基于动态压差的卷烟小盒密封度无损检测方法的建立
2021-04-24胡瑞林孙悦邱广阳王爽张齐孙淼林苗俏慎龙舞王乐鲁端峰李斌
胡瑞林,孙悦,邱广阳,王爽,张齐,孙淼,林苗俏,慎龙舞,王乐*,鲁端峰,李斌
1.中国烟草总公司郑州烟草研究院,郑州高新技术产业开发区枫杨街2号450001
2.龙岩烟草工业有限责任公司,福建省龙岩市新罗区乘风路1299号364021
3.中国科学院合肥物质科学研究院,合肥市蜀山区蜀山湖路350号230031
卷烟产品作为一种吸食性商品,对包装密封度要求较高,通常采用具有良好阻隔性能的烟用BOPP薄膜进行密封,防止卷烟吸潮霉变,避免卷烟香气向外流失[1-2]。因此,密封度的大小是评价卷烟包装质量的主要指标[3-4]。密封度差的卷烟产品在市场流通中,受环境影响较大,尤其在高温高湿或气候干燥地区,卷烟容易出现黄斑或干裂等问题,影响抽吸口感以及消费者体验[5-6]。烟草行业曾采用充气法[7]进行卷烟小盒密封度检测,该方法是将压缩空气注入小盒内,根据充气流量和小盒内外压力差计算得到密封度值。但因小盒内部充气压力不可控,且包装盒与BOPP薄膜间接触紧密,无法准确检测出BOPP薄膜是否破损。目前卷烟小盒密封度检测采用的是负压抽气水浸法[8],检测时将小盒打孔后置于测量室内,通过吸盘使小盒内部与外部环境相连,采用固定流量对测量室进行抽气,通过检测平衡时测量室的真空度来表征小盒密封度[9]。该方法重复性好,但需要破坏卷烟样品且耗时长。密封作为一种保证产品长期贮存品质的重要措施,在食品、医药和军工等行业广泛应用,但不同行业对产品密封性的要求不同。食品行业中传统检测方法包括充气法、水浸法和压差法[10]等,主要为破坏性检测方法,近年来超声波探伤[11]、激光散射成像[12]等无损检测手段也逐渐得到应用。因药品密封要求严格,医药行业中通常采用真空衰减、激光透射等方法检测西林瓶的密封性[13],利用高压技术检测无菌制品是否有针孔泄漏[14]等问题。军工、电子等精密器件大多采用气体质谱分析[15]等高灵敏度检测方法测量其密封性。此外,ASTM(美国材料试验协会)也制定了F2095压力衰减测漏法[16]、F2391氦气示踪法[17]等密封性检测标准。由于卷烟产品结构独特,上述密封度检测方法无法直接应用于烟草行业。为此,基于动态压差建立了一种卷烟小盒密封度检测方法,以期为实现卷烟小盒密封度快速、无损检测提供支持。
1 材料与方法
1.1 材料与仪器
国内主要牌号(规格)卷烟样品4种(HN,FJ,SH,JX);校准模具为实心铝块,根据不同规格卷烟样品尺寸制作,用于消除系统误差;标准样品为3个空心铝盒,根据卷烟常规硬盒尺寸制作,壁厚1 mm,正面中心打孔,泄漏孔直径分别为0.2,0.3和0.4 mm,用于验证检测方法的准确性。
PSTNE100型卷烟包装密封度检测仪(合肥众沃仪器技术有限公司);卷烟小盒密封度无损检测装置(中国烟草总公司郑州烟草研究院)。
1.2 检测原理
卷烟小盒密封度无损检测装置主要由负压发生系统、测量室、高精度压力传感器、压差数据采集系统等部分组成,见图1。通过计算机设置检测参数、采集数据并计算检测结果。检测时先将样品置于测量室内,通过计算机控制平衡舱体与测量室之间的电磁阀2打开(时间小于1 s)并迅速关闭,使测量室内瞬间形成一定负压。压力差使小盒内部的气体通过泄漏孔向测量室内运动,泄漏孔面积越大泄漏速率越快,通过监测测量室内压力随时间的变化规律即可计算出泄漏孔面积。
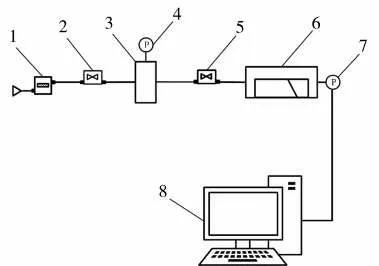
图1 小盒密封度无损检测装置结构示意图Fig.1 Schematic diagram of nondestructive detection device for airtightness of cigarette packet
如图2所示,小盒内外压力平衡前(即盒内压力P2>盒外压力P1时),小盒内部气体持续泄漏,此时泄漏孔直径D远大于气体分子平均自由程l(10-7~10-8m),分子在泄漏孔附近频繁碰撞,由于存在压力差气体分子向低压力方向运动,发生泄漏的物理条件符合流体力学中压力射流模型[18],气体逸出速度可根据伯努利方程计算确定[19]。
当小盒内外压力差(-4 000~-2 000 Pa)较小时,气体密度可视为常数。在图2中取1-1(泄漏孔)和2-2(小盒内部远离泄漏孔的平面)截面,忽略位能的影响,根据伯努利方程可得:

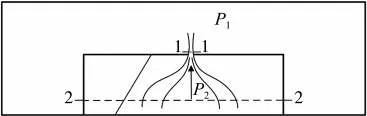
图2 测量室内小盒物理状态示意图Fig.2 Schematic diagram of physical state of cigarette packet in measuring chamber
式中:P2为盒内绝对压力,Pa;u2为截面2-2处气体流速,m/s;ρ为常温常压下空气密度,1.2 kg/m3;P1为盒外绝对压力,Pa;u1为截面1-1处气体流速,m/s。

式中:n为物质的量,mol;t为时间,s;m为质量,kg;M为常温常压下空气摩尔质量,29×10-3kg/mol;q为质量流量,m3/s;A为有效泄漏面积,即检测过程中气体通过的实际面积,m2;C0为孔流系数,0.61~0.62。
根据理想气体状态方程可得到压力与物质的量的关系,代入公式(2)得到:

式中:T为理想气体绝对温度,K;V1为小盒置于测量室内的盒外体积,m3;R为理想气体常数,8.314 J/(mol·K)。
根据由质量守恒方程得到的小盒盒内体积V2与盒外体积V1的关系,求解上述常微分方程,并代入初始条件。当t=0时,P1=P1,0,即p1=p1,0(为方便计算采用相对压力p1、p1,0表示,p1=P1-大气压力,p1,0=P1,0-大气压力),可得到盒外测量压力(相对压力)与时间的关系:

式中:p1为盒外测量压力,Pa;p1,0为盒外初始测量压力,Pa;pe为盒内外最终测量压力,Pa;V2为盒内体积,m3;C为引入系数,当检测条件不变时,C仅与有效泄漏面积A有关。
对公式(4)求导,并令导数等于0,可得到盒内外压力平衡时间te:

式中:te为盒内外压力平衡时间,s。
当盒外测量压力达到最大值并保持不变,即p1=pe时,检测时间最大值为te。由公式(6)可知,te与成正比,即与p1,0成反比,盒外初始测量压力越大te越小;te与C成反比,即与A成反比,A越大te越小,盒内外压力越能快速达到平衡。通过测量小盒内气体迁移过程中盒外压力变化,即可得到压力随时间变化曲线,见图3。结合数学模型(4),对压力变化曲线使用最小二乘法进行拟合得到引入系数C,带入公式(5)中,即可求出有效泄漏面积A,用于表征小盒密封度。
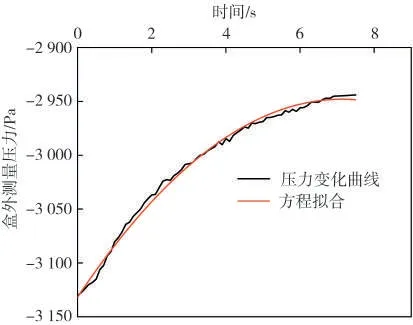
图3 盒外测量压力变化示意图Fig.3 Schematic diagram of pressure variation measured outside cigarette packet
2 结果与讨论
2.1 方法准确性评价
采用国标GB/T 6379.4—2006[20]的方法对无损检测法的精密度和正确度进行分析。先分别对已知泄漏面积的3个标准样品进行5次重复检测,结果(表1)显示3个标准样品测量结果的变异系数均小于2.5%,表明该方法精密度良好。再将测量面积与实际面积进行对比,结果(图4)显示标准样品测量面积平均值与实际面积的相对误差均小于1.1%。其中,0.2 mm孔测量面积与实际面积的相对偏差为1.697%,0.3 mm孔为1.413%,0.4 mm孔为1.920%,3个标准样品测量结果的符合度均较高,表明该方法具有良好的测量正确度。由此可见,本研究中所建立的小盒密封度无损检测法准确性良好。
2.2 关键参数对检测结果的影响
2.2.1 初始压力的影响
根据检测原理可知,检测结果仅与小盒泄漏面积有关,但在实际检测中因内外压力差会导致小盒变形,以及存在BOPP薄膜与包装盒之间紧密贴合等情况,可能会阻碍盒内空气向测量室中移动,使小盒有效泄漏面积受到压力的影响。分别设置-2 100,-2 600,-3 100和-3 600 Pa共4个初始压力条件,以SH卷烟样品为例,对比不同密封度水平卷烟样品在各压力条件下的检测结果,见图5。可见,各压力条件下SH卷烟样品的有效泄漏面积区分度均较为明显,但随着压力的增加,有效泄漏面积逐渐增大;压力对有效泄漏面积标准偏差产生的影响也明显不同,初始压力为-2 100 Pa时有效泄漏面积标准偏差较大(0.04×10-9~0.19×10-9m2),初始压力在-3 000 Pa以下时有效泄漏面积标准偏差较小(均小于0.04×10-9m2)。根据压力对有效泄漏面积重复性的影响,以及负压过大对小盒形变产生的影响,初始压力确定为-3 100 Pa。

表1 标准样品的测量面积Tab.1 Measuring area of standard sample
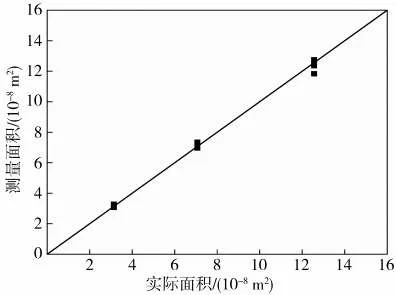
图4 实际面积与测量面积对比Fig.4 Comparison of actual area and measured area

图5 不同初始压力对有效泄漏面积的影响Fig.5 Influences of initial pressure on effective leakage area
2.2.2 采集时间的影响
样品检测时,高精度压力传感器的采集频率为10 Hz,通过对200包不同牌号卷烟样品检测发现,测量室内的压力变化主要发生在前15 s中,其中约80%的压力变化发生在前7 s,30 s后测量室内压力基本无变化,小盒内外压力达到平衡,见图6。由公式(4)可知,当盒内测量压力p2>p1(小盒内外压力平衡前)时,盒外测量压力与时间的非线性拟合结果受到采集时间t的影响,理论上在此条件下测试时间越长,检测精度越高,但实际上接近平衡压力所占数据量过大,对拟合产生的影响反而会降低检测精度。因此,分别考察采集时间为7,9,11 s时对盒外测量压力的影响,见图7。可见,采集时间为7 s时,压力变化曲线与理论模型拟合程度最高,因此数据采集时间确定为7 s。

图6 盒外测量压力变化曲线Fig.6 Pressure variation curve measured outside cigarette packet
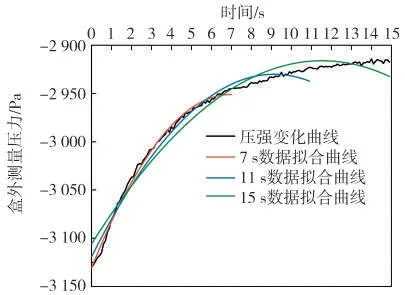
图7 采集时间对模型拟合结果的影响Fig.7 Effect of acquisition time on model fitting results
2.2.3 测试精度检测
为消除小盒内外压力平衡过程中,由于密封性、负压装置和管路体积等因素产生的系统误差,根据小盒尺寸设计了不同规格的标准模具,分别在初始压力-2 000,-2 500,-3 000,-3 500和-4 000 Pa条件下对模具进行检测,记录测量室内的压力变化,得到5条标定曲线,见图8。采用三次样条插值法对标定曲线组进行插值运算,可得到-4 000~-2 000 Pa之间任意值(精度0.1 Pa)的标定曲线。将标定曲线置于检测软件中,设置压力范围为-4 000~-2 000 Pa,根据小盒类型选择不同标定曲线,对校准后的样品检测曲线进行拟合。
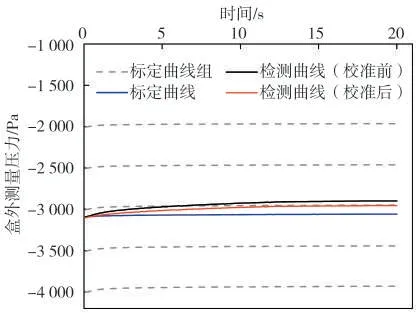
图8 盒外测量压力标定曲线Fig.8 Calibration curve for pressure measured outside cigarette packet
2.3 方法重复性评价
为考察该方法的重复性,按照国标GB/T 6379.2—2004[21]规定的重复性条件:即在同一实验室,由同一操作员使用相同的设备,按相同的测试方法,在短时间内对同一被测对象相互独立进行的测试条件,使用无损法对5个具有不同密封度的HN卷烟样品进行20次重复检测,结果见表2。可见,5个HN卷烟样品的标准偏差均在0.065×10-9m2以内,变异系数均在6%以内,说明检测结果离散程度较低,稳定性良好。由图9可见,有效泄漏面积频数分布结果整体上服从正态分布,数据集中趋势较强,进一步说明该方法具有良好的重复性。
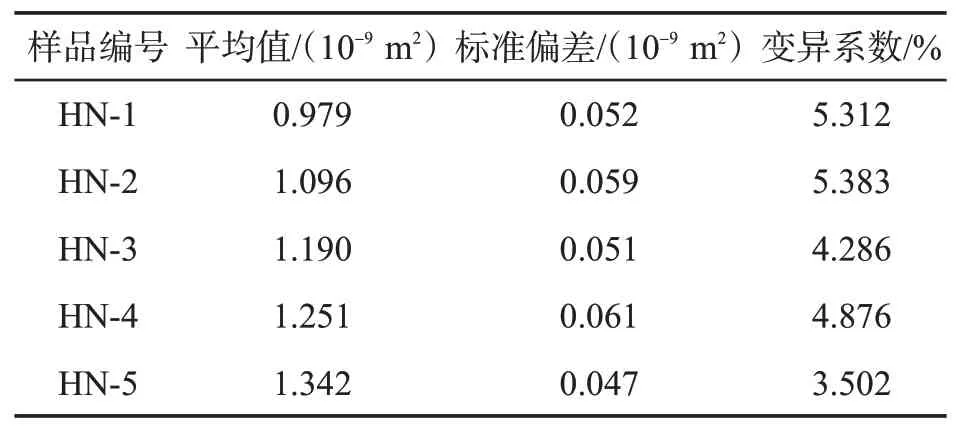
表2 方法重复性测试(n=20)Tab.2 Repeatability test of this method(n=20)

图9 有效泄漏面积频数分布直方图Fig.9 Frequency distribution histogram of effective leakage area
由图10可见,各样品有效泄漏面积的标准偏差在0.045×10-9~0.065×10-9m2之间,与检测结果无显著关系,即不同水平检测结果的标准偏差相差较小且不受样品本身的影响,说明该方法适用测量范围较宽,可满足不同卷烟样品的需求。此外,同一样品的多次检测数据也无明显变化,说明测量过程中卷烟样品未遭到破坏,能够保持其原有状态。

图10 有效泄漏面积与测量结果标准偏差的关系Fig.10 Relationship between effective leakage area and standard deviation of measurement result
2.4 方法一致性评价
取具有不同密封度的10包常规硬盒卷烟,分别采用负压抽气水浸法与无损法进行对比检测,以负压抽气水浸法检测结果为横坐标,无损法检测结果为纵坐标绘制散点图,见图11。可见,拟合结果为直线(斜率=0.466,截距=3.476),相关系数R=0.987,表明两种方法检测结果线性相关性良好。
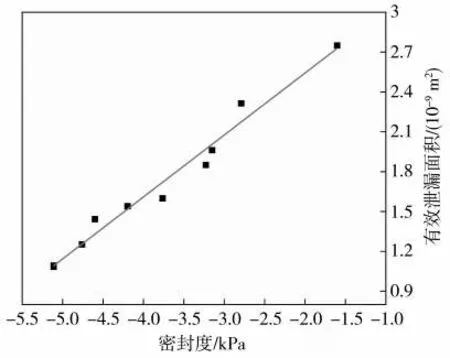
图11 负压抽气水浸法与无损法测试结果对比Fig.11 Comparison of detection results between negative-pressure extraction-water immersion method and non-destructive method
3 结论
将压力传感的测量手段与封闭体系内压力驱动的气体流动特性相结合,建立了一种卷烟小盒密封度无损检测方法,采用伯努利方程推导得到卷烟小盒内气体在封闭负压环境中泄漏过程的数学模型,通过拟合求解得到有效泄漏面积以表征卷烟小盒密封度。对无损法的准确性、重复性等进行测试,结果表明:①对多个标准样品测量面积与实际面积的相对误差均小于1.1%,相对平均偏差在2%以内,表明该方法具有良好的准确性,本研究中所建立的压力射流模型适用于该方法的检测过程;②适宜检测条件为初始压力-3 100 Pa,采集时间7 s;③检测结果变异系数在6%以内,具有较好的重复性,且对同一卷烟样品多次测量后,泄漏面积无明显增大,表明该方法对卷烟样品无损坏;④该方法与行业现行标准方法检测结果具有线性关系,两种方法测量结果一致性较高。本研究中所建立的检测方法无损、快速且准确,不影响检测后卷烟在市场中流通,为实现卷烟小盒密封度无损检测提供了支持。