基于CAD模面的翼子板全工序成形模拟与优化*
2021-05-07李十全陈一哲赵春晖
蒋 磊 李十全 王 龙 赵 磊 陈一哲 赵春晖
(①东风本田汽车有限公司新车型中心,湖北 武汉 430056;②武汉理工大学现代汽车零部件技术湖北省重点实验室,湖北 武汉 430070;③宝山钢铁股份有限公司汽车板销售部,上海 201999)
汽车翼子板产品形状复杂,曲率变化大,成形深度不均匀,外观品质和尺寸精度要求高,冲压工艺方案的合理性一般很难快速达成[1-4]。无论是在产品开发阶段的同步仿真、工艺设计,抑或是生产准备阶段的模具调试、精度改修,都需要技术人员耗费大量的工时进行工艺方案和设计参数的反复优化。从而导致翼子板产品及模具开发周期长、制造成本高,已无法满足汽车产业数字化和智能制造的需求。
为了使翼子板冲压工艺方案快速趋于合理化,缩短产品及模具开发周期,国内一些专家学者对翼子板的产品结构、冲压工艺性以及成形模拟方法进行了深入的研究。谢世坤等借助Dynaform软件预测了翼子板拉延序成形缺陷,并改进了工艺参数[5]。曹传剑等通过设计可变压边力,改善了翼子板拉延成形性[6]。唐炳涛等利用全量理论的反向模拟方法,对拉延筋阻力布置进行优化,预测了翼子板在指定工况下的成形性[7]。谢延敏等基于SA-RBF(simulated annealing-radical basis function)神经网络,确定最佳拉延筋,降低了翼子板拉延开裂和起皱风险[8]。张心怡等采用模面工程(die face engineering,DFE)技术,优化了翼子板拉延序分模线轮廓,提升了翼子板表面质量[9]。上述研究基本上局限于对翼子板拉延成形性的仿真分析和试制试验,而对于翼子板全工序的工艺模面设计及成形模拟却鲜有探索。
本文以某SUV车型翼子板冲压工艺方案规划、精细化模面设计以及成形模拟为例,通过对产品工艺性进行研究,基于CATIA V5平台设计了全参数化3D D/L图,应用AutoForm有限元分析软件,对3D D/L图进行工艺验证验证分析,快速识别了翼子板全工序成形性不良,并对产品结合和工艺方案进行了优化。
1 全工序模拟原理
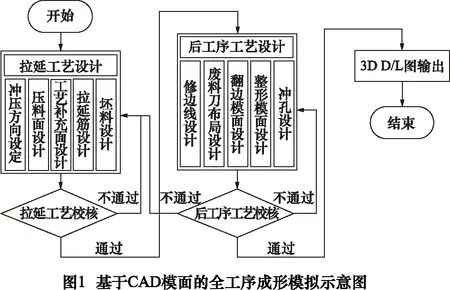
针对上述现状,本文提出一种“基于CAD模面的全工序成形模拟”方法,其工作原理包括以下步骤:(1)拉延工艺设计,在CATIA软件中进行拉延工艺造型设计,其中包含冲压方向设定、压料面设计、工艺补充面设计、拉延筋、坯料设计设计等工作内容;(2)拉延工艺校核,在AutoForm软件中进行拉延工艺可行性验证,并根据成形模拟结果对拉延工艺进行优化;(3)后工序工艺设计,在CATIA软件中以拉延工序数模为基准展开后工序工艺造型设计,其中包括修边线设计、废料刀布局设计、翻边模面设计、整形模面设计、冲孔设计等工作内容;(4)后工序工艺校核,在AutoForm软件中进行以拉延工艺模拟结果为基准展开后工序工艺可行性验证,并根据成形模拟结果对后工序工艺进行优化。图1为基于CAD模面的全工序成形模拟示意图。
2 冲压工艺分析
翼子板与发动机罩、前大灯、前保险杠、轮眉饰板、裙边饰板、前门、A柱等众多零件存在配合关系,相互之间的装配间隙、面差有着严格的尺寸公差要求[10]。对于翼子板冲压单件而言,不仅要有足够的强度和刚度,保证外观面曲率连续、棱线清晰,不允许出现凸点、压痕、面畸变等缺陷,还要有良好的尺寸精度。因此,翼子板的冲压工艺设计存在较大难度。
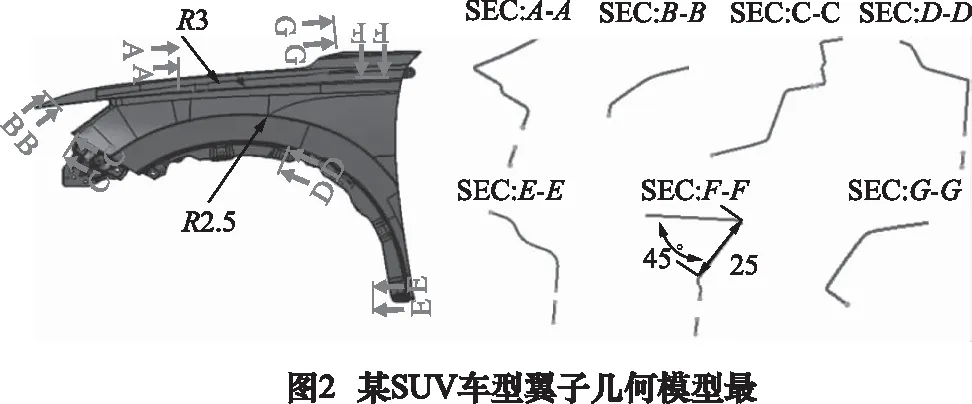
图2为某SUV车型翼子板几何模型,产品外形尺寸为1 156 mm×774 mm×237 mm,料厚t=0.65 mm,材质为JAC270D-45/45,等同于宝钢DC54D-ZF,属于一种热镀锌软钢,屈服强度Ys=130~200 MPa,抗拉强度Ts=270~350 MPa,断面延伸率El≥38%,各向异性指数r≥1.6,加工硬化指数n≥0.18。图2中各区域名称分别为发动机罩区域A、前大灯区域B、前保险杠区域C、轮眉饰板区域D、裙边饰板区域E、前门区域F、A柱区域G。由图2可知,发动机罩区域A、前保险杠区域C、前门区域F均存在负角造型,且产品结构复杂、型面变化不规则,由此可见,这三个区域的冲压工艺设计属于翼子板成形工艺的重难点,而拉延工艺又是决定产品成形工艺优劣的关键。因此,以下分别对其进行冲压工艺分析及拉延模面设计要点进行介绍。
2.1 发动机罩区域成形工艺分析
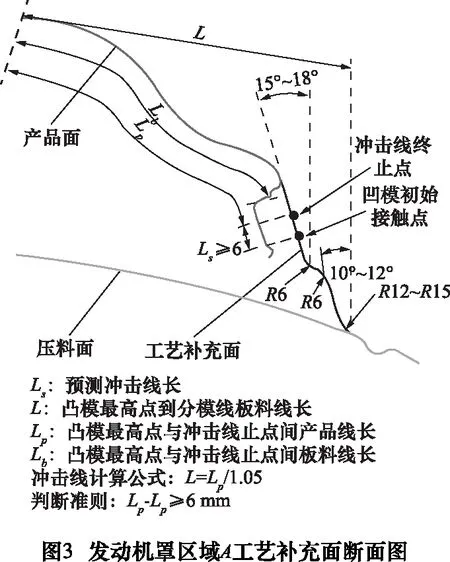
发动机罩区域A在拉延成形过程中流入量较大,易产生冲击线,为了避免冲击线流入零件外观面,在进行拉延工艺模面设计时应设计二级台阶及足够多的工艺补充面,使冲击线始终位于废料区域,同时还要保证该部位的坯料能够获得充分的拉伸变形。图3为翼子板发动机罩区域A拉延工艺补充面断面示意图。
2.2 前保险杠区域成形工艺分析
前保险杠区域C存在多个台阶面、且成形深度大,后工序整形过程中存在变形不均匀现象,从而容易出现开裂、起皱以及回弹大等品质缺陷。为了解决这一系列问题,在进行工艺补充面设计时,应尽量避免在后工序整形过程中发生过度拉伸变形或多料失稳。图4为翼子板前保险杠区域C拉延工艺补充面断面示意图。

2.3 前门区域成形工艺分析
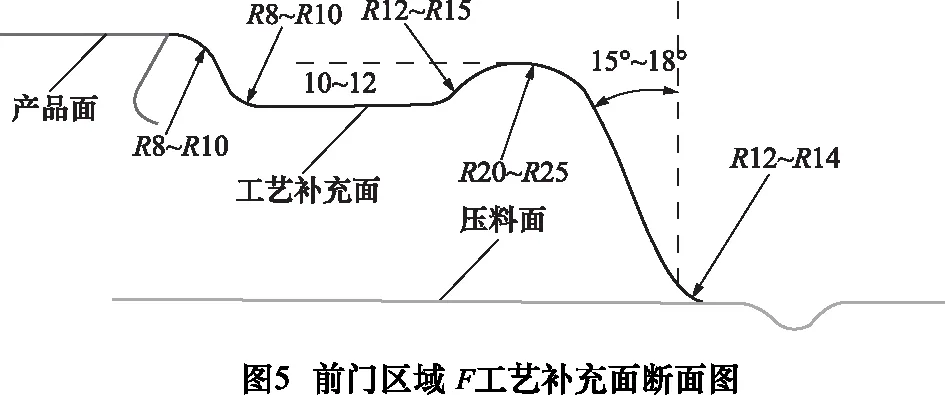
前门区域F侧翻边法兰较宽,达到25 mm,负角为45°,无法直接一次翻边成形,因此需要采用先预翻边再侧翻边的工艺方案。为了降低预翻边造成的额外面畸变,在进行工艺补充面设计时,应按照预翻边成形趋势随形设计。同时,为了增加前门区域F能够获得足够的形状冻结性,还需要在此处设计隆起造型,以保证零件尺寸精度。图5为翼子板前门区域F拉延工艺补充面断面示意图。
3 拉延工艺模面设计
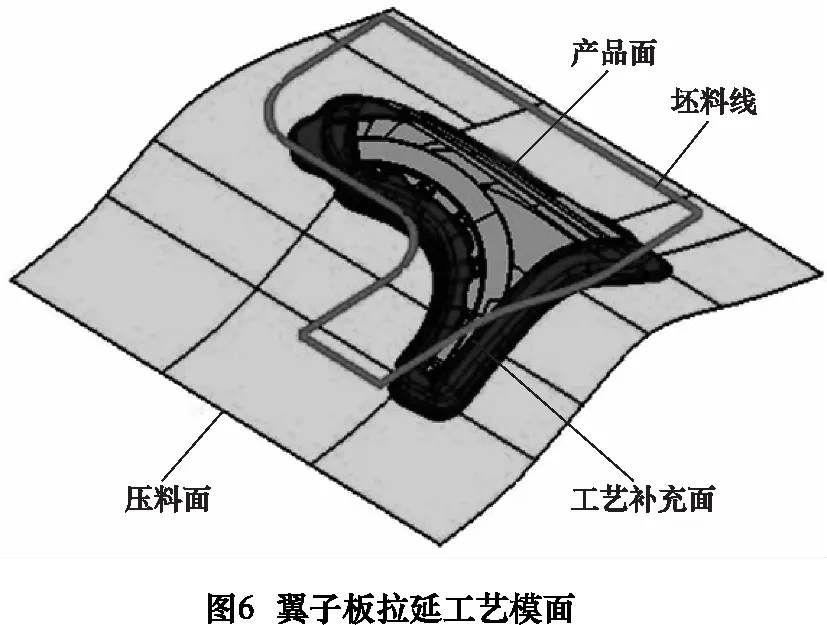
将翼子板产品数模导入CATIA软件,创成式曲面设计模块(generative surface design, GSD)中展开拉延工艺模面设计,将拉延序命名为OP10。首先确定冲压中心和冲压方向,冲压中心以产品几何重心为基础,在此基础上进行整十倍数圆整获得,该翼子板冲压中心坐标为(X:0 mm,Y:925 mm,Z:575 mm),冲压方向设定需考虑产品主棱线滑移、外观面冲击线、材料利用率以及后工序工艺布局成立性等因素,通过综合评估,确定该翼子板冲压方向为绕X轴旋转65°,绕Y轴旋转-4°,绕Z轴旋转5°。其次是压料面设计,设计压料面时,应保证产品各部位成形深度尽量均匀一致,压料面与水平面夹角不得过大,对于翼子板而言,压料面角度一般要求在30°以下,压料面曲率半径应大于产品断面曲率半径。再次是工艺补充面及拉延筋设计,参考上述翼子板各区域工艺补充面截面参数进行相应的曲面造型设计。最后是坯料设计,坯料尺寸按照3%~5%拉伸变形量进行估算确定,并考虑可连续落料排样来设定坯料轮廓。最终设计的翼子板拉延工艺模面如图6所示。
4 拉延工艺校核
4.1 拉延有限元模型建立
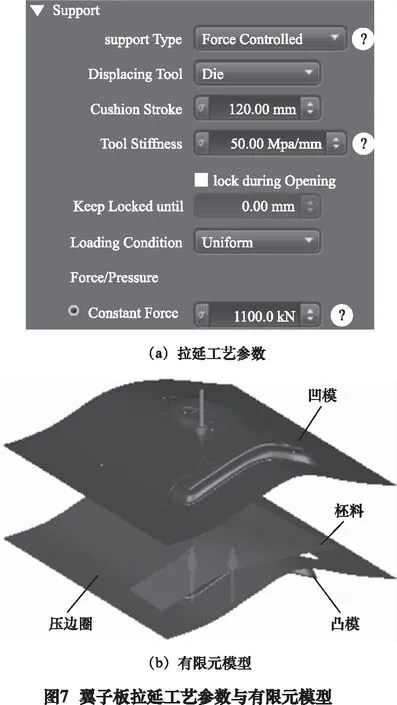
利用CATIA软件IGS数据转换接口将拉延工艺模面数据导入至AutoForm软件中,建立几何模型并进行有限元网格划分。为了保证分析精度,有限元网格需采用EPS11(elastic plastic shell use 11 layers)类型的弹塑性壳单元。支撑类型选用“Force Controlled”,工具体刚度设置为25 MPa/mm,压边力设置为1 100 kN,拉伸垫行程设置为120 mm,冲压速度设置为240 mm/s,等效SPM=10,摩擦系数设置为0.15。各项工艺参数与有限元模型如图7所示。
4.2 分析结果与工艺优化
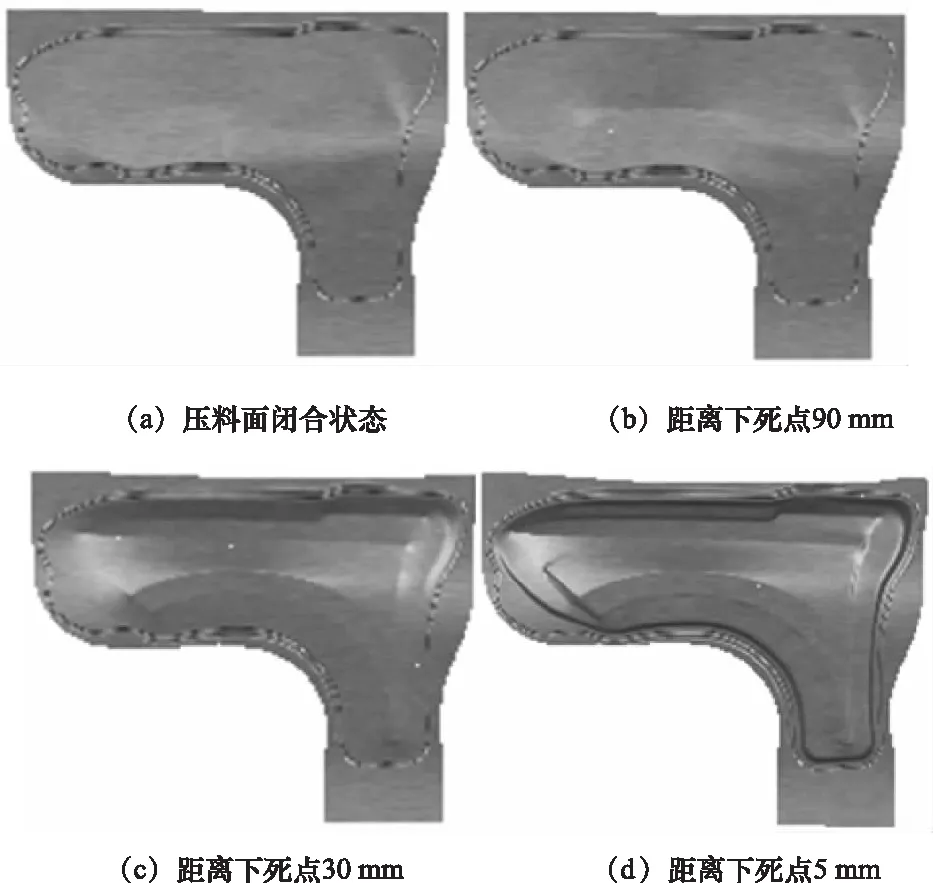
由图8a~e可知,翼子板拉延成形过程中,塑性变形充分,成形过程未出现波纹和起皱现象,表明成形过程收敛可信,满足零件成形质量需求。但从成形结果分析发现,翼子板主棱线发生较大滑移,滑移量达到4.6 mm,超出主棱线圆角半径(R2.5 mm),如图8f所示。
翼子板主棱线发生滑移的原因有2个:一是成形初期凸模圆角过早与坯料接触;二是凸模圆角两侧材料流动阻力不平衡。由于滑移线朝着出料方向侧滑动,说明进料方向侧材料流动阻力小于出料方向侧,且凸模主棱线靠近出料方向侧型面先于靠近进料方向侧型面接触坯料。因此,需要对拉延序冲压方向及压料面进行调整,使主棱线两侧型面与坯料夹角大致相等,同时尽量减小进、出料方向两侧压料面角度差异,冲压方向及压料面优化方案及工艺优化后的仿真结果如图9所示。由图9c可知,工艺优化后,翼子板主棱线最大滑移量为2.2 mm,小于主棱线圆角半径(R2.5 mm),零件实物发生滑移可能性极低,主棱线滑移风险得以解决。

5 后工序工艺模面设计
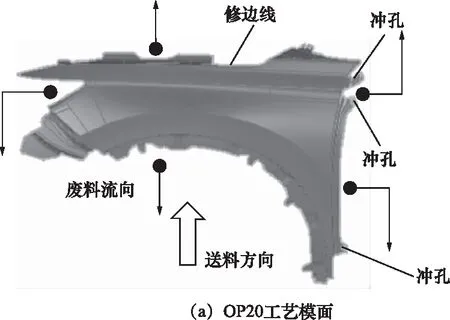
综合考虑产品成形工艺特点及拉延工艺CAE分析结果,将翼子板后工序成形工艺设定为:修边、冲孔、侧修边、侧冲孔,命名为OP20;翻边、整形、侧翻边、侧整形,命名为OP30;冲孔、侧冲孔、侧翻边。由于该翼子板需满足工序间自动化搬送传递的要求,因此,后工序冲压中心应与拉延序保持一致,冲压方向在Y、Z方向的旋转角度也需要与拉延序保持一致,同时,相邻工序之间,X方向旋转角度不得大于15°。通过分析,确定后工序冲压方向分别为:OP20(X:75°,Y:-4°,Z:5°),OP30(X:80°,Y:-4°,Z:5°),OP40(X:85°,Y:-4°,Z:5°)。为了方便后工序在AutoForm中能够更加便捷、准确地分析,后工序上模、下模、压料板以及成形类镶块需要分别单独设计。最终设计完成的OP20、OP30、OP40工艺模面如图10所示。
6 后工序工艺校核
6.1 后工序有限元模型建立
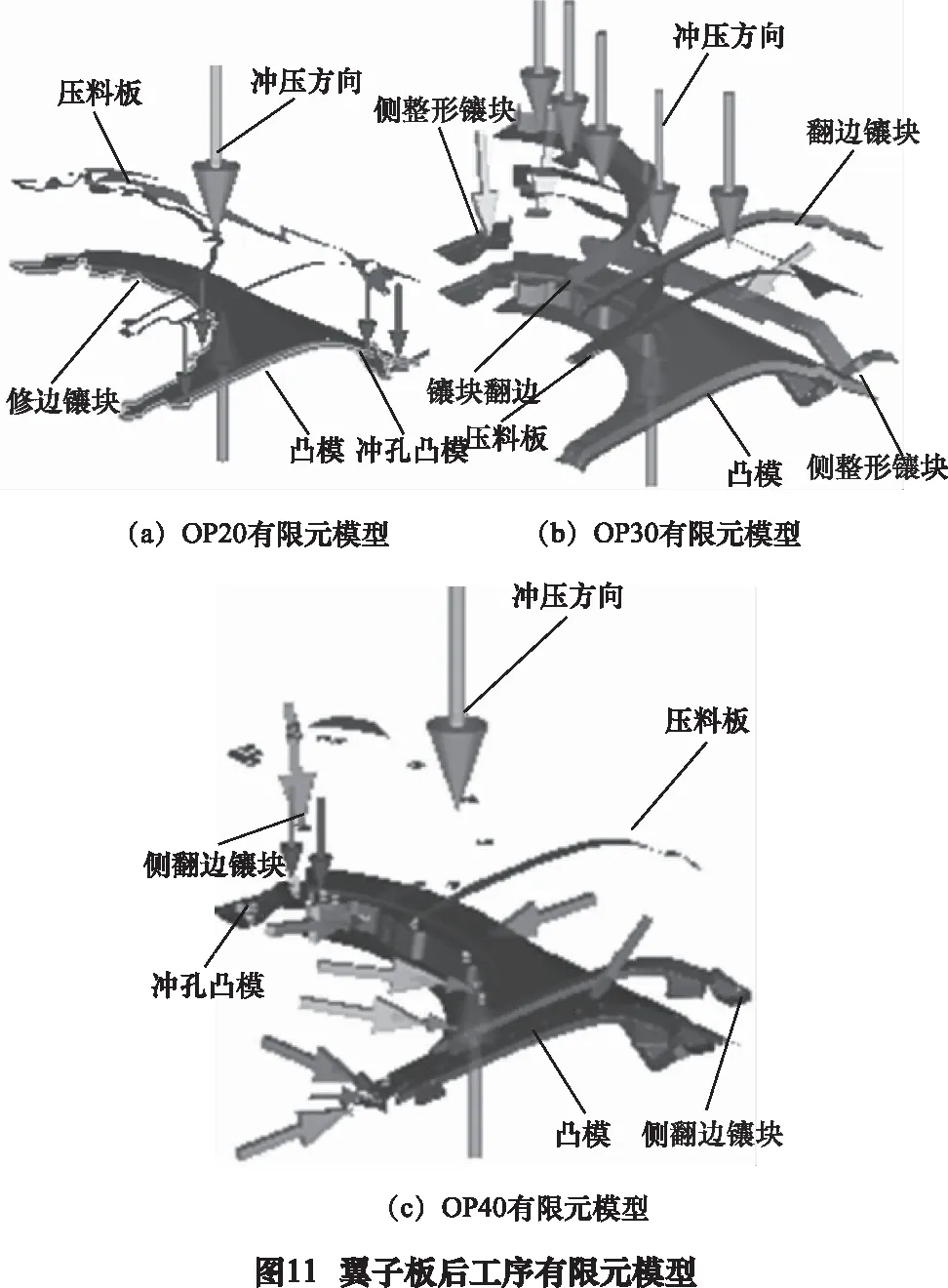
在AutoForm拉延工艺CAE分析结果基础上导入后工序工艺模面数据,并分别进行各工序几何模型建立及有限元网格划分,各工序有限元模型如图11所示。
6.2 分析结果与工艺优化
OP20、OP30、OP40成形工艺模拟结果分别如图12a~c所示,模拟结果表明翼子板各工序变形充分,整体成形效果满足质量需求,仅在前保险杠区域C产生起皱,该区域立壁最大起皱因子达到0.17,远大于产品面0.05的起皱极限,存在严重起皱风险,如图12d所示。
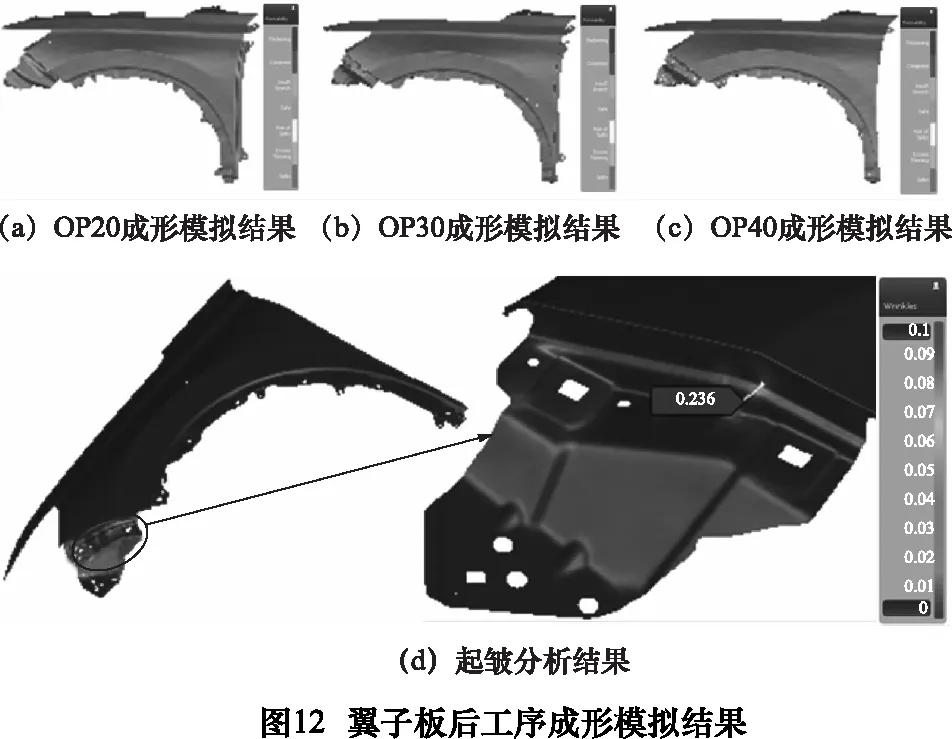
造成零件在整形过程中发生起皱、叠料的原因通常为工艺补充面设计不合理,整形过程中局部区域工艺补充面截面线长大于产品截面线长,从而导致材料堆积,形成多料起皱。针对这种由于工艺补充面线长过长所导致的起皱,需要修正拉延序工艺补充面,可通过减小工艺补充面拔模角度、成形圆角半径、工艺补充面宽度等方法来缩短工艺补充面截面线长,使后工序整形时工艺补充面截面线长小于产品截面线长,进而改善后工序整形起皱。具体工艺优化方案与仿真结果如图13所示。由图13c可知,工艺优化后,前保险杠区域C立壁最大起皱因子降低至0.04,未超出产品面0.05的起皱极限,起皱风险大幅下降。

7 模具调试验证
以优化后的全工序冲压工艺模面指导翼子板冲压模具结构设计,并进行调试验证,实际试模结果与最终CAD工艺模面仿真结果基本吻合。翼子板零件主棱线未产生明显滑移,前保险杠区域C立壁处也为发生起皱,零件质量满足工业化生产需求。零件与模具实物照片如图14所示。

8 结语
(1)在设计翼子板冲压工艺模面时,通过将典型工艺补充面断面参数嵌入至CAD软件,可实现工艺模面的快速建模,从而解决在CAE软件中需要反复调整工艺补充面的问题。
(2)利用CAD/CAE软件协同方法,可适时进行CAD工艺模面修改和CAE成形模拟验证,充分准确识别了翼子板全工序成形过程中的潜在质量缺陷,并提出了相应的工艺模面优化方案。
(3)以尽量贴近实际生产工况的工艺参数进行翼子板全工序成形模拟,获得了可信性较高的仿真结果,与实际试模结果保持了高度吻合,表明基于CAD模面的全工序成形模拟技术能够有效指导产品质量控制及模具设计。
