的重要组分[9-10],研究其对3D打印建筑材料性能的影响,对提高3D打印建筑材料的性能具有实际意义.
鉴于此,本文主要研究了几种常见的矿物掺合料与化学外加剂对3D打印砂浆(以下简称打印砂浆)流变性能、凝结时间和打印性能的影响,以期为3D打印建筑材料的开发和性能评价,以及3D打印建筑技术的发展提供理论依据和技术参考.
1 试验
1.1 原材料
水泥:P·Ⅱ 52.5硅酸盐水泥.矿粉:S105矿粉,需水量比(质量分数,文中涉及的需水量比、水胶比等均为质量分数或质量比)为96%,28d活性指数为107%.硅灰:平均粒径为0.15~0.20μm,比表面积为15000~20000m2/kg,需水量比为116%,28d活性指数为106%.减水剂:聚羧酸系减水剂.缓凝剂:工业级柠檬酸,含量为99%.石膏:市售建筑脱硫石膏,SO3含量为42.2%.乳胶粉(FX):由醋酸乙烯酯/乙烯共聚得到的可再分散乳胶粉.保塑剂(HM):自制,主要成分为纤维素醚.塑化剂(KH):自制,主要成分为淀粉醚.砂:石英砂,粒径为0.15~0.25mm,含泥量小于0.2%.拌和水:洁净自来水.
1.2 试验方法
1.2.1打印性能测试方法
打印砂浆的打印性能以挤出性和堆积性能表征.挤出性测试方法参照文献[11],并在前期试验工作的基础上做相应改进:测试前先将搅拌泵及输料管道通水润湿2~3min,待水完全排尽后,再将搅拌好的打印砂浆装入3D打印机(见图1)的搅拌斗中,启动搅拌泵,泵送输料速率调至8L/h,待打印砂浆经输料管道从打印喷头均匀、连续挤出后,用秒表记时90s,称量此过程打印砂浆从泵送管道(输料管内径为18mm、管长为800mm)挤出的打印材料质量m(g),精确至1g,以此表征打印砂浆的挤出性.

图1 3D打印机外观Fig.1 Appearance of 3D printing machine
堆积性能是衡量打印砂浆可建造性的重要指标,通过有效打印高度表征.有效打印高度越高,打印砂浆的堆积性能就越好.打印砂浆堆积性能测试方法参照文献[12],并在前期试验工作基础上做进一步改进:打印机搅拌泵通水润湿后,将搅拌好的打印材料装入搅拌泵,开启搅拌泵,待打印材料经过输料管道从打印喷头均匀、连续挤出后,启动打印机,载入堆积性能测试程序.打印机执行打印命令,开始打印第1层时,打印喷头距打印平台高度为h0(mm),待打印出长为200mm的直线条后,打印喷头提升h(mm);然后打印第2层,待打印出长为200mm的直线条后,打印喷头再次提升h;如此反复,直至最终堆积的试件(见图2)坍塌为止;记录最终坍塌时试件的打印层数n,然后,重新开始打印,打印层数达到n-2层即可,在完成n-2层打印后,判定打印试件的有效打印高度.有效打印高度的判定方法如下:先测量打印试件的最低高度h1和最高高度h2,取两者算术平均值作为实际打印高度hS,即hS=(h1+h2)/2;并将hS与理论打印高度hL进行对比,其中hL的计算公式如下:hL=h0+h(n-3).若│hL-hS│/hL的值小于或等于15%,则hS有效,否则该打印高度无效,即hS为0.试验重复3次以上,以3次有效的hS平均值作为打印砂浆的有效打印高度,精确至1mm.

图2 打印高度测试Fig.2 Printing height test
1.2.2流变性能和凝结时间测试方法
打印砂浆表观黏度和屈服应力通过RVDV-2数字式旋转黏度计测定.打印砂浆凝结时间根据JGJ/T 70—2009《建筑砂浆基本性能试验方法标准》测定.
1.3 配合比
打印砂浆的配合比基于文献[13],并在此基础上加以调整.打印砂浆配合比如表1所示.表中A-1组为未掺矿物掺合料的初始配合比,化学外加剂掺量以其占胶凝材料体系的质量百分比计,水胶比为0.4,骨胶比为1.5.

表1 打印砂浆配合比
2 结果与分析
2.1 矿物掺合料的影响
矿物掺合料对打印砂浆流变性能、凝结时间和打印性能的影响如图3~5所示.由图3可见:未掺矿物掺合料的打印砂浆A-1,其表观黏度和屈服应力较大;矿粉取代10%水泥后,打印砂浆A-2的表观黏度、屈服应力和触变性均明显降低.这是因为,一方面,矿粉的活性比水泥低,矿粉部分取代水泥后,延缓了砂浆的凝结硬化速率(见图4),打印砂浆A-1的初、终凝时间分别为26、35min,而掺入10%的矿粉后,打印砂浆的初、终凝时间延长,分别为41、57min(见图4);另一方面,矿粉的掺入改善了胶凝材料的颗粒级配,降低了浆体颗粒间的摩擦力,因而改善了砂浆的流变性能[14].由图3还可见,在掺入10%矿粉的基础上复掺5%硅灰,取代部分水泥后,打印砂浆A-3的表观黏度、屈服应力和触变性均有所增大.这是因为硅灰的颗粒粒径较小,比表面积较大,掺入后增大了砂浆的黏聚性;此外,由图4还可见,随着矿物掺合料取代量的增加,打印砂浆的初、终凝时间进一步延长.由图5可见:掺入矿物掺合料后砂浆的打印性能得到了显著改善,打印砂浆A-1虽可挤出,但由于其凝结硬化较快,可操作时间短,工作性能较差,无法形成有效堆积;掺入矿粉后,由于打印砂浆A-2的流变性能得到改善,其打印性能显著提高;在掺入矿粉的砂浆中复掺硅灰,打印砂浆A-3的表观黏度、屈服应力和触变性增大,黏聚性增强,因而其挤出性略有降低,但有效打印高度增加.

图3 矿物掺合料对3D 打印砂浆流变性能的影响Fig.3 Influence of mineral admixtures on rheological properties of 3D printing mortar
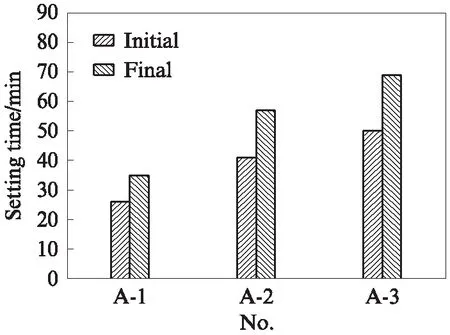
图4 矿物掺合料对3D打印砂浆凝结时间的影响Fig.4 Influence of mineral admixtures on the setting time of 3D printing mortar

图5 矿物掺合料对3D打印砂浆打印性能的影响Fig.5 Influence of mineral admixtures on the printability of 3D printing mortar
2.2 减水剂的影响
在A-3组配合比的基础上调整减水剂的掺量,来研究减水剂掺量对打印砂浆A-3、A-4和A-5流变性能、凝结时间和打印性能的影响,见图6~8.由图6~8可见:随着减水剂掺量的增加,打印砂浆的表观黏度、屈服应力和触变性均逐渐降低;打印砂浆的初、终凝时间逐渐延长;当减水剂掺量较低,为0.15%时,打印砂浆中还存在着部分减水剂未能破坏的絮凝体结构,导致打印砂浆干硬、黏聚性较差,无法满足打印要求;随着减水剂掺量的增加,减水剂的分散、润滑作用逐渐增强,打印砂浆中的絮凝体逐渐解体,被包裹住的拌和水逐渐释放出来[15],因而其流变性能得到改善,挤出性逐渐增大;当减水剂掺量为0.30%时,打印砂浆的有效打印高度最大;随着减水剂掺量的增加,由于打印砂浆的表观黏度、屈服应力和触变性进一步降低,即表现为打印砂浆流动性变大,打印砂浆变“稀”,堆积性能变差,有效打印高度显著降低.因此,根据本文试验结果,就打印砂浆而言,减水剂掺量控制在0.30%左右为宜.
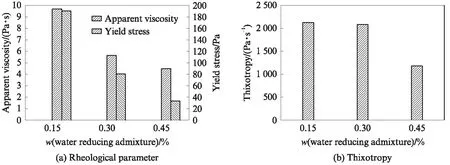
图6 减水剂掺量对3D打印砂浆流变性能的影响Fig.6 Influence of water reducing admixture dosage on rheological properties of 3D printing mortar

图7 减水剂掺量对3D打印砂浆凝结时间的影响Fig.7 Influence of water reducing admixture dosage onsetting time of 3D printing mortar

图8 减水剂掺量对3D打印砂浆打印性能的影响Fig.8 Influence of water reducing admixture dosage onprintability of 3D printing mortar
2.3 缓凝剂的影响
在A-3组配合比的基础上掺入缓凝剂,来研究缓凝剂掺量对打印砂浆A-3、A-6和A-7流变性能、凝结时间和打印性能的影响,见图9~11.由图9可见:随着缓凝剂掺量的增加,打印砂浆的表观黏度、屈服应力和触变性均呈先降后增趋势;当缓凝剂掺量为0.06%时,打印砂浆的表观黏度、屈服应力和触变性均明显降低,主要是由于缓凝剂延缓了水泥浆体的水化放热过程和水化产物的形成时间;当缓凝剂掺量增至0.12%时,打印砂浆的表观黏度、屈服应力和触变性有所增大,可能是缓凝剂掺量过高,具有一定的增黏性能.由图10可知,随着缓凝剂掺量的增加,打印砂浆的初、终凝时间逐渐延长,当缓凝剂掺量为0.12%时,打印砂浆的初、终凝时间增加较小,初、终凝时间间隔也有所减小.由图11可知,当缓凝剂掺量为0.06%时,由于打印砂浆表观黏度、屈服应力和触变性的降低,打印砂浆的挤出性提高,有效打印高度有所下降;当缓凝剂掺量增至0.12%时,由于打印砂浆表观黏度、屈服应力和触变性增大,其挤出性有所下降,但有效打印高度增加.综上所述,缓凝剂的掺入会降低打印砂浆的早期强度,而3D打印建造过程要求打印材料具有适宜的早期强度,以利于打印物体的结构稳定和后续打印过程的顺利进行,因而在确保打印砂浆具有良好的打印性能和适宜的可操作时间的前提下,本文缓凝剂掺量取为0.06%较为适宜.

图9 缓凝剂掺量对3D打印砂浆流变性能的影响Fig.9 Influence of retarder dosage on rheological properties of 3D printing mortar

图10 缓凝剂掺量对3D打印砂浆凝结时间的影响Fig.10 Influence of retarder dosage on setting time of 3D printing mortar

图11 缓凝剂掺量对3D打印砂浆打印性能的影响Fig.11 Influence of retarder dosage on printability of 3D printing mortar
2.4 石膏的影响
以A-3组为基础配比,掺加0.06%缓凝剂后,再改变石膏的掺量,来研究石膏掺量对打印砂浆A-6、A-8、A-9和A-10流变性能、凝结时间和打印性能的影响,见图12~14.由图12可见:随着石膏掺量的增加,打印砂浆的表观黏度、屈服应力和触变性均表现为先降后增趋势;当石膏掺量为3.0%时,砂浆的表观黏度、屈服应力和触变性最小,这是由于石膏可延缓水泥的水化过程,延长了打印砂浆的初、终凝时间(见图13);当石膏掺量为4.5%时,打印砂浆的表观黏度、屈服应力和触变性增大,这是由于石膏掺量过多,在用水量不变的情况下,打印砂浆的水灰比降低,初、终凝时间下降,砂浆的流变参数增大.由图14可以看出,石膏的掺量对打印砂浆的挤出性和有效打印高度的影响有所不同,随着石膏掺量的增加,砂浆的挤出性逐渐增加,当石膏掺量为4.5%时,由于砂浆流变参数增大,打印砂浆的挤出性略微有所减小;而砂浆的有效打印高度与之相反,随着石膏掺量的增加,砂浆的有效打印高度先降低,当石膏掺量为4.5%时,有效打印高度略有增加.综合考虑砂浆的打印性能与可操作时间,选取将石膏掺量选为3.0%,该打印砂浆具有较长的初、终凝时间,良好的流变性能,以及良好的挤出性和适宜的有效打印高度.

图12 石膏掺量对3D打印砂浆流变性能的影响Fig.12 Influence of gypsum dosage on rheological properties of 3D printing mortar

图13 石膏掺量对3D打印砂浆凝结时间的影响Fig.13 Influence of gypsum dosage on setting time of 3D printing mortar
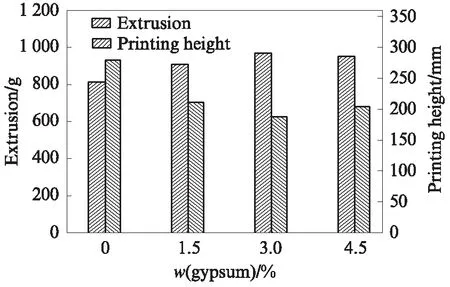
图14 石膏掺量对3D打印砂浆打印性能的影响Fig.14 Influence of gypsum dosage on printability of 3D printing mortar
3 结论
(1)未掺矿物掺合料的砂浆打印性能较差;掺入矿粉后改善了砂浆的流变性能,可显著提高其打印性能;复掺矿粉和硅灰后提高了砂浆的黏聚性,可进一步改善其打印性能.
(2)减水剂可降低打印砂浆的流变参数,但掺量过低(0.15%)或过高(0.45%)均不利于砂浆打印性能的改善.
(3)缓凝剂对打印砂浆流变性能和打印性能的影响与其掺量有关.当缓凝剂掺量为0.06%时,打印砂浆的表观黏度、屈服应力和触变性最小,挤出性最大,但有效打印高度降低.
(4)随着石膏掺量的增加,打印砂浆的表观黏度、屈服应力、触变性和有效打印高度均呈现出先降后增趋势,而打印砂浆的挤出性与之相反.
(5)复掺矿粉与硅灰后,当减水剂掺量为0.30%、缓凝剂掺量为0.06%、石膏掺量为3.00%时,打印砂浆具有合适的凝结时间、适宜的流变性能,以及较好的打印性能.
