煤化工厂污水处理的环保对策
2021-05-14梁彩霞
梁彩霞
(上海电气集团国控环球工程有限公司,山西 太原 030006)
引 言
随着我国经济建设的不断加快,提高了煤化工企业的发展速度,但煤化工厂在实际生产运营中产生大量的工业污水,此类污水中含有各类有毒有害化学物质。目前,对此类污水处理技术的应用仍是一大难点问题,存在污水处理效率低、成本高、适应性较差等问题。为了提升煤化工厂污水的处理效率,需要针对实际情况更新环保对策,减少对水环境的破坏,并对污水处理的难点予以解决。
1 案例分析
1.1 案例分析
某煤化工厂紧邻该区域的铁路以及高速公路,厂区内可生产6万t/a煤焦油和2.5万t/a碳黑,在运行过程中产生了大量污水,经检测污水中污染物主要有COD、油类物质、硫化物、挥发酚、氰化物等,由于煤化工厂产生的污水对环境影响较大,因此该行业对污水废水的处理提出了相应的环保要求,必须保障污水处理后的水质达到国家或地方规定的标准,并对部分污水处理后得到的中性水进行循环利用。该工厂新建一座处理规模为250 m3/h的污水处理厂,污水经处理达到《炼焦化学工业污染物排放标准》(GB16171-2012)标准后就近排入河流,大大减轻了对周边水环境的污染,同时该企业在实行污水治理后,各项指标均能达到当地环保验收标准。
1.2 污水特性分析
污水中常见的有毒有害物质较多,以上述煤化工厂为例,污水中主要污染因子包括有氨氮、COD等,其中COD值在4 000 mg/L~6 000 mg/L,氨氮浓度为200 mg/L左右。根据现阶段煤化工业的产业发展链条,其产生的污水类型有焦化污水、煤液化污水、煤气化污水等。不同类型的污水具有差异化的水质特征,具体如表1所示。焦化污水中剩余氨水的污染量较大,也是氨氮等污染物的主要来源;煤气化污水是在造气炉出口位置经过循环水冷却喷淋系统来降低煤气温度,并将其能够溶于水的有机杂质、水蒸气和焦油等进行冷凝,从而产生煤制气污水;煤液化污水一般包含有高浓度废水和低浓度废水,主要成分为含硫、含酚污水以及低浓度含油废水和生活污水等[1]。
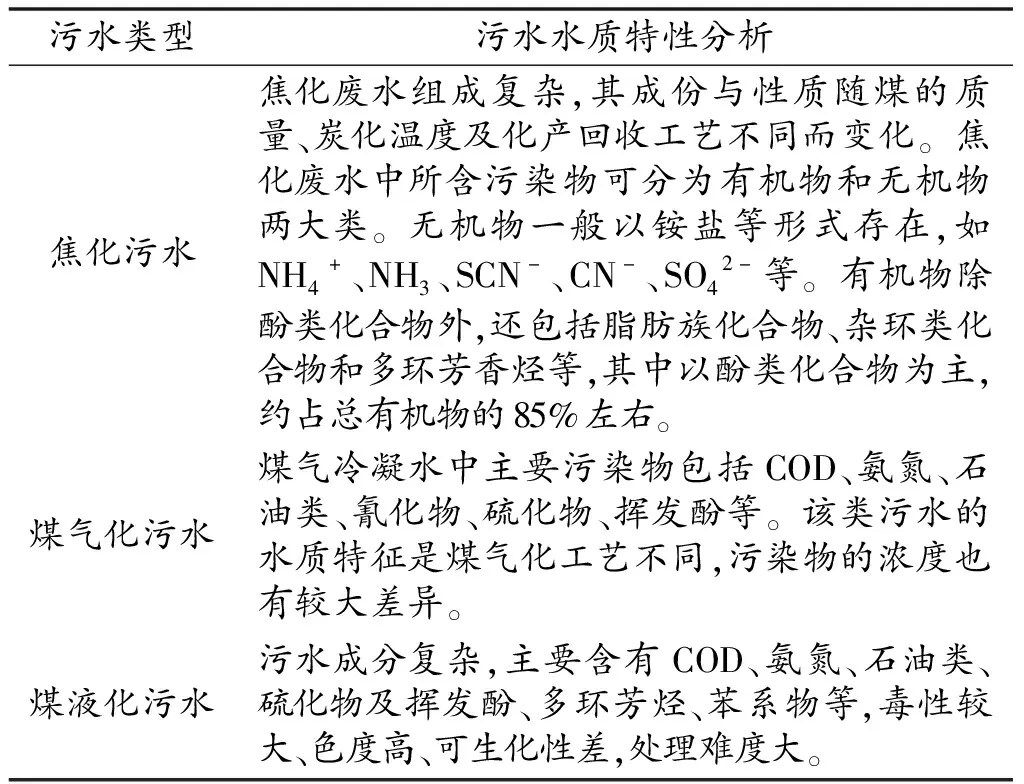
表1 污水水质特性分析
2 煤化工厂污水处理措施
2.1 污水处理工艺
针对煤化工厂污水特性,污水一般采用“预处理+生化处理+深度处理”工艺。厂区污水经管网收集后进入污水处理站,先对其进行除油预处理,去除废水中油类物质,为下段生化处理创造条件。生化处理主要是通过微生物的新陈代谢作用将废水中的有机物转化为二氧化碳、水、能量以及微生物自身的生命物质。深度处理采用膜浓缩工艺,通过过滤、反渗透进一步去除废水中悬浮物、有机物、余氯等杂质,污水实现达标排放或回用。
1)焦化污水处理措施。由于焦化污水是一种高浓度有机有毒废水,具有难以降解的特点,因此在该煤化工厂中,主要采用物化和生化处理工艺。即是采用厌氧-水解酸化-好氧处理措施、铁碳微电解催化氧化处理方法,针对高浓度有机废水进行有效的电化学处理,通过电池阴阳极的放电对有机物进行降解。
2)煤气化污水处理措施。对于除氨工艺可选择先进的单塔加压汽提侧线脱氨法,能够针对煤气化污水等同时脱除酸性气和游离氨以及固定氨等,促使污水净化后能够达到相关标准。同时可利用厌氧生化工艺,能够去除污水中含有的难降解有机物,通过厌氧处理,利用微生物将污染物分解为小分子有机物,能够有效实现降解去除。当前主要是用两级两相厌氧工艺,用于处理煤气化污水。
3)煤液化污水处理措施。通过在混凝沉淀池中就加入沉淀剂,促使污水中含有的胶体或者悬浮物能够实现聚沉,有效降低污水的色度和浑浊度,不过需要严格控制污水的PH值,不能过高或过低。另外可以采用高级氧化法,即是利用强强化性能的自由基,促使大分子有机物得到分解,形成毒性相对较小的小分子,不仅具有较好的降解处理效果,而且成本较低。
2.2 污水处理效果[3]
通过在煤化工厂污水处理中,对焦化污水进行处理时,可有效降低COD浓度,对COD和氨氮的去除率分别为99.2%以及98.25%,具有较好的应用效果。在处理煤气化污水时,利用单塔加压汽提侧线脱氨法具有不易结垢、净化后的煤气化污水能够达到后续生化处理的标准,可有效脱除酸性气体以及游离氨等,获得高浓度氨气;在对煤液化污水处理措施中,利用混凝沉淀法+高级氧化法的效果是对COD的去除率能够达到90%~92.5%,将其浓度降低至600mg/L以下。总体来说对煤化工污水的处理具有良好效果。
2.3 污水处理难点
在该煤化工厂污水处理过程中,虽然取得较好的效果,但同时也存在一些难点问题。比较常见的则是部分工艺的实施对生态环境会造成一定影响,尤其是对周边生物的生存环境产生干扰,急需采取有效的环境管理方法,降低影响程度。而且对煤化工污水进行处理的工作量大,耗费人工较多,而且还会出现资源浪费和成本高等难点。为保障煤化工污水处理的高效性、贯彻节能减排的时代要求,相关人员应当采取有效的环境管理办法,充分保障煤化工污水处理效果进一步得到提升。
3 煤化工厂环境管理办法
3.1 结合实际构建“以废治废”平台
上述化工厂在污水处理中将环保放在首要位置,结合实际情况构建“以废治废”平台,首先在测量前获取相关数据。循环水池和消防水池及原污水处理站内滞留水量,如表2所示。
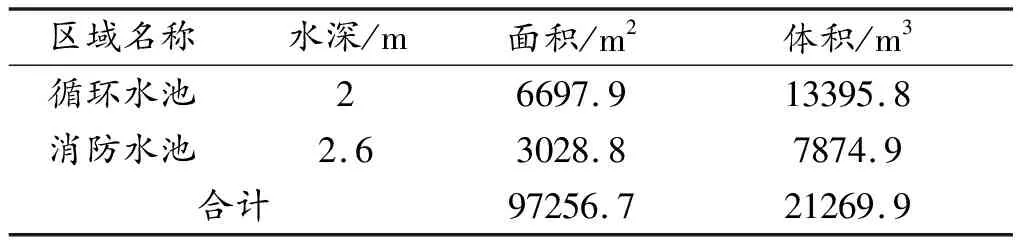
表2 循环水池和消防水池及原污水处理站内滞留水量
该化工厂为了更好地开展化工厂污水处理工作,建立了“以废治废”的平台,水质按照《炼焦化学工业污染物排放标准》(GB 16171-2012)标准执行,使化工厂之间可以通过这一平台实现信息互通交流,提高污水处理的有效性。经处理后,出水水质指标中COD质量浓度在5 mg/L~9 mg/L、氨氮在0 mg/L~1 mg/L、挥发酚在0.001 mg/L左右、氰化物浓度在0.1 mg/L~0.3 mg/L之间、硫化物浓度为0.001 mg/L~0.002 mg/L。同时,该化工厂针对氰化物这一常见物质,要求面积为6 697.9 m2的循环水池检测时水中的CN-含量<0.1 mg/L,避免在排放过程中导致鱼群死亡,以此平衡地区的生态环境,同时将化工厂内部污水治理工作细节上传到平台上,使其他化工厂可以参考借鉴处理方式,尽快将化工厂的一些副产品应用到污水处理中,改善化工厂原来的生化性能,发挥“以废治废”的根本作用。
3.2 高度重视清洁生产
在化工厂的生产过程中,清洁生产尤为重要,其不仅可以减少污水排放,且能够减少污水处理的工作量,为了尽快的实现目标,需要将清洁生产切实应用到实际生产过程中。例如,上述煤化工厂实际生产过程中,将一些可以利用的资源进行回收,将废酸应用到铁的微电解过程中,或将副产品小分子有机物应用到污水处理中,使得污水在处理后可以再一次应用于实际生产,改善污水处理的温度以及环境,不断地提高生化降解的速率[4]。
3.3 严格控制二氧化氯溶液浓度
煤化工厂的废水含酚,在排放之前必须加以处理。在实际中可以应用二氧化氯溶液进行废水沉淀,将COD浓度降低至30 mg/L,在此过程中需要控制二氧化氯溶液的浓度,具体为10 mg/L~15 mg/L,在二氧化氯溶液反应40 min之后,将化工污水中含有的酚物质基本去除,部分的酚类物质均被氧化,如存在未氧化的酚,可以继续提高二氧化氯溶液的浓度,以此将污水处理后排放,避免对生态环境造成污染。
3.4 实现污水循环利用
化工污水在处理后也能够实现循环利用,如该工程将处理后的污水应用到化工生产的其他方面中,并作为循环冷却系统的补充水,或将其作为脱盐水以及软化水。基于此,相关的化工厂必须强化污水回收利用的程度,注重对污水回收可利用技术的改进、创新和研发,将处理合格的工业污水变为可用水,提高化工厂的污水利用质量。
3.5 综合应用多种污水处理技术
当前我国加大了对污水处理新技术的研发,并建立技术交流及推广平台,针对企业中先进的污水处理设备降低引进成本,提高化工厂积极进行污水处理的主动性,为未来环保工作奠定基础。同时,在污水处理技术综合应用的过程中,要求将环保贯彻始终,以此实行全面的环保管理,从源头上降低工业污水中污染物含量,如针对清洁化生产,从可持续发展的角度开展污水控制与管理,选择节能减排的原材料、工艺,提倡发展企业循环经济,及时更新处理设备和相关技术,发挥现代化污水处理技术的作用。
4 结论
当前化工厂污水处理技术问题已经成为限制其生产发展的主要因素,因此需要将各类污水处理技术灵活应用,尽可能降低污水处理的成本,采取有效的环境管理办法,保证处理工作能够顺利开展。