钢丝裁断机贴胶片纠偏改造
2021-05-12李海峰陆林刘贵鹏
李海峰,陆林,刘贵鹏
(桦林佳通轮胎有限公司,黑龙江 牡丹江 157032)
设备改造前没有胶条调偏装置,使用强制定中调整宽窄,左右两边需要根据物料宽窄进行手动调整,但由于胶条较软,很容易打摺及变形,很难控制贴合质量,更换规格时,需要从新调整宽度,无法精确纠正物料偏歪,贴合完物料后整条轮胎的左右重量会存在差异,会影响轮胎的动平衡及均匀性。
使用银川贝尔利纠偏装置恰好能解决此问题,根据物料的宽窄进行自动调节,两侧传感器检测物料贴胶条,设备的主要器件包括传感器、控制器、执行器。传感器识别出物料边缘后,控制器将数据处理,控制器推动执行器推动贴胶条部件,能够快速准确的识别物料的边缘,将胶条贴在物料的边缘位置。
1 装置介绍
1.1 设备基本组成(大部件)
贴胶条装置如图1所示,贴胶条装置组成部分如图2所示,贴胶条装置左和贴胶条装置右,基本组成部分相同。

图1 贴胶条装置
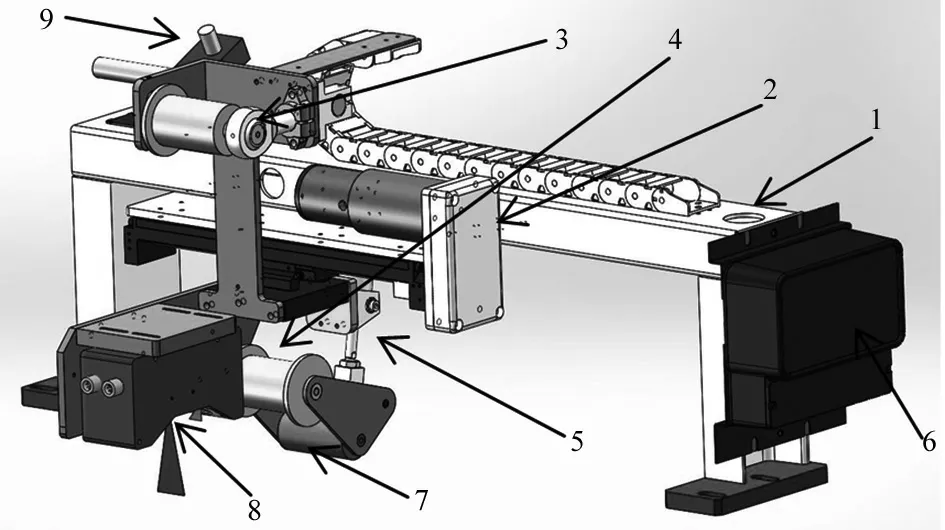
图2 贴胶条装置组成部分
1.2 工作原理及特性
自动贴胶条装置,在不同宽度规格切换时,由精密移动模组带动高精度激光 3D 传感器移动,能自动快速准确的识别带束层的边缘,巧妙的导料机构让胶条边缘位置与传感器中心位置重合,通过控制单元控制执行机构,实现稳定且准确的贴合。设备自带检验激光标线灯,能快速直观的检验,胶边贴合稳定性和贴合的合格率(该设备使用的传感器,能够在运输带上或者无运输带环境下检测)。
1.3 技术参数与性能
设备外形图如图3所示,技术参数如下所示:
(1)3D 传感器移动范围:±100 mm。
(2) 激光灯移动范围:±100 mm。
(3)导料机构内侧宽度:(胶条20 mm~70 mm)。
(4) 带束层宽度范围: 85~310 mm。
(5)贴合精度<±1 mm。
(6)压辊气缸行程: 25 mm。
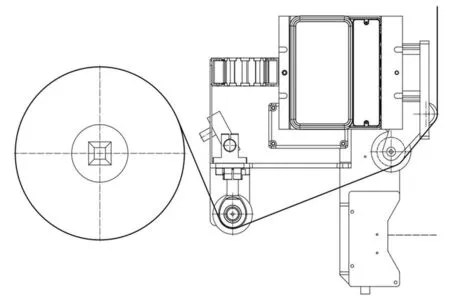
图3 设备外形图
2 设备安装与调试
安装前的准备工作:
(1)安装前须对现场进行核对,所需要材料、附属品、安装工具及其他工具准备妥当。
(2) 设备安装前需要确定人员分工与职责,确保安装过程安全。
(3)安装前需要阅读安装要领与核对安装图纸。
(4)本设备包含高精度测高测厚传感器,传感器为精密器件,请注意防护,妥当安装。
在设备安装之前,先将现场现有的移动部分的设备拆除。现场气缸压辊使用的气缸气管预留。接线图如图4所示。
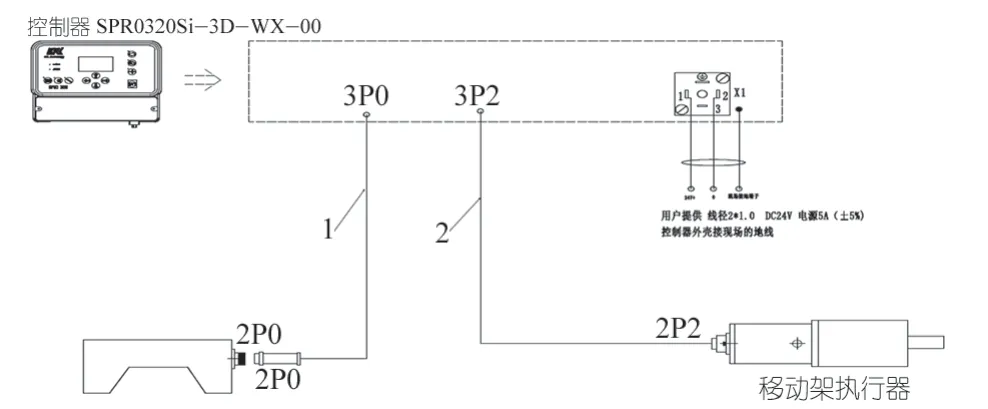
图4 系统连接图
电源线安装注意事项:贴胶条设备电源应该在5A以上,建议使用1.0 mm以上的线缆,并且将控制器的外壳连接现场的接地线。
2.1 控制器安装
安装控制器时, 先将控制器安装板安装在控制器背面。如果是平面安装可以用安装板两边的缺口固定,如果是立柱安装,可以用安装板中间的孔固定,如图5所示。
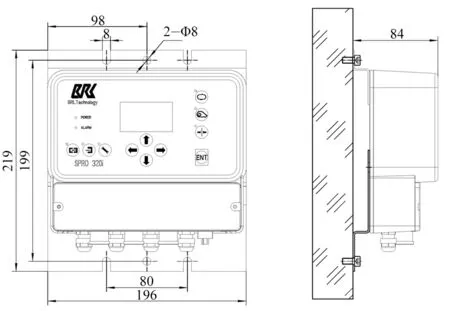
图5 控制器安装图
2.1.1 控制器安装
控制器安装步骤如下:
(1)选择合适的安装位置。
(2)在安装位置开孔攻丝采用M5的螺丝,两个螺丝之间的距离为199 mm。
(3)将控制器连接件安装在控制器背面,然后将控制器固定在现场的安装位置上。
(4)固定所有的安装螺丝后连接线缆。
不建议用户随意修改系统参数,修改后可能导致系统无法使用的情况出现, 因此修改需要谨慎。按键功能如图6所示,以下给出关键参数修改方法。

图6 控制器按键功能
进入到设置界面后用户可以通过“上、下”按键来翻页,如果单个页面出现多项参数后使用ENT使之能修改,通过上下按键选中修改的参数,使用左右按键进行参数修改,修改完成后使用ENT按键进行确认。
在菜单页面的第7页,按住扳手键不放,按上、下键便可以进入特殊参数页。如需翻页同样需要按住扳手键,上电后查看屏幕左上角的Sensor state状态,OK则表示连接正常。如果出现err则表示连接出错。如图7所示。

图7 控制器状态灯
(1)检查传感器电源指示灯为绿色(POWER),电源连接正常后POWER灯亮起,电源正常。
(2)查看传感器是否发出红色的激光线,查看控制器参数设置是否正确。
(3)传感器波特率设置为115200, 站地址设置为1,确保设置正常后查看传感器状态。
2.2 传感器参数设置
进入特殊参数页面14页后点按ENT按键进行选中。传感器参数设置如图8所示,具体操作详见传感器操作说明。

图8 参数设置
2.3 寻边参数设置
寻边参数用来帮助设备识别物料与运输带边缘,设定优良的参数能够使得设备工作在最佳状态,并且在连续调整中不会出现错误状态,寻边参数设置如图9所示。

图9 寻边参数设置
队列长度为判断台阶的次数,队列阀值为判断次数中判断通过的次数,队列阀值小于等于队列长度。差值设置为判断差值。 例如上图队列长度为10, 其中有9次差值大于20,故认为有台阶变化。
2.4 补偿功能使用
安装的过程中贴胶条装置与传感器中心对齐,在使用和安装的过程中可能会导致有一定差异,因此在控制器界面保留补偿功能,补偿最小单位为0. 1mm。
补偿参数具体设置需要现场结合实际使用情况,执行器设置移动方向不同,补偿值补偿后移动方向也会有差异,首先将物料运行到传感器下方后点按下自动按钮,等待寻边完成后查看胶条贴合装置是否处于需要的位置,尝试调整补偿值使得贴合装置处于需要位置,位置偏差过大应首先调节机械位置。
2.5 滤波参数设置
实际使用过程中受物料边缘影响,采用实时调整贴合效果较差,因此在设备中设置有滤波功能。不同的滤波功能具备不同的优点,能在不同的环境下让设备运行效果更好。
贴胶条装置一共设置5种滤波方式,分别为中位数滤波、中位数平均滤波、递归平均、加权平均滤波和一阶滤波,滤波5中方式各有所长,能够在不同的环境下使用。
中位数滤波:中位数滤波使用于边缘比较整齐,偶尔出现小毛刺的环境中,能够有效滤除毛刺对系统的影响。使用过程中滤波系数设置不宜过大,否则可能导致设备工作异常。
中位数平均滤波:中位数平均滤波是对中位数滤波的扩充,能够使用在边缘不是很整齐并且偶尔出现比较大的毛刺的环境中。使用过程中如果系数设置过大会导致滞后现象明显。
递归平均滤波:递归平均是一种比较常见的滤波方法,主要适用于边缘参差不齐的情况,能够有效消除参差不齐对系统的影响。使用过程中参数值设置不易过大,过大后会导致系统滞后明显。
加权平均:加权平均主要适用于边缘跳动较大的环境,加权平均能够有有效的将跳变滤除为渐变,保证系统运行更加稳定可靠。使用过程中参数设置过大会导致系统出现滞后。
一阶滤波:一阶滤波主要适用于边缘跳动较大的环境,效果与加权平均类似并且能够超越加权平均的滤波效果。同时会导致系统的严重滞后。
设置滤波系数建议小于50,采用中位数滤波建议滤波系数设置不大于5,滤波方法为一阶滤波,滤波系数改变对结果不产生影响。
2.6 刹车模式设置
刹车模式设置主要用于设备系统自动运行的减速模式,减速模式主要分为手动模式和自动模式。 用户将刹车模式设置为自动模式时,系统采用内置参数减速和刹车保证设备运行稳定性。以下参数修改将不会影响运行结果,一阶速度、二阶速度、刹车时间、加减速区,刹车模式设置为手动模式时,一阶速度为设备处于加减速区运行的速度,二阶速度为距离死区1 mm时运行速度。刹车时间为处于加减速区以后设备每两次开启运行之间的间隔时间
2.7 贴胶条功能调试
设备上电正常后等待胶料运行到传感器下方,手动点按一下自动按钮,此时等待传感器完成寻边功能。寻边完成后查看贴胶条装置是否处于物料边缘,如果没有处于物料边缘,尝试调节传感器与贴胶条装置的相对位置(图10)。

图10 贴胶条位置图
调节完成后尝试运行设备查看,如果运行效果不佳请尝试采用上述方法重新调整。运行过程中请观察贴胶槽中胶条运行情况,查看胶条是否贴着贴胶槽一侧运行(左侧设备运行贴左侧,运行设备运行贴右侧),如果胶条左右跑动,请调整上面的导向辊,使得胶条靠一侧运行。
3 维护及保养
本设备采用传感器均为光学设备,光学设备在使用过程中容易受到外界因素影响,例如灰尘、烟雾等。因此在日常使用过程中保养设备能够使设备运行在最佳的状态。主要保养器件(图11),需要使用酒精与柔性纸张或者布擦拭。
图11 调偏传感器镜头
采用柔性纸张或者布沾取酒精后擦拭传感器光学镜片,直到镜片表面没有杂质或污垢。
3.1 注意事项
(1)清理过程中防止划伤传感器镜片。
(2)沾取酒精不宜过多,防止酒精渗入传感器内部。
(3)维护人员需要定期的检查设备的状态,查看是否存在螺丝松动的现象。如果螺丝松动,需要进行重新调整固定,固定完成后需要检查设备的精度是否能够满足需求。
4 结束语
裁断机贴胶片纠偏改造后,原来的贴胶片偏歪、打折损耗大等问题已不存在。改造后的装置使用效果较好,降低了损耗,提高了产品质量和工作效率。
