木质素与咖啡壳粉制备木塑复合材料的性能研究
2021-05-03李方方徐志伟张晓媛
李方方 徐志伟 张晓媛 罗 蓓 秦 磊 夏 炎
(西南林业大学材料科学与工程学院,云南 昆明 650233)
木塑复合材料(WPC)主要是指热塑性树脂如聚乙烯(PE)、聚丙稀(PP)等与木纤维在熔融温度下经过处理复合而成的一类高性能、高附加值的新型复合材料,能有效地缓解森林资源匮乏、木材供应紧缺的矛盾,是极具发展前途的绿色环保材料[1-3]。但因木塑复合材料中含有一定数量的木纤维,长期用于户外时,易受使用环境中真菌、细菌等微生物的影响而导致霉变、腐朽[4-5],劣化后塑料对纤维的包裹作用变小,木纤维受真菌侵蚀的情况下会变严重。Islam等[6]、Cheng等[7]研究在野外土壤中的WPC上不仅发现了霉菌,同时也分离得到了白腐菌和褐腐菌。Mankowski等[8]、Pendleton等[9]也发现在地面接触的木塑复合材料会因为真菌或其他生物导致腐朽,在木粉含量高的木塑复合材料中发生了明显的腐朽现象。木质素是自然界中最丰富的聚芳香类天然高分子物质,主要来源于造纸工业,凭借其分子中含有诸多官能团(如羟基、羰基、羧基、甲氧基),具有阻燃、抗菌、热稳定等特性,且价格低廉,无毒、可再生,被认为是一类极具潜力的重要资源,在材料领域中备受关注[10-13]。由于木质素具有较多稳定的苯环结构,自身具有抗菌性,能够提高复合材料的生物耐久性和热稳定性,有学者通过研究发现加入木质素的塑料抗菌性明显高于普通塑料[14-17],同时也有研究表明,木质素的添加能够明显提高塑料的力学性能[13-14,18]。因此本研究在木塑复合材料的制备中,加入木质素是期望能够提高木塑复合材料的力学性能,并改善其抗菌性能。
云南省咖啡的种植面积占全国咖啡种植面积的98%,咖啡壳作为咖啡行业的副产物之一没有得到高效的利用,除了少部分用于生物吸附剂、肥料、木炭燃料外[19-20],大部分被当作废弃物丢弃,既浪费资源又污染生态环境。将咖啡壳粉作为一种植物纤维材料,与木粉相比成本可以大幅度降低,并且对于云南省木塑复合材料生产企业运输方便,具有可行的应用前景。因此研究其是否可以替代木粉作为原料之一制备木塑复合材料,不仅可以有效地利用资源,还可以节约生产成本。本研究利用木质素、咖啡壳粉共同作为原料与塑料熔融共混制备木塑复合材料,研究了木质素、咖啡壳粉含量变化对复合材料多项性能的影响,讨论木质素、咖啡壳粉在木塑复合材料工业中应用的可能性,一是为了探索木质素的加入是否能够提高复合材料的耐菌性能,另外也考察了咖啡壳粉能否取代木粉制备木塑复合材降低生产成本,旨在为造纸工业副产物木质素、咖啡工业副产物咖啡壳的综合高效利用提供依据,并为木塑复合材料生物耐久性的研究提供参考依据。
1 材料与方法
1.1 实验材料
碱木质素(500目过滤后的固体粉末),咖啡壳粉(500目),高密度聚乙烯(HDPE,0.90~0.96 g/cm3),桉木粉(60目),相容剂为马来酸酐接枝聚乙烯(MAPE),填料为碳酸钙粉,润滑剂为石蜡,分散剂为硬脂酸。
1.2 实验设置
将木质素放在GZX-GF101-3-BS-Ⅱ/H型电热恒温鼓风干燥箱(上海跃进医疗器械有限公司,中国)中55 ℃下干燥24 h,咖啡壳粉、桉木粉在105 ℃下干燥4 h。先将HDPE、咖啡壳粉、木质素、桉木粉、MAPE和助剂在JKF型高速混合机(瑞安市瑞川电器有限公司,中国)中混合20 min,转速1 000 r/min,在YE2-112-4型双螺杆挤出机(苏州德能电机股份有限公司,中国)中熔融混炼,1区至7区温度分别为90、180、185、185、185、180、165 ℃,喂料转速为6 r/min,主机转速为60 r/min;在YE2-802-6型切粒机(泰州市腾跃电机有限公司,中国)中切粒,转速为20 r/min,在160B型对辊机(沪南橡胶机械配件厂,中国)中热压挤出,辊距为1 mm,辊筒温度为170 ℃,最后在XLB-D-400×400×10型平板硫化机(上海第一橡胶机械厂,中国)中热压成型,热压温度为170 ℃,加热预压时间为6 min,加压时间为2 min,加压压力为5~8 MPa。
实验设置如表1所示,Ⅰ组中没有添加咖啡壳粉,仅添加木质素,是由木质素、桉木粉与HDPE等制备的木塑复合材,通过木质素含量为零的T1试验进行对比,判断木质素的加入对WPC的影响;Ⅱ组中加入了咖啡壳粉,由木质素、咖啡壳粉、桉木粉与HDPE等制备的木塑复合材;Ⅲ组中不含木粉,只由木质素、咖啡壳粉、HDPE等制备木塑复合材。其中Ⅰ组与Ⅱ组“的对比可以用来分析咖啡壳粉的加入对木塑复合材料的影响。与Ⅰ、Ⅱ组对比,Ⅲ组中不含桉木粉,以探索咖啡壳粉能否替代木粉,作为主要原料用于木塑复合材料的制备。
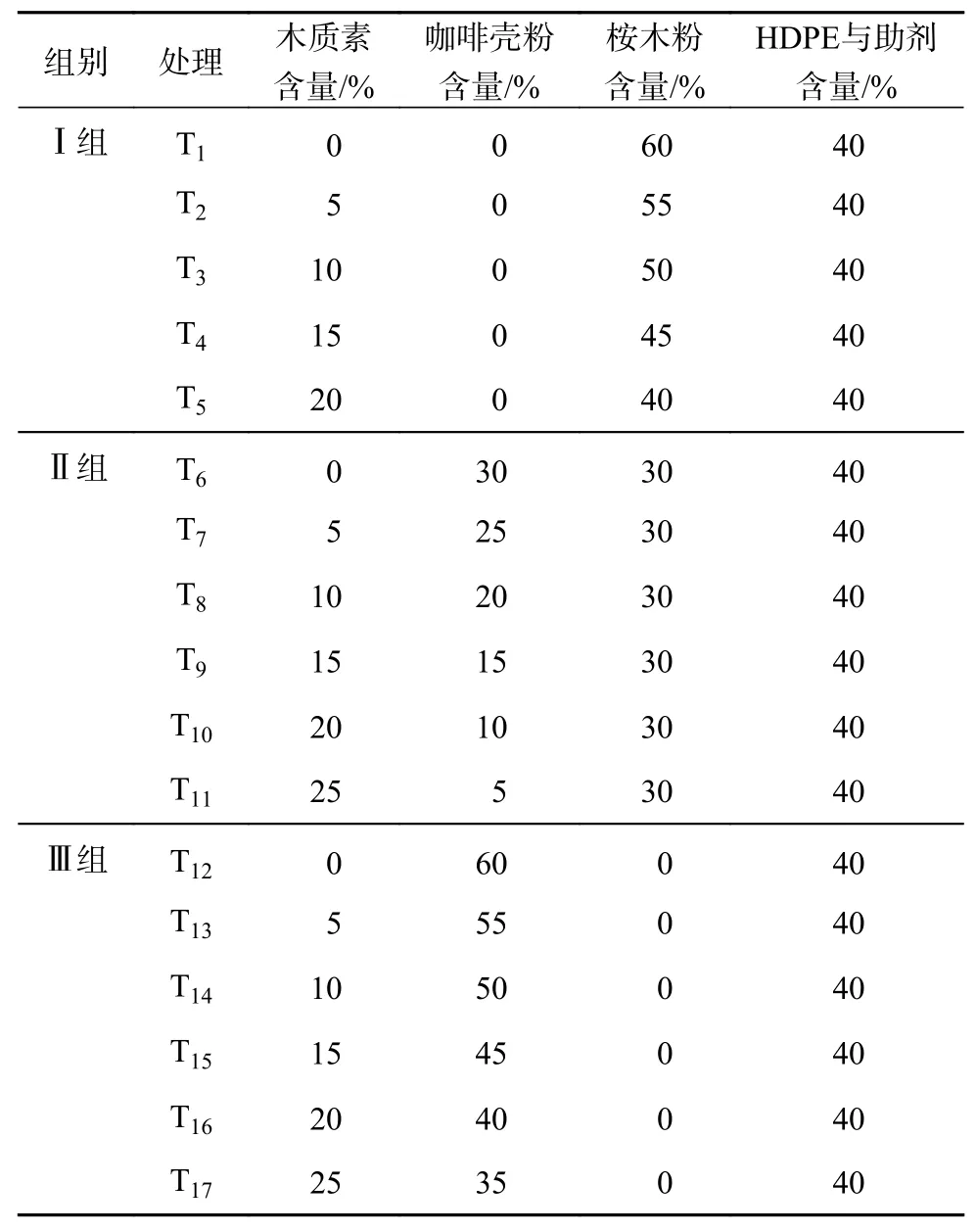
表 1 实验设置Table 1 Experimental formulas
1.3 指标测试方法
1.3.1 咖啡壳粉、木粉的化学组分分析
采用美国可再生能源实验室的方法[21]对咖啡壳粉、桉木粉进行全组分分析,测定咖啡壳粉、桉木粉中纤维素、半纤维素、木质素、灰分及苯醇抽提物的含量,分析比较了2种原料主要组要化学成分的差异[22]。
1.3.2 WPC力学性能、吸水性能的测定
按照GB/T 9341—2008[23]测试弯曲性能,按照GB/T 1040.1—2018[24]测试拉伸性能,按照GB/T 1043—1993[25]测试冲击性能。24 h吸水率与吸水厚度膨胀率按GB/T 17657—2013[26]规定的试验条件测定。力学性能、吸水性能每组的测试试样数均为5个,计算结果取平均值。
1.3.3 WPC热学性质、耐腐性能的测定
采用TM3000型扫描电子显微镜(天美科学仪器有限公司,中国)观察断面形貌,将样品在-18 ℃折断截取断面,观察1 000倍的断面形貌。采用DMA+300型动态热机械分析仪(DMA)(Metravib,法国)、DSC 204 F1型差示扫描量热仪(DSC)(Netzsch,德国)对WPC进行热学性质的分析。此外,按照国家标准GB/T 13942.1—2009[27]对WPC试件进行12周的室内腐朽实验,测定腐朽后WPC的质量损失率,简称为失质率,并观察表面微观形貌特征的变化,试验菌种为密粘褶菌(Gloeophyllum trabeum,简称G.t),腐朽实验中,将既无木质素也无咖啡壳粉的WPC试件作为对照试件,通过其在G.t作用下腐朽12周后的腐朽程度,分析判别3组WPC试件的抗菌性能。
2 结果与分析
2.1 咖啡壳粉、桉木粉的成分分析
由表2可知,咖啡壳粉主要化学成分与木粉接近,并无显著的差异,是一种植物纤维原料,可以作为木质原料用来制备木塑复合材料,但能否替代或部分替代木粉,还需要依据产品的性能来进行评价。因此,本研究还需要对力学性能、吸水性能等指标进行进一步的测定与评价。

表 2 咖啡壳粉与桉木粉的成分分析Table 2 Ingredients analysis of coffee shell powder and eucalyptus powder %
2.2 木质素与咖啡壳粉对木塑复合材料力学及吸水性能的影响
由图1可知,对于Ⅰ组仅添加木质素制备的WPC,与木质素含量为零的T1试验相比,木质素加入后,静曲强度随木质素含量的增加呈现先增加后降低的趋势。相比之下,Ⅱ组与Ⅲ组的静曲强度均高于没有添加咖啡壳粉的Ⅰ组,这是由于咖啡壳粉比木粉颗粒更细,制备木塑复合材时能够与其他各组分形成更为致密的结构,此外,静曲强度呈现出随木质素含量增加先增加后下降的趋势,这是因为随着含量增加,木质素易发生自身团聚使其与HDPE界面结合性下降,导致木塑复合材料的强度下降。

图 1 静曲强度与木质素含量的关系Fig. 1 Relationship between lignin contents with bending intensity of WPC
由图2可知,拉伸强度方面,不含桉木粉的Ⅲ组拉伸强度高于另外两组,并且Ⅰ组与Ⅱ组的拉伸强度均呈现出随木质素含量增加先增加后下降的趋势,这是由于木质素含量增加易发生自身团聚,使其与HDPE界面结合性下降,导致拉伸强度下降。由图3可知,冲击强度方面,Ⅱ组与Ⅲ组的冲击强度均高于没有添加咖啡壳粉的Ⅰ组,这是由于粒径更小的咖啡壳粉加入后,各组分间结合更为紧密,相互作用增强,使得复合材料的界面结合力大大增强,宏观上表现为复合材料的力学性能的提高。同时还可以观察到冲击强度随木质素含量的增加则表现出增长的趋势,这可能是因为在WPC制备中添加MAPE中的极性酸酐键与木质素羟基酯化或形成氢键,非极性聚乙烯链段与HDPE基体相似相容,增强两者的结合力,起到“桥梁”作用促使木质素与HDPE的相容与联结。而木质素具有空间网状结构,在受到外力冲击时,网状结构可以向周围传递应力集中的情况,从而吸收能量,因此冲击强度得到了提高[14,28-29]。
根据国家标准GB/T 24137—2009[30]中对静曲强度平均值需要大于20 MPa,3组试件的静曲强度均能达到并高于国家标准。在木质素含量为20%时,Ⅲ组与Ⅰ组相比,静曲强度可以提高49.31%,冲击强度也提高了16.62%。因此,加入咖啡壳粉,可以使力学强度得到显著的改善,这应该是因为咖啡壳粉与木粉相比粉末极细、粒径极小,在添加到木塑复合材料体系中后,可以减少填料之间的空隙或孔洞,木质素、咖啡壳粉与HDPE的相互作用也会增强,木塑复合材料内部更加密实,界面结合性提高,因此静曲强度、拉伸强度、冲击强度均得到提高。因此力学性能得到提高[31-33],同时吸水性能也得以改善[34]。此外,不含木粉的Ⅲ组与含有木粉的Ⅱ组相比,静曲强度也可以提高15.30%,拉伸强度提高了24.13%,冲击强度也提高了13.83%。证明咖啡壳粉可以替代木粉制备木塑复合材料,并且力学强度能够得到改善。

图 2 拉伸强度与木质素含量的关系Fig. 2 Relationship between lignin contents with tensile strengh of WPC
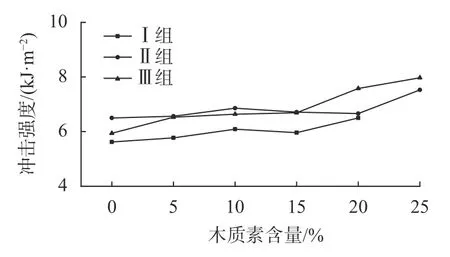
图 3 冲击强度与木质素含量的关系Fig. 3 Relationship between lignin contents with impact strengh of WPC
由图4可知,与Ⅰ组仅添加木质素制备的WPC相比,Ⅱ组与Ⅲ组WPC试件的吸水性更低,尤其是不含木粉的Ⅲ组,在木质素含量为15%,咖啡壳粉含量为45%时,吸水性最小,可见咖啡壳粉的加入进一步降低了木塑复合材料的吸水性能。根据国家标准GB/T 24137—2009[30]中吸水厚度膨胀率小等于0.5%的要求,Ⅲ组在木质素含量为15%时,吸水厚度膨胀率为0.41%,满足国家标准要求,木质素含量为20%时,吸水厚度膨胀率为0.52%,虽然超出标准要求,但比较接近。
综上所述,可以看出在木质素添加量为15%、20%,咖啡壳粉为45%、40%,并且不含木粉的条件下,制备出的木塑复合材料综合性能较佳。
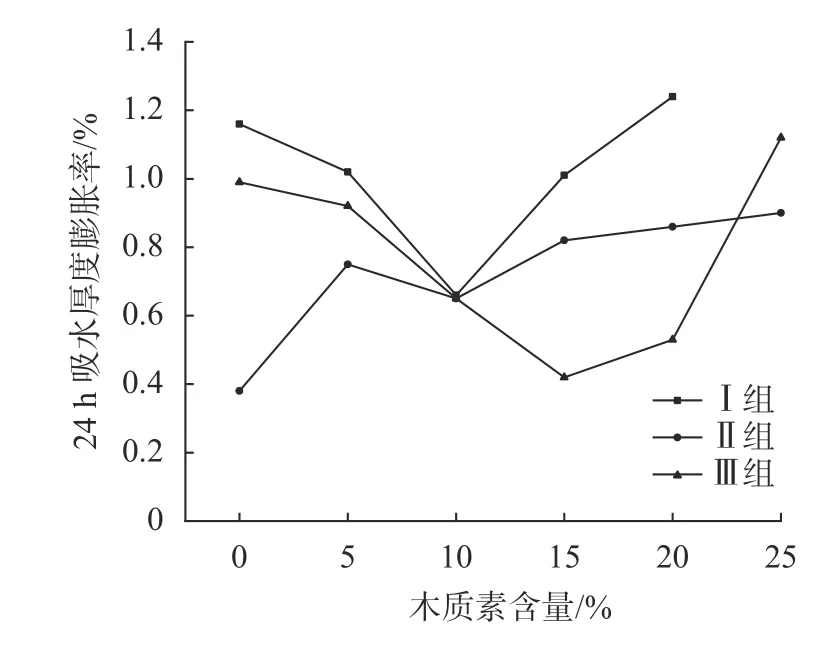
图 4 24 h吸水厚度膨胀率与木质素含量的关系Fig. 4 Relationship between lignin contents with water absorption properties of WPC in 24 hours
2.3 木塑复合材料热分析
由图5可知,与Ⅰ组相比,Ⅱ组与Ⅲ组的储能模量提高,尤其是不含木粉的Ⅲ组,反映出咖啡壳粉替代木粉加入到复合材料体系中后,由于咖啡壳粉的粒径远小于桉木粉,加入后与木质素、HDPE等结合更为紧密,相互作用更强,加强了复合材料内部分子间的缠结作用,使界面结合作用增强,聚合物基体分子链运动受阻,从而导致WPC试件松弛变慢,因此体现出更高的储能模量[35-39],反映出加入咖啡壳粉后木塑复合材料具有更高的抵抗外力破坏和抵抗变形的能力。图中还可以看到损耗角正切也出现提高的现象,这是由于反应材料粘弹性特征的损耗角正切得到提高所导致的,反映出加入咖啡壳粉的木塑复合材料对HDPE分子运动的禁锢作用更强,这与力学性能的测试结果相吻合[13,40-42]。因此可以通过动态热机械性能的分析,说明加入咖啡壳粉后,木塑复合材料各组分之间界面结合性能提升更高,从而使外力作用在材料上的应力在整个体系中更好的分散开来,使体系抵抗外力的能力更强,即材料的性能更加优异[43-44]。
由图6可知,添加木质素制备的WPC只有1个熔融峰值温度,说明木质素加入后与各组分有较好的相容性,木塑复合材料体系是完全混溶的,各组分之间没有发生分离,能够形成均一的体系。并且与Ⅰ组仅添加木质素制备的WPC相比,Ⅱ组与Ⅲ组的熔融峰值温度略微升高,这是由于粒径更小的咖啡壳粉加入后各组分的分布更均匀,彼此间结合更为紧密,相互作用增强,使复合材料内部分子缠结加剧,阻碍了分子链移动,HDPE分子链的运动受到约束的程度也有所增大,因此熔融温度也相应升高。热稳定性的提高也反映出咖啡壳粉的加入增加了复合材料内部的结合力[10,38,45-49]。
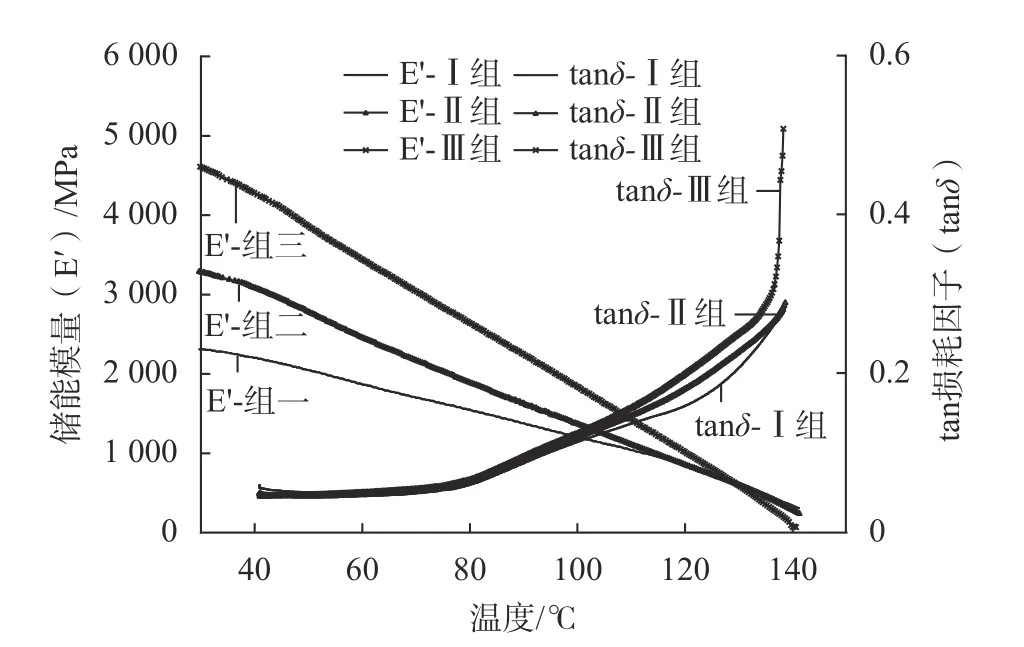
图 5 木塑复合材料的储能模量与损耗因子曲线Fig. 5 DMA curves of storage modulus and tanδ
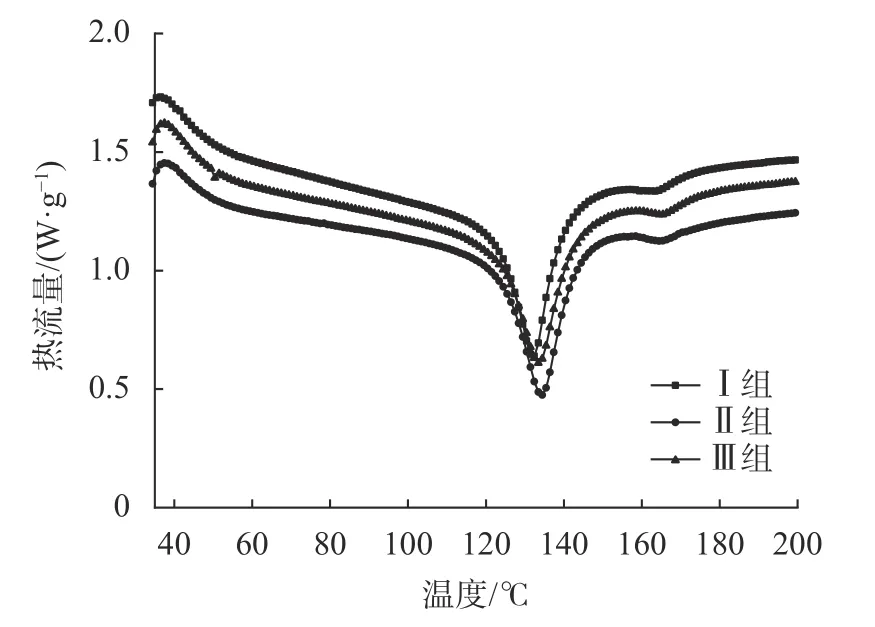
图 6 木塑复合材料的DSC曲线Fig. 6 DSC curves of WPC
通过对木塑复合材料热分析的研究表明,可以得出相比仅添加木质素制备的WPC,加入咖啡壳粉所制备WPC的界面结合性更好,力学性能也更好的结论。
2.4 木塑复合材料断面的微观形貌观察
由图7可知,Ⅰ组的断面明显能观察到颗粒被拔出后的孔洞,反映出试件在外力作用下发生了“界面破坏”,力学性能不强。Ⅱ组与Ⅲ组的断面中空隙与孔洞明显减少,WPC的断面均匀、致密,木质原料被拔断现象明显,反映出复合材料在外力的作用下,不容易发生分离,断面发生“基体破坏”,说明加入咖啡壳粉后,木塑复合材料的材质密实,应力集中点少,传递应力更均匀,WPC各组分间的结合得到较为明显的改善,这与前面力学、热学性质的分析结果一致,因而制备的WPC的力学性能也得到了得到提高。
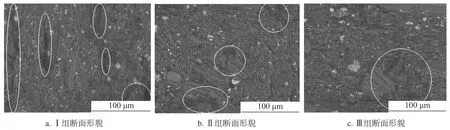
图 7 木塑复合材料断面形貌观察Fig. 7 Observation on fracture surface of WPC
由图8可知,在G.t作用下腐朽12周后,在没有添加木质素与咖啡壳粉的对照组WPC试件表面上布满了腐朽真菌。在Ⅰ组仅添加木质素制备的WPC表面上可以观察到腐朽真菌,并且能观察到较大裂缝,但整体的腐朽情况要好于对照组。相比之下,在图8c~d中,Ⅱ组与Ⅲ组的表面上虽然可以看到腐朽真菌,但整体较少,并且没有明显的裂缝或孔隙。这是因为,由于咖啡壳粉与木粉相比粒径极小,木质素、咖啡壳粉与HDPE之间的结合更为紧密,因此复合材料内部结构更为致密、空隙更少,所以对真菌的侵蚀具有更好的抵抗性。此外,木质素在木材中被称为“生物抗降解屏障”,具有一定的抗菌性,对复合材料的抗菌性能也起到一定的提高作用。
3 结论与讨论
咖啡壳粉主要化学成分与木粉差异不大,是一种可以用来制备木塑复合材料的木质原料。3组试件的静曲强度均达到并高于国家标准的要求。仅加入木质素制备的WPC,静曲强度与拉伸强度均随木质素含量的增加呈现先增加后降低的趋势。相比之下,加入木质素、咖啡壳粉制备的WPC,由于各组分间结合更为紧密,界面结合作用增强,制备的木塑复合材料内部更加密实,体现出更高的力学性能、储能模量,以及更低的吸水性能,木塑复合材料整体性能得到较为理想的改善。木质素含量为15%时,吸水厚度膨胀率满足国家标准要求,木质素含量为20%时,超出标准要求但比较接近。与不含木质素与咖啡壳粉的WPC相比,添加木质素后WPC抗菌性得到一定提高,并且与仅加入木质素制备的WPC相比,加入木质素、咖啡壳粉制备的WPC体现出更好的耐腐性,应该是因为颗粒更细的咖啡壳粉加入后,复合材料内部结构更为致密均匀,界面结合得到改善,并且木质素具一定的抗菌性,因此复合材料对真菌的侵蚀具有了更好的抵抗性。综合考虑木塑复合材料的多项指标,在木质素添加量为15%,咖啡壳粉为45%时,制得的木塑复合材料综合性能最佳。
