YB65型条盒包装机异型包装改进
2021-04-24卢洪林陈涛刘翔肖华宇
卢洪林,陈涛,刘翔,肖华宇
红云红河烟草(集团)有限责任公司昆明卷烟厂,昆明市五华区红锦路366号650202
卷烟异型包装与常规包装在形式上存在较大差异,现有包装设备无法满足异型包装需求[1],在生产中大多采用人工方式进行包装,因此存在包装成本高、物料消耗大、供货周期长等问题。针对此,近年来已研制了双铝包、保润保香、12支装、5支装、罐装、全开式、“中华”(双中支)等卷烟异型包装设备;苏琦等[2]解决了YB418型双铝包异型包装机因包装工艺变化,而导致的内衬纸切割装置不匹配等问题;韩建夫[3]通过更换专用件、调整零件安装位置、改进传动机构,将国产ZB45型四角硬盒包装机改造为中细支卷烟圆角硬盒包装机。但对于传统或已淘汰包装设备进行卷烟异型包装改进则研究较少。YB65型条盒包装机是意大利GD公司PACK(CT)机型的国产化卷烟包装设备,是20世纪90年代的主流机型之一,其结构简单,可扩展性强,能够适应目前通用的美式、欧式条盒纸的包装生产。“云烟(百味人生)”是红云红河烟草(集团)有限责任公司推出的一款中高档卷烟,为便于运输、陈列和携带,“云烟(百味人生)”烟盒采用的是立式包裹成型方式[4-5],烟盒和条盒分别采用“天地盖式”和“硬肩上翻盖式”硬盒包装,属于异型包装。为此,以“云烟(百味人生)”卷烟异型包装为对象,基于YB65型条盒包装机进行立式包装改进,以期满足卷烟异型包装自动化生产需求。
1 问题分析
“云烟(百味人生)”烟盒采用带有加强筋的条盒纸进行包装,可有效增加条盒纸强度,优化条盒包裹成型质量,避免包裹后条盒出现表面塌陷和BOPP膜褶皱等质量问题。由图1可见,与传统条盒纸相比,加强筋条盒纸的涂胶位置和预折压痕较多,增加了折叠成型的执行工序,延长了条盒纸输送和折叠成型路径,因此无法采用传统包装机进行生产。而采用人工包装则存在生产成本高、物料消耗大、供货周期长、效率低等问题,影响异型烟的批量生产。

图1 传统条盒纸与加强筋条盒纸对比Fig.1 Comparison between traditional hard carton blank and stiffener hard carton blank
2 改进方法
2.1 系统结构
改进后YB65包装机由条盒纸暂存和供料装置(Ⅰ)、烟盒输入装置(Ⅱ)、条盒纸折叠成型装置(Ⅲ)、条盒封签自动贴标装置(Ⅳ)共4部分组成,见图2。其中,条盒纸暂存和供料装置包括机架、条盒纸料库、条盒纸、同步齿形带、折叠机构等部件;烟盒输入装置包括烟盒输送通道、烟盒提升机构、传动系统等部件;条盒纸折叠成型装置包括原机主体机架、下纸机构、电子涂胶系统、折叠推杆、折叠模盒、反向推杆、传动系统等部件;条盒封签自动贴标装置包括贴标装置机架、封签松卷机构、回收机构、贴标机构、伺服电机等部件。
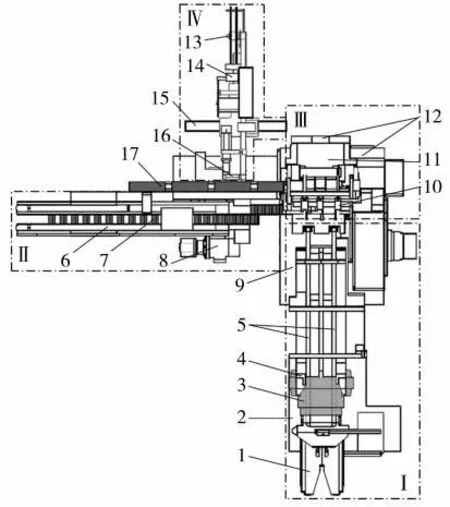
图2 改进后YB65型条盒包装机示意图Fig.2 Schematic diagram of YB65 cartoner after modification
2.2 条盒纸暂存和供料装置
改进前YB65包装机条盒纸料库与下纸机构相连,条盒纸被拾取后直接由滚轮输送至下纸机构[6],但加强筋条盒纸需要预留加强筋涂胶和折叠工位。考虑到人机关系以及机械系统总体布置要求[7],以成年男性身高175 cm为标准,为方便条盒纸补充以及对涂胶位置清洁维护,将条盒纸料库布置在低位,见图3。条盒纸暂存和供料装置具有条盒纸叠缓存、拾取和折叠输送功能,还可将条盒纸盒盖两侧边的加强筋预折成型,并将条盒纸输送至YB65包装机的下纸机构。
2.2.1 条盒纸供料机构
改进后条盒纸料库布置在低位,原条盒纸供料机构无法正常使用,需要对其进行重新设计。改进后条盒纸供料机构由盘式凸轮驱动连杆和气缸从条盒纸料库中拾取条盒纸并释放在提升皮带上。图4中凸轮通过摆杆驱动气缸摆动,在拾取条盒纸时,摆杆摆动的同时气缸推动气缸杆动作,摆杆摆动至拾取工位,由气缸杆末端的负压风吸嘴实现条盒纸的拾取。携带条盒纸的摆杆摆动至释放工位后,释放的条盒纸被凸耳带携带并提升。

图3 改进前后条盒纸暂存和供料装置示意图Fig.3 Carton blank storing and feeding device before and after modification
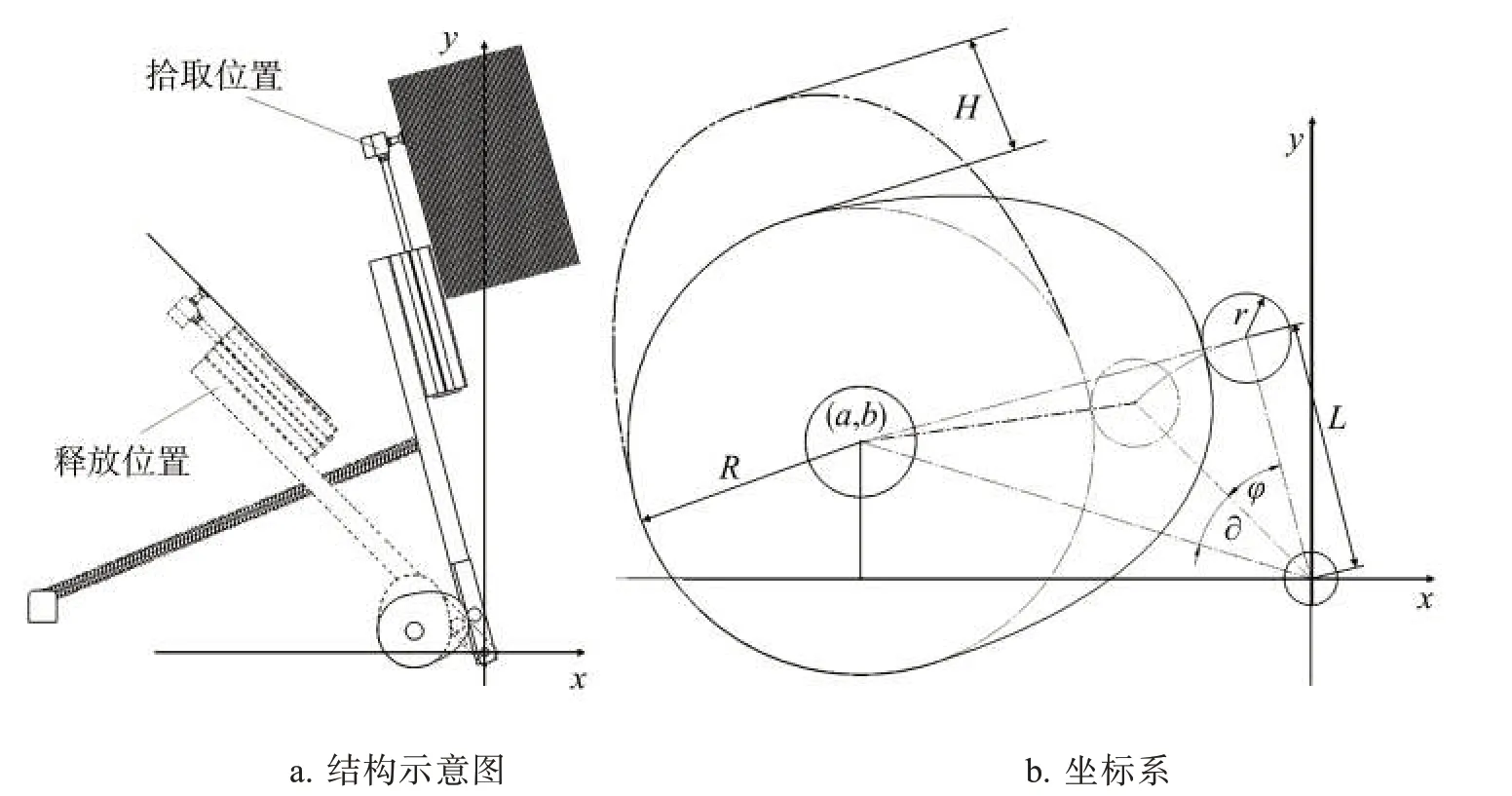
图4 条盒纸供料机构结构示意图及坐标系Fig.4 Structure diagram and coordinate system of carton blank feeding mechanism
以摆杆摆动轴的圆心为原点建立坐标系(图4),可确定凸轮最大工作行程H与摆角φ之间的几何关系。在凸轮近休止程位置,根据余弦定理,可以得到夹角∂与凸轮基圆圆心坐标之间的几何关系:

在凸轮远休止程位置,可以得到凸轮工作行程H与滚子圆心到坐标原点的距离L和夹角(∂+φ)的几何关系:

式中:H为凸轮最大有效工作行程,mm;L为摆杆上凸轮滚子圆心离坐标原点的距离,mm;∂为凸轮近休止程位置滚子圆心、凸轮轴心相对于坐标原点的夹角,(°);φ为摆杆的摆动角度,φ=30°时,摆动范围为105°~135°;R为凸轮基圆半径,mm;r为滚子半径,mm;a和b分别为设定的凸轮轴心相对于坐标原点的坐标值。
改进后条盒纸供料的设定速度为25张/min,因此凸轮休止时间为2.4 s。由于安装空间限制,选定凸轮基圆直径D=105 mm,滚子直径d=20 mm。凸轮的工况条件属于中速轻载,按照摆线运动规律设计凸轮轮廓曲线[8]。运用CamTrax插件模拟生成凸轮,拟合凸轮运动轨迹曲线,为保证条盒纸拾取稳定,设计4°位移夹角的远休止轮廓曲线[9]。
2.2.2 传动系统设计
改进后原机主传动系统不变,单独设计条盒纸供料机构的传动系统,见图5。该系统选用交流伺服电机(日本松下公司)作为主动力源,同时控制条盒纸拾取、释放和提升供料。电机输出轴通过同步皮带和齿轮系分别将动力传递给5个转轴,1#轴驱动条盒纸拾取、释放凸轮转动,同时通过同步带轮将动力传递给2#轴;2#轴驱动条盒纸提升输送同步皮带运动,同时通过齿轮系将动力传递给3#轴;3#轴驱动条盒纸输送上压辊转动,同时通过同步带轮将动力传递给4#轴;4#轴和5#轴为一对相对布置的转轴,驱动2对输送辊转动。
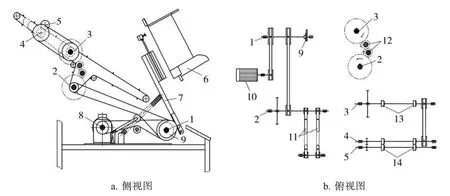
图5 改进后条盒纸供料机构传动系统示意图Fig.5 Schematic diagram of transmission system in carton blank feeder after modification
2.3 条盒纸折叠成型装置
2.3.1 第一折叠成型机构
第一折叠成型机构中采用热熔胶对条盒纸进行涂胶,涂胶方式为电子喷胶;采用气缸作为加强筋的折叠执行机构,气缸执行杆首先将纸边折叠为90°,在条盒纸提升输送过程中导板将纸边反折并压紧,完成条盒纸长侧边加强筋的折叠。
2.3.2 第二折叠成型机构
第二折叠成型机构中保留了原机条盒纸垂直输送和烟盒推送功能,并采用双层通道实现条盒的折叠成型。其中,下层通道完成条盒纸预折叠成型及烟盒组的初步包裹,上层通道完成盒盖折叠和关闭,利用烟盒推送路径即可完成条盒包裹成型的全部工序。
2.3.3 条盒纸预成型模盒
将条盒纸预折叠成型的模盒设计为“[]”型通道,在烟盒组推动条盒纸前进过程中利用该通道将条盒纸预折叠成“C”型。因此,在推杆推动烟盒组与条盒纸汇合过程中即可完成条盒纸初步折叠。此外,推杆后方安装了条盒缺包检测器,在烟盒到达检测区域后和条盒纸进入预折叠成型通道前检测是否缺包。
2.3.4 其他部件
条盒纸完成预折叠成型后,采用侧推杆推动条盒横向输送的同时完成两个侧边的折叠。此外,增加了条盒提升机构和回推机构,重新设计了条盒纸成型通道,通过提升和反向推送完成条盒盒盖的包裹成型。
2.4 条盒封签自动贴标装置
采用卷盘式不干胶条盒封签实现自动贴标近年来已有较多应用[10],但“云烟(百味人生)”的封签需要同时粘贴在盒盖开口处的侧面和底面,即同时实现侧面和底面两个垂直面的贴标动作,因此在条盒出口处新增了条盒封签自动贴标装置。该装置由调节支撑脚、支架、双作用气缸、贴标器、回收辊、释放辊、输送辊、橡胶辊等部件组成,见图6。
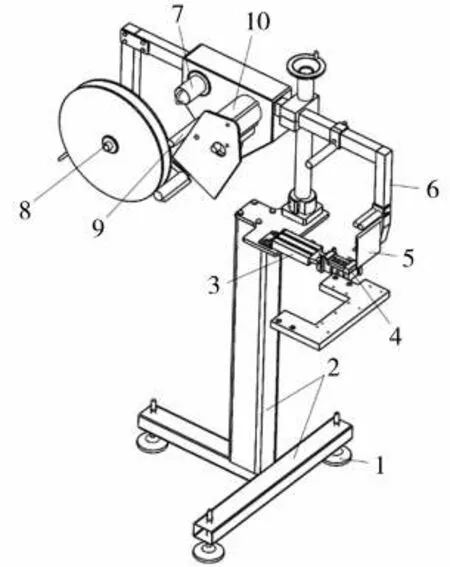
图6 条盒封签自动贴标装置结构示意图Fig.6 Structural diagram of automatic labeling device for cartons
贴标器是条盒封签自动贴标装置的关键部件,由负压风管、侧面贴标器、底面贴标器、机架、封签等部件组成,见图7。卷盘式不干胶封签10在通过刮板后实现封签与底带分离。调整定位螺母8使侧面贴标器4与底面贴标器5的端面保持在同一平面上,通过负压风管3形成负压腔,实现标签吸取功能。双作用气缸7推动贴标器向条盒方向运动,侧面贴标器4接触到条盒侧面后停止运动,封签在弹簧9的压力下完成侧面封签粘贴。此时,底面贴标器5的顶面与条盒底面保持较小间隙,底面贴标器5在双作用气缸7的推动下继续向前运动,完成底面封签粘贴。封签粘贴完成后,双作用气缸7向后运动,带动底面贴标器5退回到条盒侧面,侧面贴标器4在弹簧9的作用下与底面贴标器5的端面保持在同一平面上,共同恢复到原位。
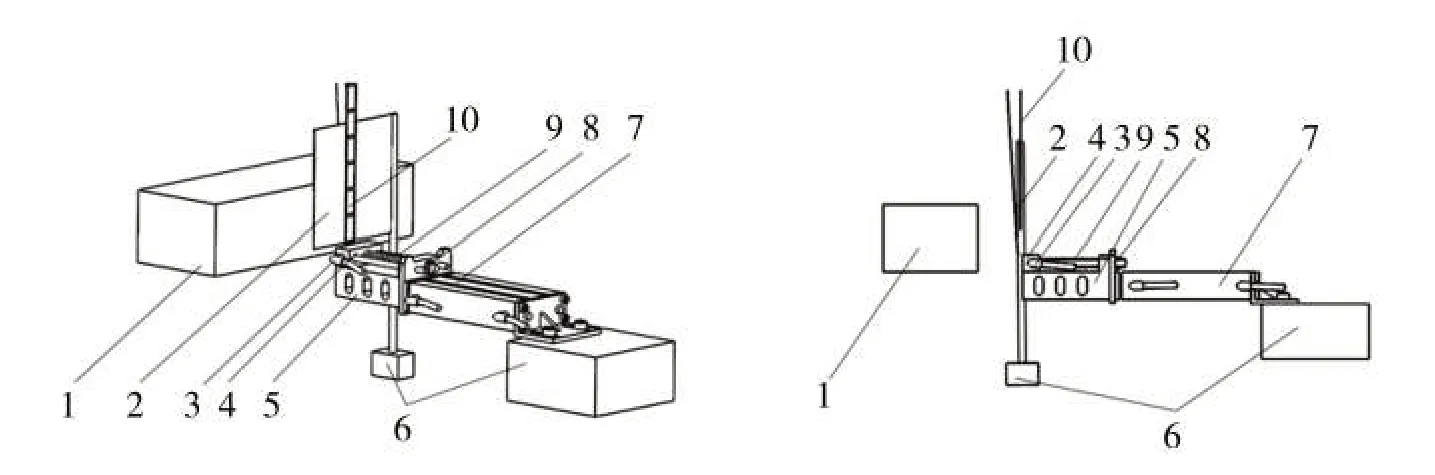
图7 贴标器结构示意图Fig.7 Structural diagram of labeling unit
2.5 工艺流程
改进后YB65型条盒包装机异型包装工艺流程见图8。进烟机构2提取烟盒1,将10个竖立的烟盒输送至进烟位置,由条盒纸料库供料的条盒纸4经下纸滚轮5送入预定位置。推杆3将烟盒组推入并与条盒纸汇合,条盒纸随烟盒一起往前运动,在折叠模盒6的作用下对条盒纸左右侧边(包括侧边上的加强筋)进行第1次折叠,再经过侧推折叠杆7将盒盖侧边上的加强筋完全折叠成型,实现对烟盒的初步包裹。在提升推杆8的作用下,烟盒组通过提升通道时将条盒纸折叠为“L”型,再通过反向推杆9的作用将整张条盒纸完全折叠成型。最后通过侧边推烟杆10将条盒推出折叠装置,在条盒推送输出过程中设置在输出通道一侧的自动贴标装置将封签粘贴在盒盖开口处,并在下一个工序完成封签侧边粘贴。
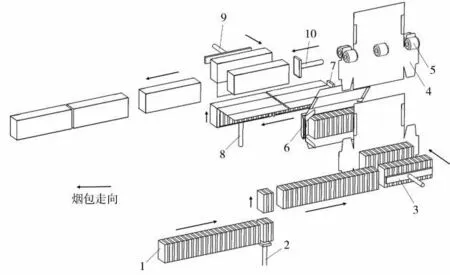
图8 改进后YB65型条盒包装机异型包装工艺流程图Fig.8 Process flow of special packaging format of rebuilt YB65 cartoner
3 应用效果
3.1 试验设计
材料:“云烟(百味人生)”未包裹透明纸的烟盒及条盒纸[由红云红河烟草(集团)有限责任公司昆明卷烟厂提供]。
设备:改进后YB65型条盒包装机,上游连接YB55烟盒透明纸包装机,下游连接YB95条盒透明纸包装机(由昆明卷烟厂改进)。
测试方法:成品烟盒由YB55包装机包裹透明纸后输送到YB65包装机,完成条盒纸包裹成型后,再输出到YB95包装机包裹条盒透明纸。生产速度为25条/min(250包/min),3名操作工单班次(8 h)连续作业,统计包装设备运行效率(机组实际产量/额定生产速度下的理论产量×100%)。设备运行时间不含设备日保养(0.5 h)和过程保养(共3次,每次≤5min)时间,连续统计5个工作日,并根据昆明卷烟厂质量检验标准对包装质量进行评定。
3.2 数据分析
由表1可见,3名操作工单班次(8 h)平均产量为34箱(1箱=5万支卷烟),而根据生产统计,10个操作工采用流水线作业方式,单班次(8 h)最大产量约为1.5箱,生产效率提高75倍以上,节省了人工成本。改进后设备平均运行效率78.0%,单班次平均累计停机时间43.8 min(不含停机保养时间),不合格产品剔除率0.17%,条盒成品包装与卷制质量得分98分,可满足企业质检标准要求。

表1 改进后YB65型条盒包装机运行情况Tab.1 Operation parameters of rebuilt YB65 cartoner
4 结论
对YB65型条盒包装机进行了异型包装改进,通过调整条盒纸料库位置,设计条盒纸供料机构及第一、第二折叠成型机构,增加条盒封签自动贴标装置,实现了异型条盒包装的机械化生产。以昆明卷烟厂生产的“云烟(百味人生)”为对象进行测试,结果表明:①改进后YB65包装机能够满足条盒纸拾取、释放、折叠及提升输送等功能,实现了异型条盒的立式包裹成型;②设备运行稳定,平均运行效率为78.0%,平均产量为34箱/班次,不合格产品剔除率为0.17%,累计停机时间为43.8 min/班次,条盒包装质量能够满足企业质检要求。但该设备仍存在运行效率偏低等问题,需进一步研究改进以提高生产效率。