不同典型控制策略下有机朗肯循环系统的动态运行特性研究
2021-05-11俞小莉
黄 岩,黄 瑞,李 智,俞小莉
(浙江大学能源工程学院,浙江杭州310027)
0 引言
有机朗肯循环(Organic Rankine Cycle,ORC)是一种结构简单、可靠性高、适应性强的中低温余热回收利用方式,在太阳能、地热能、内燃机余热、工业余热等领域具有很高的应用价值与广泛的应用前景[1-2]。
实际热源的温度和流量通常呈现波动性和间歇性,随时间变化显著,导致ORC系统运行状态不稳定并偏离设计工况,从而导致工质高温分解[3]、膨胀机损伤[4]、膨胀机效率降低[5]等问题。因此,在非稳态热源条件下,ORC系统的控制尤为关键,国内外学者针对ORC系统控制策略开展了大量研究。张文芳[6]根据完整ORC系统模型设计了线性二次调节器控制器,发现使用普通的线性调节器无法消除稳态误差,而线性调节器与PI控制器结合则可精确跟踪设定值变化并具有一定抗干扰能力。Wu等[7]比较了有前馈补偿和无前馈补偿的PI控制器对ORC系统的控制性能,结果显示有前馈补偿的PI控制器具有更好的抗扰动能力,有利于提高ORC系统性能。Zhang等[8]在回收发动机尾气余热的ORC系统中对比了两种控制策略的性能,分别是根据发动机扭矩和转速得到的前馈补偿量单独作用,以及前馈补偿和PI控制结合。结果显示,与前馈控制单独作用时相比,各状态参数的响应时间降低了34.6%,超调量降低了56.9%。因此,采用前馈补偿和PI控制结合的策略时,ORC系统能更好地跟踪发动机的运行状态,平均输出功率和热效率也分别提升了3.23%和2.77%。
以上研究分析了不同控制策略用于ORC系统的动态运行控制,但较少探究各种控制策略在不同热源条件下的性能。实际热源呈现的非稳态特性各异,有波动相对平缓的,有波动较为剧烈的,还有工况切换带来的热源条件阶跃变化。为了根据实际热源条件选择合适的控制策略,了解控制策略在不同热源条件下的控制性能是十分必要的。因此,本文基于基础ORC系统模型,探究了三种控制策略在四种不同的热源条件下的性能,并加以对比和分析,揭示了热源条件与控制策略性能之间的关系。
1 仿真模型的建立
1.1 ORC系统仿真模型
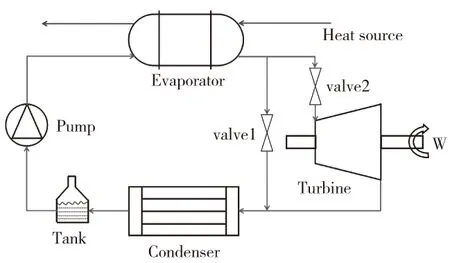
图1 有机朗肯循环系统结构
ORC循环系统的结构如图 1所示,有机工质首先在蒸发器内吸收热量成为过热蒸气,随后进入透平膨胀机膨胀做功成为低压蒸气,接下来进入冷凝器被冷却为液态,最后在工质泵中被加压并输送至蒸发器,完成热力循环。当蒸发器出口工质的过热度不足时,工质将通过阀门1旁通,防止在膨胀过程中产生液滴损坏膨胀机。
基于ORC系统的结构和原理,可在Simulink中建立各部件的模型,并根据物理模型连接各部件,如图2所示。蒸发器、冷凝器、膨胀机、工质泵四个主要部件的具体建模过程如下文所述。
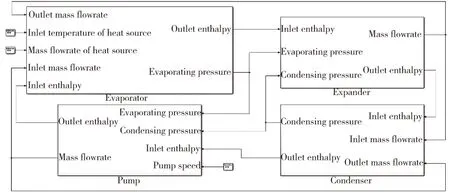
图2 有机朗肯循环系统仿真模型
1.1.1 蒸发器和冷凝器
蒸发器采用移动边界法建模,如图3所示。移动边界法是一种常用的换热器动态建模方法,具有计算速度快和准确性高的优势。根据工质的相态,将蒸发器内工质分为液相段、两相段和气相段三个边界不断变化的相区,在每一段内使用集总参数法,并通过追踪各相区的长度变化观察蒸发器的动态过程。使用移动边界法需要基于以下假设[9]:
1)蒸发器是水平圆管;
2)热源和工质的流动可视为一维流动;
3)轴向导热可忽略;
4)热源和工质流动的压降可忽略;
5)忽略重力作用。

图3 蒸发器的移动边界法模型
基于以上假设,可建立各流体区域以及相应管道壁面的守恒方程:
流体区域的质量守恒方程:
(1)
流体区域的能量守恒方程:

(2)
各区域管道壁面的能量守恒方程:
(3)
在方程(1)-(3)中,αi表示工质与壁面的换热系数,αo表示热源与壁面的换热系数,其余的符号可参见图3。将牛顿-莱布尼兹公式(4)代入以上方程,并用各区域的平均物性参数化简方程,即可计算蒸发器动态过程的方程组,详细的推导过程可参阅文献[10]。
(4)
冷凝器的建模同样采用移动边界法,建模过程与蒸发器类似,因此不再赘述,建模过程可参考文献[10]。
1.1.2 工质泵和膨胀机
在ORC系统的动态过程中,泵和膨胀机的响应速度远高于换热器,因此通常采用静态模型。工质泵的流量可通过以下公式计算[10]:
(5)
工质在泵中经历了非等熵压缩过程,出口焓可通过等熵效率计算:
(6)
式(5)式(6)中,ηv表示容积效率,ρpump代表工质入口密度,Vcyl代表泵的容积,ω表示泵的转速,hpin表示工质的入口焓,hspout表示工质经过理想等熵压缩过程后的焓,ηsp表示泵的等熵效率。
膨胀机在动态过程中可简化为一个喷嘴,流过膨胀机的工质流量可通过以下公式计算[10]:
(7)
工质在膨胀机中经历了非等熵膨胀过程,出口焓可通过等熵效率计算:
htout=htin+ηst(hstout-htin)
(8)
式(7)式(8)中,Cv表示膨胀机的流量系数,ρout表示蒸发器出口工质的密度,p表示蒸发压力,htin表示工质的入口焓,hstout表示工质经过理想等熵膨胀过程后的焓,ηst表示膨胀机的等熵效率。
1.2 模型验证
本文的ORC系统动态模型的求解方法与文献[11]相同。参照文献[11]设置本文的模型参数,第10秒时工质泵转速提高5%,第40秒时外界和蒸发器的传热系数提高10%,第70秒时膨胀机的流量系数提高10%,并将本文的液相段长度和蒸发压力仿真结果与文献中的结果对比,如图4所示。可见本文模型的结果与文献中的结果吻合较好,证明了本文模型和求解方法的准确性。

图4 本文结果与文献[11]结果的对比
1.3 控制策略模型
对ORC系统进行控制时,常用的方法有根据热源输入条件进行主动控制,或根据系统运行状态反馈信号进行被动控制。因此,本文选择了3种控制策略进行研究,分别是基于MAP图的主动控制、PID被动控制以及两者的结合,如图5所示。控制输入量分别为工质泵的转速和膨胀机的流量系数,前者调节流入蒸发器的工质流量,后者调节流出蒸发器的工质流量。若进入膨胀机的工质状态大幅度波动,将导致膨胀机效率降低甚至引发工质高温分解或膨胀机损坏等系统安全问题,因此ORC系统运行过程中要求膨胀机入口工质状态相对稳定。基于以上考虑,本文选择了膨胀机入口处的工质压力和过热度为被控制量。在被动控制中,工质压力和过热度作为反馈量;而在主动控制中,基于目标压力和过热度,可通过传热平衡计算ORC系统在不同热源温度下的最佳控制输入量,据此获得控制MAP图。

图5 三种控制策略示意图
为了获得最优控制性能,在MAP结合PID控制以及纯PID控制中,PID参数均采用了遗传算法进行优化。优化变量为两个PID控制器的Kp1、Ki1、Kd1、Kp2、Ki2、Kd2共6个参数,适应性函数定义为公式(8),其中SH表示各时刻的过热度,SHset表示目标过热度,t0表示仿真时长,优化目标为膨胀机入口工质过热度的绝对误差积分达到最小。

(9)
1.4 热源条件
为研究各控制策略在不同热源条件下的性能,本文选用了三种典型的非稳态热源条件。ORC系统首先在稳定热源温度(623 K)下平稳运行,在第10秒以后热源温度发生变化,热源温度随时间的变化关系如表1所示。其中,条件1的热源温度在平均值周围小幅度、缓慢的变化,代表相对平缓的波动;条件2的热源温度的波动幅度和周期适中,代表中等程度的波动;条件3的热源温度在均值周围大幅、快速的变化,代表剧烈的波动;而条件4的温度先后发生四次阶跃变化,代表余热源(如内燃机)的工况切换。
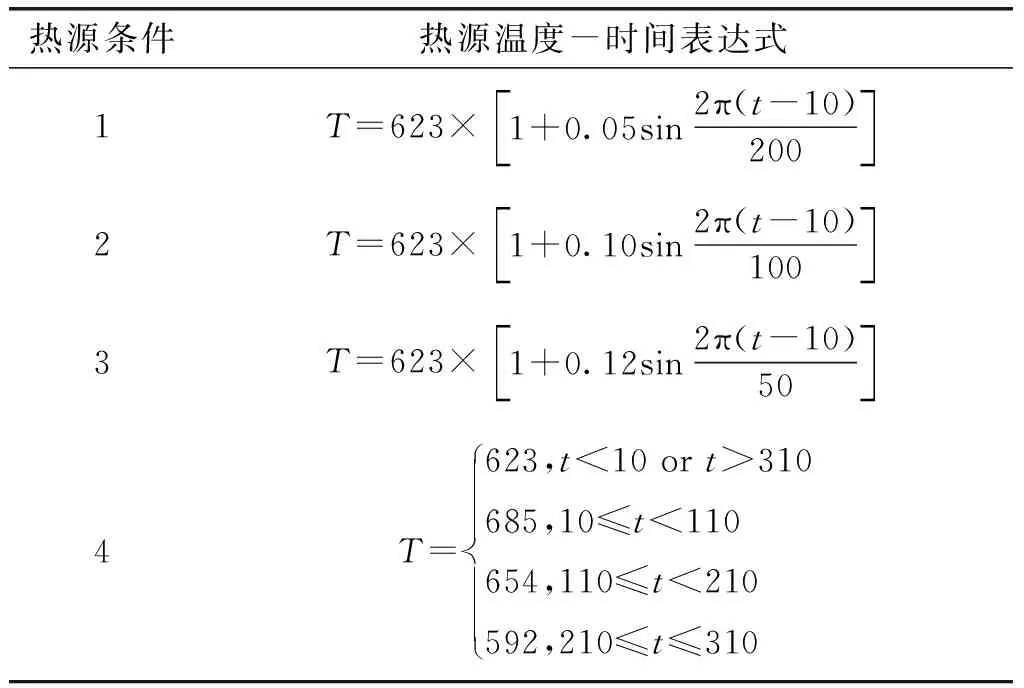
表1 热源温度随时间的变化
2 结果与分析
表2记录了不同热源条件下,采用各种控制策略以及无控制时膨胀机入口过热度的绝对误差积分,该指标反映了控制策略的性能。

表2 不同热源条件下各种控制策略的绝对误差积分
图6展示了热源条件1下,在三种控制策略和无控制状态下的膨胀机入口工质过热度变化情况对比。MAP结合PID控制与PID控制的效果良好,能够将过热度控制在目标值附近,其中MAP结合PID控制效果更优,如表2所示。主动控制同样能显著降低过热度的波动,将波动范围控制在±2 K左右,但效果劣于MAP结合PID控制和纯PID控制。
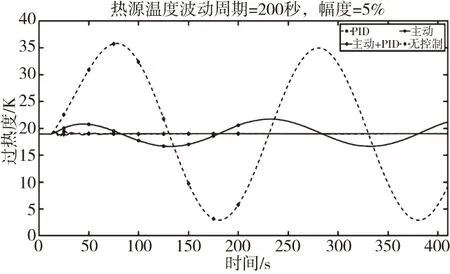
图6 热源条件1下采用不同控制策略时膨胀机入口工质过热度变化
图7展示了热源条件2下,在三种控制策略以及无控制状态下的膨胀机入口工质过热度变化情况对比。MAP结合PID控制和PID控制效果接近,均优于主动控制,且前者性能略优,如表2所示。在热源波动初期,由于热源温度变化快,过热度偏离目标较为明显(约3~4 K)。在热源波动一段时间后,两种控制策略均可将过热度控制在目标值附近。与热源条件1时相比,主动控制的性能显著下降,过热度的波动范围达到了±5 K左右。
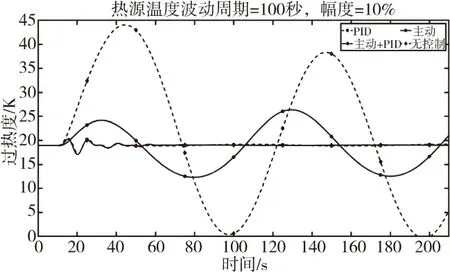
图7 热源条件2下采用不同控制策略时膨胀机入口工质过热度变化
图8展示了热源条件3下,在三种控制策略以及无控制状态下的膨胀机入口工质过热度变化情况对比。当热源波动剧烈时,MAP结合PID控制和PID控制性能显著下降,均难以将过热度控制在目标值附近,过热度在目标值附近的区域内持续波动。通过表2可知,与热源波动相对平缓时不同,此时PID控制的性能稍优于MAP结合PID控制。与在热源条件2时相比,主动控制的过热度最大偏差量约为±7 K,增加了2 K左右;无控制状态下的过热度波动与在热源条件2时差异不大。与无控制状态相比,三种控制策略有效降低了过热度的波动,但相对波动平缓的热源条件,降低的比例较低。

图8 热源条件3下采用不同控制策略时膨胀机入口工质过热度变化
图9展示了热源条件4下,在三种控制策略以及无控制状态下的膨胀机入口工质过热度变化情况对比。与无控制状态相比,三种控制策略均显著降低了过热度波动,且每次热源温度发生阶跃变化时,最大控制偏差接近。主动控制的最大偏差稍高,且过热度回归目标值的速度最慢,在控制过程中的绝对误差积分最大。MAP结合PID控制能使过热度最快地回归目标值,而纯PID控制的过热度在回归目标值过程中存在小幅度超调。
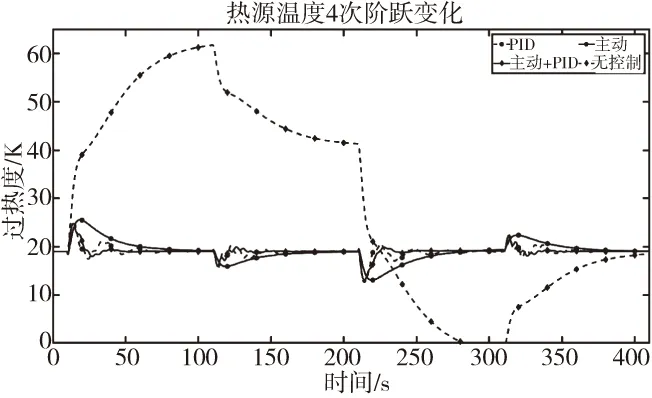
图9 热源条件4下采用不同控制策略时膨胀机入口工质过热度变化
3 结论
本文研究了不同非稳态热源条件下,采用基于MAP主动控制、PID控制以及两者结合的控制策略时有机朗肯循环的动态运行特性,获得了以下主要结论:
1)MAP结合PID控制与PID控制的性能接近。当热源波动更剧烈时,两者的控制效果均有所降低,这是因为此时系统运行状态变化更快,反馈控制无法及时调节输入量。当热源波动剧烈时,PID控制性能较好;当热源波动相对平缓时,MAP结合PID控制的性能较好。
2)主动控制性能通常低于MAP结合PID控制和PID控制。当热源波动更剧烈时,基于MAP的主动控制性能降低,这是因为主动控制的MAP图是基于传热平衡状态设计的,当热源温度变化更快时,ORC系统偏离传热平衡状态更远,因此主动控制的输入量准确度降低。
3)当热源温度发生阶跃变化时,三种控制策略的最大控制误差接近。主动控制下过热度回归目标值相对较慢,而PID控制下过热度存在小幅超调,相对而言MAP结合PID控制性能最佳。
