基于MATLAB 应用程序组件的无缝钢管穿孔工艺软件开发*
2021-05-10加世滢王清华胡建华双远华
加世滢,王清华,胡建华,双远华
(太原科技大学电子信息工程学院,山西 太原 030024)
随着我国经济的快速发展,无缝钢管的生产在我国经济生产的众多领域起着十分重要的作用,在无缝钢管生产的机组中合理规划穿孔机轧制工艺是生产高品质钢管的根本保证[1]。因此,设计合适的穿孔设备才能使得穿孔过程顺利进行,保证穿孔产品的质量[2]。
随着图形显示设备的广泛应用和以“用户为中心”的发展趋势,工业生产对人机交互界面的需求也越来越多。无缝钢管的斜轧穿孔设备的设计是一项复杂的工作,涉及到了许多繁杂的理论公式和经验公式。要满足工艺要求并且能穿轧出符合要求的产品,计算过程不仅要求准确,还需要随时可以调整,所以进行斜轧穿孔设备的参数化设计,取代人工计算是有实际应用价值的。文献[3]应用Visual Basic 平台根据斜轧扩径的工艺特点实现了辊形的设计,将复杂的设计工作参数化。文献[4]应用MATLAB 与AutoCAD 软件实现了Y 型轧管机连轧棒材的孔型计算参数化设计,自动完成孔型参数计算、绘图及输出的功能。
MATLAB 具有强大的数据处理能力,它还为用户提供了直观的程序设计流程、高品质的可视化体验以及便捷的与其他程序接口的功能[5]。对于参数繁多又经常需要修改的大型计算程序,利用MATLAB 应用程序功能设计一个交互式图形用户界面十分有意义,在越来越多的领域得到了应用。文献[6]利用MATLAB APP Designer 开发设计了一款APP,实现电动汽车的驱动电机、动力电池和传动比的关键参数匹配。文献[7]利用MATLAB GUI 软件平台,开发出了滚动轴承修正额定寿命计算系统,设计了常用的滚动轴承的计算界面。
本文通过对斜轧穿孔工艺进行分析,提取关键影响参数,开发了穿孔工艺参数离线计算软件,利用MATLAB 应用程序组件,以传统的数学模型为基础,进行了软件的可视化图形界面设计。该软件简洁、易于操作、运行速度快、计算准确,能够使设计人员通过可视化界面预测、调整工艺参数,大大简化了传统计算方法,并可根据已知参数提前获得生产所需的各项指标[8-13]。
1 斜轧穿孔工艺软件开发方案
本文是在MATLAB APP 工具下完成的斜轧穿孔工艺软件开发,该斜轧穿孔工艺参数计算系统可在离线的情况下对穿孔设备中的关键参数进行模拟计算,以便于在设计生产时能快捷、准确地获得主要的设备参数和产品信息。软件要求实现的功能有:坯料信息、设备参数的维护、调用和修改,不同产品规格要求的轧辊设计、导板设计、顶头设计、运动学参数、管型预测、力能参数计算。界面中设计多个EditFiled 可以导入影响钢管参数计算的关键因素,通过“按钮”将钢管顶头设计、管型预测、力能参数的预测值导入EditFiled 并显示,最后可生成电子表格保存。该工具通过代码视图和设计视图的结合,提供一种设计简单、计算速度快、灵活性高且稳定可靠的无缝钢管穿孔工艺参数用户界面。斜轧穿孔设备参数化设计流程如图1 所示。现以顶头设计、管型预测、力能参数计算模块为例介绍软件开发过程。

图1 斜轧穿孔设备参数化设计流程
2 穿孔工艺数学模型
2.1 毛管管型计算
钢管生产过程中,尺寸精度是影响产品精度的重要因素之一。近年来,随着钢管技术和自动化水平的不断提高,对其尺寸精度要求愈来愈严格。尺寸精度主要包括有毛管的外径、壁厚和延伸率。
毛管外径d0计算式为:

式中 b —— 轧辊间距,mm;
l —— 导板间距,mm;
D —— 轧辊直径,mm;
Lp—— 顶头圆弧部分长度,mm;
γ —— 顶头伸出量,mm;
β —— 送进角,(°);
α2——轧辊出口锥角,(°);
Δdi—— 直径弹跳值,mm。
壁厚值S0计算式为:

式中 δn—— 顶头直径,mm;
ΔSi—— 壁厚弹跳值,mm。
穿孔延伸系数μ计算式为:

式中 dz—— 管坯直径,mm。
2.2 轧制力计算
轧制压力、顶头轴向负荷、轧制扭矩和轧制功率是钢管斜轧管机工具设计中的主要参数[8]。斜轧穿孔的力能参数包括金属对轧辊的轧制压力、金属作用在导板上的压力和轴向力,而后面两个均与第一个轧制压力有关,因此精确确定轧制压力大小对设备设计很重要。计算总轧制压力时,首先要确定接触面积。在斜轧穿孔时,沿变形区长度,接触表面的宽度是变化的。
(1) 接触面积F 为:

式中 bi,bi+1—— 分点i 及i+1 上的接触宽度,mm;
Δl —— 分点i 及i+1 间的距离,mm。
(2) 平均单位压力p 为:

式中 υ —— 中间主应力影响系数,取1.15;
n —— 外摩擦及变形区几何参数影响系数,取1;
n′ —— 外端影响系数;
n″ —— 张力影响系数,取1;
σs—— 一定的变形温度、变形速度及变形程度金属的变形抗力,MPa。
综上所述,轧制力P 为:

2.3 顶头设计
二辊斜轧穿孔中,穿孔顶头是重要内变形工具,顶头质量的好坏直接影响到毛管的质量、产量和各种消耗。就变形的作用看,由实心管坯变成空心毛管时,内径由0 扩展到要求值,这种变形主要靠顶头来完成[9]。
(1) 鼻部直径Dp:

(2) 鼻部长度lo:

(3) 顶头伸出量:

式中 Lo—— 毛管长度,mm;
K —— 压缩带宽度,mm。
3 功能模块及界面
MATLAB GUI 通常采用图形对象的形式创建操作界面,如:窗口、光标、按钮、菜单、文本描述等[10]。其中,按钮的主要功能是执行命令,是最常用的控件;静态文本框主要用于对界面提供功能性的解释和说明;可编辑文本框为程序提供输入参数,包括文本或数字。利用MATLAB 应用程序中的有关控件[11],构造无缝钢管斜轧穿孔工艺的运行界面及输入、输出窗口,再根据采集数据的输入形式和数据结构进行计算。
本文以顶头设计、管型预测和力能参数计算为例介绍穿孔离线软件的模块功能及代码。将理论基础及晦涩难懂的电脑语言转化成简单易懂的图形用户界面,并编写了后台回调函数,形成无缝钢管斜轧穿孔工艺计算系统,具有很强的实用性;该界面简洁、易于操作,能直观反映不同数据的测试结果,使操作人员提高生产效率,降低时间成本[13]。
3.1 应用程序交互界面设计
基于MATLAB 应用程序软件开发无缝钢管斜轧穿孔工艺系统,采用该系统操作性能好,操作方法简单,只需输入几个相关参数即可完成对顶头设计、管型预测、力能参数的计算。考虑到使用该系统的用户是非专业的计算机人员,在设计界面时应遵循简洁、友好、直观的原则,这里采用的控件主要是按钮(Push Button)、静态文本框(Static Text)和可编辑文本框(Edit Text),并通过编辑m 脚本文件创建该界面。
设计的交互界面主要划分为3 部分:主界面、参数设定界面和参数计算界面,每个界面均可独立运行。参数设定区包括坯料信息和设备参数;参数计算包括顶头设计、管型预测和力能参数。主界面设置了2 个菜单栏用于跳转到相应的界面,参数设定界面和参数计算界面需要从模块组件库中拖入多个“EditField”组件用来输入初始参数和显示计算结果,“Button”组件,用于启动计算指令、重置数据和返回主界面,此外对组件进行属性编辑和排版美化,设计出人机交互界面。
在进行二辊斜轧穿孔工艺参数计算之前,需先设定坯料信息以及设备参数,点击“参数设定”菜单,弹出参数设定界面如图2 所示。
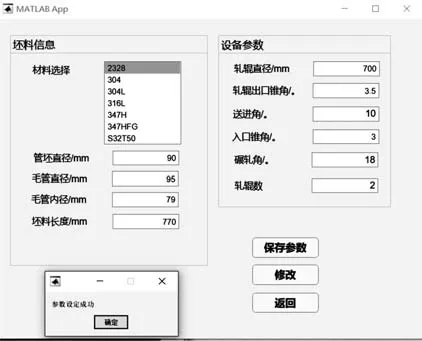
图2 参数设定界面
各项参数设定结束以后,点击“保存参数”按钮程序会弹出对话框提示参数设定成功,若参数需要重新输入则点击“修改”按钮,然后点击“返回”按钮返回主界面,此时“参数计算”菜单变为可编辑状态,点击“参数计算”菜单进入参数计算界面,点击“顶头设计计算”“管型预测计算”“力能参数计算”3个按钮分别得到二辊斜轧穿孔工艺顶头设计、管型预测和力能参数的计算结果,参数计算界面如图3所示,该界面可以实现对工艺参数的计算。

图3 参数计算界面
3.2 应用程序代码编写
MATLAB APP Designer 的代码编写可在代码视图中完成。代码视图部分是画布拖入组件后生成的默认代码,这些代码不可修改。
MATLAB App Designer 中可以通过添加回调函数、函数和属性对APP 进行代码编写。回调函数是代码编写的核心,可以使用它来响应用户交互。在设计的界面中对顶头设计、管型预测、力能参数的计算就需要添加回调函数来实现。具体使用时是利用组件浏览器选择“Button”组件,在代码视图中白色背景可编辑部分,可在此对回调进行编写。APP 功能的实现,回调函数是代码编写的核心,此处需要将前面描述的理论计算数学模型编写嵌入到其中,要求能够准确、快速地进行计算,编写的回调函数代码如图4 所示。

图4 编写的回调函数代码
MATLAB 文件编译完成后,可以将计算软件相关的APP 文件和m 文件打包编译成可执行程序exe 文件,将MATLAB 组件的运行环境(MCR)和可执行程序exe 文件一起打包,在用户使用该计算软件时,可以直接运行exe 文件打开使用。
4 总 结
应用MATLAB APP Designer 中修改控件属性简单,具有代码和界面设计切换方便等优势,结合理论数学模型和电子表格开发了无缝钢管二辊斜轧穿孔设备的可视化软件,实现了不同产品规格要求的轧辊设计、导板设计、顶头设计、运动学参数、管型预测、力能参数计算及电子表格格式的输出。该软件可以显著地缩短穿孔设备设计周期,由快捷的计算机辅助计算代替繁杂的人工计算,提高了设计效率,为无缝钢管斜轧穿孔生产提供了指导。