子午线航空轮胎带束条挤出工艺技术研究
2021-05-12王超群吴洪全齐立平常爱修李德功
王超群,吴洪全,齐立平,常爱修,李德功
(青岛双星轮胎工业有限公司,山东 青岛 266400)
在飞机起飞和降落的过程中,航空轮胎必须能够经受住强大离心力和巨大冲击力。斜交航空轮胎使用多层覆胶帘子布组成的胎体带束层,是轮胎的受力骨架层,其结构和重量优化难度较大。为减轻轮胎重量,子午线航空轮胎优化了产品结构:除了使用3~6层覆胶帘线外,还要采用缠绕带束条的方法形成胎体带束层。
采用压延法生产的胎体帘布,经过分裁形成的带束条存在的主要问题是:在分裁过程中,一定宽度的带束条两侧边部覆胶被切刀裁掉,帘线裸露。此露线带束条若用于缠绕航空轮胎带束层,因帘线之间覆胶量减少,经硫化后易形成无数微小气泡,对航空轮胎高速性能造成致命的质量安全隐患。
为提高子午线航空轮胎成型质量,我公司开发了一种挤出法生产的带束条,经缠绕形成的环形网状带束层结构,在轮胎结构受力中发挥重要作用,满足子午线航空轮胎苛刻的使用性能需求。
1 带束条挤出法概述
子午线航空轮胎使用尼龙/芳纶复合帘线作带束层骨架材料,带束条由7~8根尼龙/芳纶复合帘线经整齐排列,挤出法生产获得,宽度10~12 mm,如图1所示,利用航空轮胎专用成套缠绕装置单条多圈“S”形缠绕获得带束层环形网状结构。
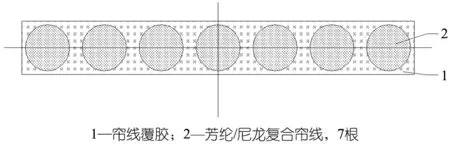
图1 带束条截面图
尼龙/芳纶复合帘线的经线由2根对位芳纶初捻丝与1根尼龙66复捻丝混捻而成,由于采用了不同材料,后者的线密度大于前者线密度,使不同材料的性能得到互补,提高了航空轮胎高速、耐冲击性能。本尼龙/芳纶复合帘线表面摩擦系数大,黏合性能突出,可实现与多种橡胶的良好黏合;断裂伸长率高,特别适合作为航空轮胎的骨架材料。由于采用了价格低的尼龙66为原料,大幅度降低了航空轮胎的制造成本。
尼龙/芳纶复合帘线是一种耐疲劳性能优异并可以改善渗胶性能的芳纶复合帘线,采用较小的单丝和帘线直径,可以保证在相同覆胶厚度的前提下,使带束条挤出厚度更薄、胶料用量更省,满足轮胎轻量化要求,并且可以降低滚动阻力,获得较高的轮胎安全强度性能。
挤出法获得带束条的工艺流程如图2所示。
2 挤出法生产带束条技术特点
2.1 技术优势
传统的航空轮胎胎体带束层成型方法是将一定角度的全宽度的帘布沿轮胎周向包裹到胎体层上,每块带束层之间形成搭接,搭接接头控制不到位会影响到轮胎的静平衡差度。新型带束层成型方法是将挤出法生产的带束条沿轮胎周向并与轮胎中心线呈一定角度螺旋缠绕到胎体层上,缠绕式无接头带束条组成整个环形网状结构带束层,安全强度显著提升,满足航空轮胎高速、耐冲击、耐负荷、平衡性的使用性能。
新型挤出法生产的带束条比较压延法分裁而成的带束条,经缠绕所制成的航空轮胎,经帘布层间黏着强度等相关物理性能测试,带束层之间以及与其他胶部件结合更加紧密。经激光无损检测,没发现任何微小气泡,从而解决缠绕带束层密实性不足、高速行驶条件下航空轮胎肩部和冠部生热脱层问题。
单条多圈“S”形复杂曲线缠绕形成的环形网状带束层结构对胎体、胎冠部具有紧箍作用,有效解决了胎体膨胀的问题,可大大降低航空轮胎冠部的离心力,能满足航空轮胎高负荷、超高速的性能要求[1~2]。
2.2 帘线工艺性能
子午线航空轮胎胎体带束层所用芳纶复合帘线,其工艺性能如表1所示。

表1 芳纶复合帘线结构性能
2.3 覆胶配方及性能
带束条的帘线覆胶,其配方及性能如表2所示。

图2 带束条挤出工艺流程
3 各工位技术方案和工艺控制要素
带束条挤出法生产线主要由锭子架、整形排线装置、销钉机筒冷喂料挤出机、齿轮泵、覆胶机头、温控装置、冷却牵引装置、双工位存储装置、双工位卷取装置及电气控制系统组成[4]。如图3所示。
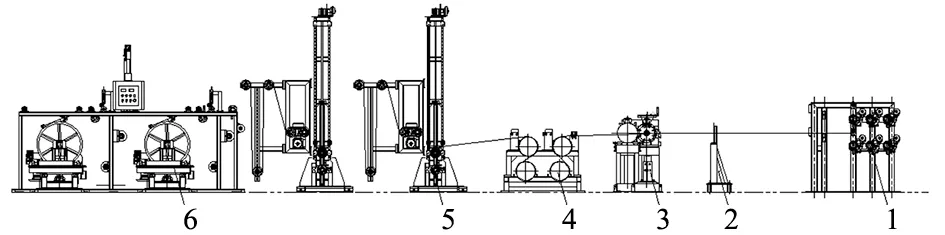
图3 带束条挤出法生产线工艺布局
3.1 复合帘线锭子安装工位
锭子架主要由框架、线轴存放架、出口端排线机构、导线机构和对射式光电传感器组成。框架由矩形管组焊而成。线轴存放架可沿中心轴转动,使线轴更换方便快捷。更换线轴时,可提起插销,转动线轴架180°后进行更换,完成后返回原位,放下插销锁住存放架。存放架可存放20~28个线轴,其中6~14个备用。锭子架工位工艺控制要素如表3所示。
3.2 排线机构工位
出口端排线机构主要由陶瓷导线钩和断线讯号臂组成。帘线分别穿过导线钩和断线讯号臂上陶瓷环,一旦帘线断开,讯号臂脱离触发光电传感器,生产线立即故障停机。
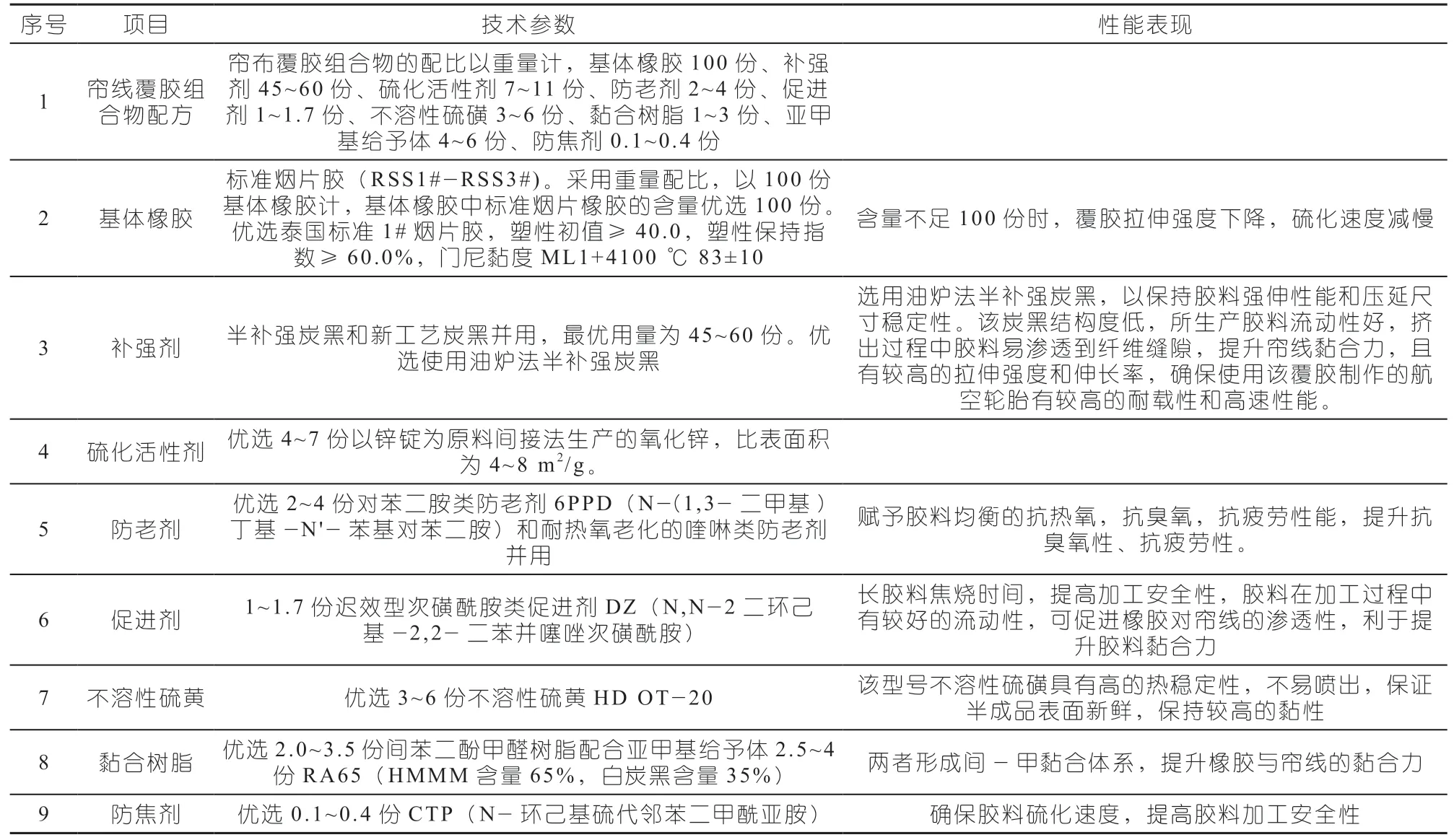
表2 带束条覆胶配方及性能[3]
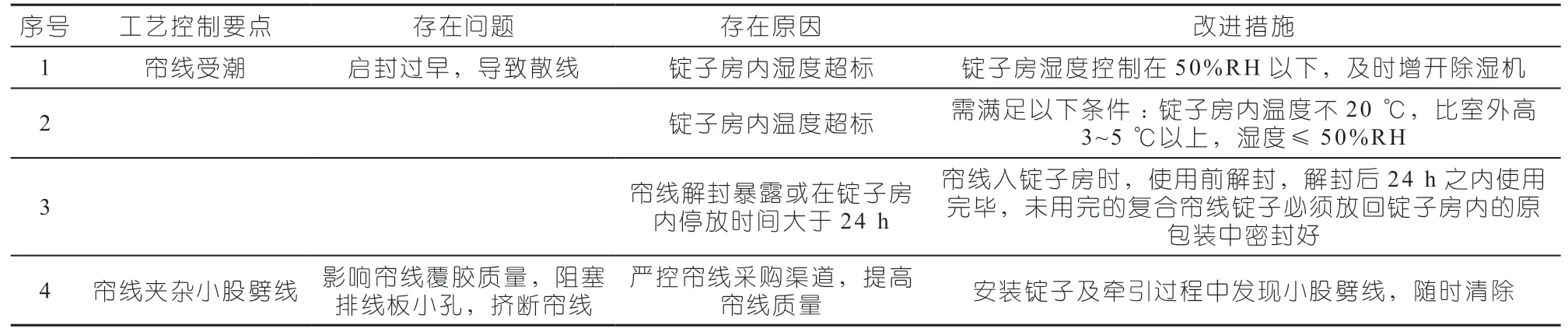
表3 锭子架工位工艺控制要素
导线机构主要由2根T型槽板、导线器、张紧机构和陶瓷导线钩组成。导线器和张紧机构固定在各自对应的T型槽板内,每个线轴对应一组导线器和张紧机构,便于单根帘线张力控制。线轴帘线通过张紧机构和导线器上的固定柱,根据不同角度盘绕会产生6种张力值(2.5~4.5 N),移动固定导线器的T型槽板,可整体对该排的线轴帘线进行统一张紧。排线及导向装置工艺控制要素如表4所示。
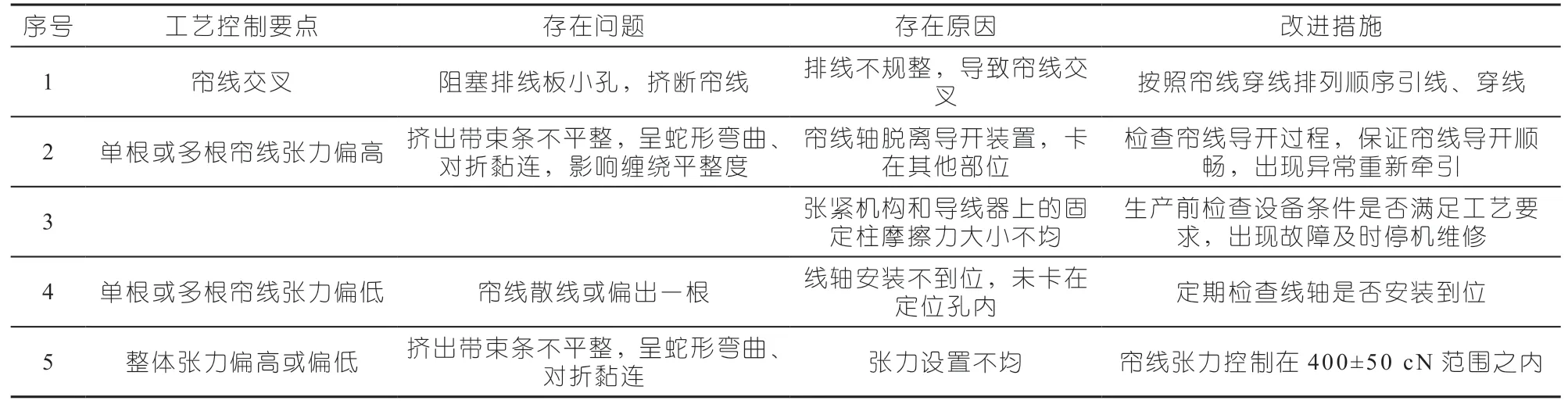
表4 排线及导向装置工艺控制要素
3.3 销钉式冷喂料挤出机工位
冷喂料挤出机螺杆主要技术参数:直径65mm;螺杆长径比(L/D)12:1。其结构包括:冷喂料挤出机、橡胶齿轮泵、E型机头、液压系统、温控系统、润滑系统等(见图4)。冷喂料挤出机与橡胶齿轮泵之间用手动C形夹锁紧连接;机头与齿轮泵体为铰链连接,机头可沿铰链旋转打开或关闭,关闭后用液压C形夹锁紧机头与齿轮泵之间法兰;在橡胶齿轮泵与机头之间安装两级过滤网。来自排线器的复合帘线经过E型机头内部梳子架、排线板、口型板引出,胶料经过挤出机、齿轮泵、过滤器、分配锥、流道块、口型板排出,复合帘线与胶料在口型板出口前汇合覆胶后挤出,形成覆胶带束条。挤出机工位工艺控制要素如表5所示。

图4 销钉式冷喂料挤出机示意图

表5 挤出机工位工艺控制要素
3.4 牵引冷却工位
牵引冷却装置由一台交流变频调速电机驱动。牵引线速度最大20 m/min,正常工作速度3~15 m/min,至少四个冷却鼓,冷却鼓为隔套式,内部经磷化防腐处理,外表镀铬喷砂。牵引冷却工位工艺控制要素如表6所示。
3.5 储料工位
储料装置主要由机架、动力牵引装置、浮动辊轮组件、一组固定辊轮和一组活动辊轮组成。其活动辊轮组可沿直线导轨上、下运动。通过动力牵引改变活动辊筒和固定辊筒间的相对距离实现储料(升高)或放料(卷曲时降低)。通过检测浮动辊位置变化实现前后装置的速度匹配以及输出张力大小调节。储料装置存储能力不少于12 m。储料装置用来协调卷取和牵引之间的速度,同时为换卷时储存一定量的带束层,最大储存量50 m。两条带束层在每个单独旋转的滚轮上运行,确保两根带束条运行平稳。储布工位工艺控制要素如表7所示。

表6 牵引冷却工位工艺控制要素:

表7 储布工位工艺控制要素
3.6 双工位卷取工位
分条输送装置主要用于从储料装置到卷取小贮料装置的带束层的输送,另外带束层塑料垫布导开及贴合也在分条输送装置上完成。分条输送装置由机架、输送换向辊筒、塑料垫布导开装置、塑料垫布贴合装置等组成。
卷曲装置主要由支架、单工位卷取单元、带束条止回机构、垫布张力机构、气动元件等组成。带束条挤出线卷曲装置,设置2个卷曲工位,每个工位可收取4 000 m。每一套卷取单元主要由框架、工字轮、工字轮旋转驱动机构、排线装置、工字轮支承机构等组成。双工位卷曲工位工艺控制要素如表8所示。

表8 双工位卷曲工位工艺控制要素
本装置用于对带束条衬着垫布一同进行螺旋卷取,为成型工序作备用。带束条经存储装置由浮动辊轮导入到卷取单元。两套卷取单元缠绕卷取张力由浮动辊轮的重力设定,可通过增加或减小浮动辊轮的重量来实现不同的张力要求。垫布张力大小通过气动减压阀手工调节合适的张紧力使用。
4 生产过程中企待解决的问题
挤出法生产带束条能提高子午线航空轮胎的成型质量,满足航空轮胎高负荷、高冲击、高速度下的使用性能,但在技术装备的性能提升上也同时存在着急需改进的方面。
子午线航空轮胎挤出法生产带束条专用设备,国内尚处于研制、验证阶段,急需投入资金和人力进行研发生产。国内大部分航空轮胎研制厂家都是在现有全钢零度挤出生产线经改造工装后来生产带束条,卷曲质量存在着外观不平整、挤出覆胶质量存在并线、压坏、缺胶、露线等质量缺陷,且生产效率满足不了批量化生产需求。但是,挤出法生产带束条相比较压延分裁法生产的带束条在覆胶质量上仍然有着无可比拟的优越性,研制和生产航空轮胎缠绕带束层专用纤维帘线带束条势在必行。
带束条挤出生产线在设备功能优化、自动化程度提升、挤出效率提升方面还需要进一步加强。现有挤出法生产线帘线的覆胶能力较钢丝覆胶能力存在差距,这就限定了带束条的挤出速度,否则会出现带束条挤出覆胶质量变差,出现带束条表面麻点现象。现有带束条挤出线速度经现场实践验证,最大可达到15 m/min,相比较钢丝挤出线速度30 m/min,存在一半的差距。同时,带束条在成型缠绕过程中要进行“S”形螺旋缠绕,在一定缠绕宽度的两边需要折返,这就限定了带束条的挤出宽度,最大挤出宽度控制在12 mm以内。在带束条的用量上,根据航空轮胎规格的不同,每条航空轮胎的使用量在300~800 m不等,远远高于全钢零度冠带条的用量。这就要求带束条生产线研制厂家在挤出效率上挖掘潜力,提高生产效率,以便航空轮胎生产厂家减少设备数量和资金投入。
5 结语
带束层骨架材料是航空轮胎的关键部件,采用高强度、高模量、低定伸、低生热芳纶混合尼龙帘线,对提高子午线航空轮胎的胎体强度、减轻了轮胎重量、提高胎体尺寸的稳定性具有决定性的作用。在国内,随着航空轮胎关键项目的逐步突破,带束条的生产应用表现出越来越重要的作用,从专用设备研制和开发、生产工艺技术的优化到结构和配方的调整完善等一系列工作都需要进一步深入研究,也为参与此方面技术攻关的设备供应厂家、航空轮胎制造厂家提供了广阔的发展空间。
