基于光电传感器的模具废料监测系统设计
2021-05-06李丽芳罗家兵
李丽芳,罗家兵,陈 阳
(上汽通用汽车有限公司,上海 201208)
0 引 言
某车间的自动化冲压生产线生产前门外板时,废料线堵塞。经排查,发生堵塞的原因是废料长度超过了废料线的运载极限。前门外板的废料分为二级,首先整体切下,废料长度约1 500 mm,为一级废料;因废料线运载能力为700 mm,需再将废料分段切开成二级废料,如图1所示。该前门外板修边模上模完成切断回退过程中将二级废料带起,导致废料滑落不顺畅,将一级废料垫偏。垫偏的一级废料不断堆积,将挡杆挤断,一级废料没有经过分段切开直接掉入废料坑。

图1 前门外板废料
赵丹等利用Admas软件进行运动仿真模拟,提前预测可能存在的废料滑落不畅问题[1]。彭本栋在模具设计阶段利用DynaForm软件模拟了汽车翼子板修边废料下滑过程中的状态,提前识别废料下滑不畅的风险点,针对问题点优化了修边工艺方案,保证废料下滑顺畅[2]。张应生针对冲模废料滑落问题,结合理论分析及现场实际状态进行深入研究,针对模具典型位置,从前期工艺结构设计方面进行解析,提出解决方案,在模具设计初期预防废料滑落不畅的问题[3]。何述平等设计了微型摄像头配合光电传感器对废料滑槽进行监测的检测系统[4]。唐士东等在模具左右侧、上下侧各设置1组光电传感器,通过PLC编程实现废料滑道的动态监控[5]。
上述前3项研究都是项目前期对废料运动进行分析,没有考虑模具现场的实际情况。第4项研究使用了微型摄像头,成本过高。最后一项研究使用了2组传感器,但大多数模具不具备在上、下侧安装光电传感器的条件,且上、下侧安装的光电传感器在模具边缘处,无法监测到模具内部的堵料情况。在修边模上安装1组光电传感器增加监测废料,在堵料早期发现并处理,避免废料堆叠引起的模具损坏。研究结果表明,该废料监测系统可及时识别堵料状态的信号,并将信号反馈给冲压生产线,冲压生产线接收到异常信号后停机,以便车间人员及时采取措施。
1 光电传感器
光电传感器是一种从发射器发射可视光线、红外线等,并通过接收器接收检测物体反射的光或识别遮光量的变化,从而获取输出信号的仪器。
光电传感器由发射器的发光元件发光,并由接收器的受光元件接收光,主要有以下3种类型(见图2):①反射型:发光元件和受光元件内置于1个传感器放大器内,接收来自检测物体的反射光;②透过型:发射器与接收器分离,当检测物体进入发射器与接收器之间,发射器的光将被遮挡;③回归反射型:发光元件和受光元件内置于1个传感器放大器内,接收来自检测物体的反射光,经反光板反射,由受光元件接收光,检测物体时被遮光。

图2 光电传感器类型
检测的物体是模具废料,监测堵料和不堵料2种状态。从工作原理分析,可以使用透过型和回归反射型的光电传感器,但透过型的受光元件和发光元件要分开安装,需要2根连线,占用的安装空间较大,且安装精度要求较高,所以选择回归反射型的光电传感器,只需要1根连线。
2 模具废料监测系统的建立
2.1 修边模工作原理
以某前门外板为例,成形该零件需要4道工序,分别为拉深、修边、翻边、侧翻边,需在有4台设备的冲压生产线上生产,修边模放置在生产线的第2台设备上。压料板、上模刀块与上模安装于设备的上滑块上,废料刀、下模刀块与下模安装于工作台上。修边模开始工作前,上滑块上升一定距离,机械手将拉深后的零件放在下模刀块上。上滑块下降一定距离后,压料板将零件压住,上滑块向下运动,上模刀块和下模刀块共同作用将外圈废料切除。上滑块继续向下运动,上模刀块和废料刀共同作用将外圈废料切成几段。小段废料沿模具滑道滑到废料坑的废料线上,废料线将废料运送到指定地点。
2.2 选择监测点
废料只经过滑道,监测点只有设置在滑道周边才有效。从工作原理分析,高度方向和水平方向都可以实现监测,且高度方向可选择的监测点范围大,在废料面积范围内都可选择。但选择高度方向时,发射/接受器和反射器其中之一需安装在上模,另一个安装在废料滑道的背部,废料滑道需要钻孔,光电传感器才能发挥作用。每个零件的废料形状不同,即使同一个零件,不同位置的废料形状也不同,废料在滑出过程中容易卡在孔处发生堵料。
最终选定水平方向,将发射/接受器安装在滑道的一侧,反射器安装在滑道的另一侧,且与发射/接受器同轴,安装位置尽可能在里面及下方,扩大光电传感器作用范围,如图3所示。
2.3 建立监测系统
依据光电传感器的信号控制冲压生产线的动作,在模具与设备之间建立监测系统,如图4所示。监测系统的工作原理如图5所示。光电传感器将监测到的堵料状态信号传给模具接线盒,接线盒将接收到的堵料状态信号、其他传感器监测的信号、零件号、模具号等信息传给冲压生产线,可编程逻辑控制器依据预先设定好的程序校对各种信号信息。信号正确则冲压生产线正常运行,信号错误则发生错误的设备会报警,工人通过人机界面查询错误的细节信息并采取相关措施。

图5 监测系统工作原理
3 试验分析
模具中废料顺利流入废料坑,光电传感器反馈绿色信号给冲压生产线,冲压生产线正常工作;模具中废料堵在模具滑道上,光电传感器反馈红色信号给冲压生产线,冲压生产线停止工作,如图6所示。因为废料滑落需要时间,上模完成修边上升一段距离后,废料才会掉入废料坑,所以光电传感器需设置延时功能,即上模完成修边上升3~5 s以后,光电传感器才将废料状态信号传给设备。
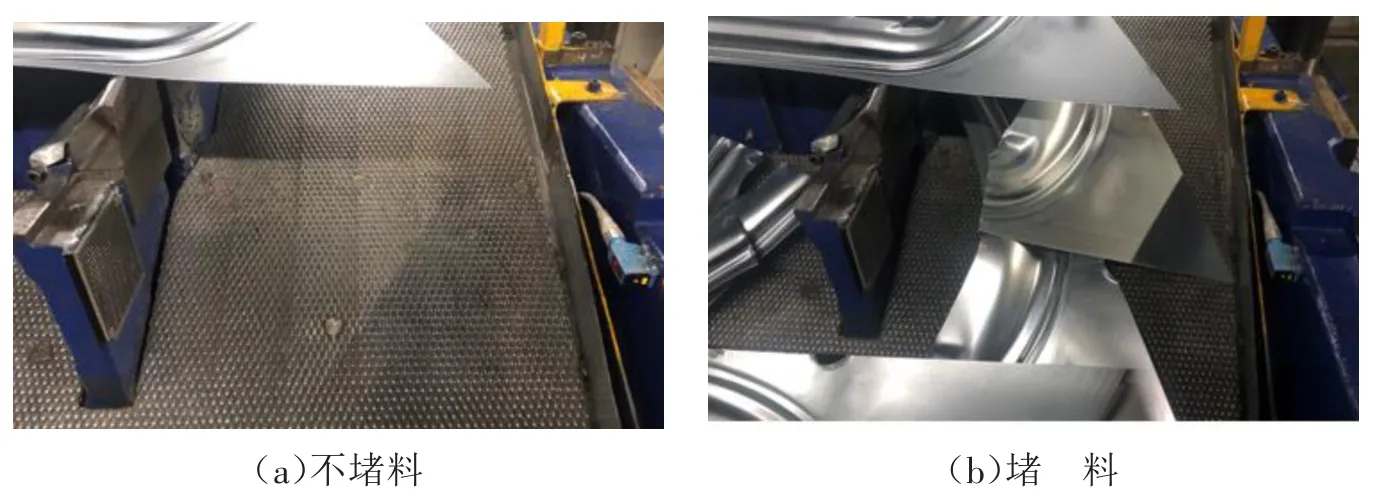
图6 现场应用
4 结束语
采用光电传感器建立的废料状态监测系统可监测到冲模废料状态,解决了目前难以提前发现的模具中废料堵塞问题,减少了模具因为堵料造成刀口崩刃的维修成本,避免在线维修模具导致的停机,目前该监测系统已在多副模具上实施。
