智能感知技术在食品制造过程中的应用研究进展
2021-04-22刘东红许唯栋闫天一王宗汉王文骏
刘东红,许唯栋,闫天一,王宗汉,邓 永,王文骏*
(1 浙江大学生物系统工程与食品科学学院 智能食品加工技术与装备国家地方联合工程实验室(浙江)浙江省农产品加工技术研究重点实验室 浙江省食品加工技术与装备省级工程实验室 杭州310058 2 浙江大学宁波研究院 浙江宁波315100 3 浙江大学馥莉食品研究院 杭州310058)
联合国预测2030年世界人口将达到85 亿,比当前人口增长11.8%,然而,资源、能源逐渐匮乏,人口老龄化日益严重,食品生产成本不断提高、产业利润率下降,因此,节约能源和资源,最大限度挖掘资源效用,减少劳动力投入是当下食品产业的需求,从而使得食品加工制造从机械化、自动化不断向智能化发展,给食品产业带来巨大的挑战。在食品智能制造的过程中,智能感知技术包括制造过程中组分、配比、含量、风味、质构、色泽等食品品质参数,食品装备的温度、力度、位置、压力、压强、流速、流量等设备运行参数,食品色、香、味等感官评价参数等方面信息的收集、高度集成和综合运用,是智能制造的基础。为此,本文总结并介绍了智能感知技术包括原位检测技术、仿生传感技术、潜在感知技术等方面研究的最新进展,期望推动智能感知技术在食品智能制造中的快速发展。
1 原位检测技术的应用
1.1 光学检测技术
光学检测技术以其优越的高通量、实时在线、图谱一体等特点被广泛应用于食品制造及产品检测过程,结合经过人工神经网络等方法训练得到的模型,可以准确、高效地从光学特性得到有关食品化学组成、物理性能、产地来源、基因表型等多种数据结果。
近红外光谱(Near Infrared,NIR)检测是利用波长范围介于780~2 526 nm 的近红外光对主要的含氢基团(-CH、-NH、-OH 等)振动的倍频与合频吸收,尤其适合食品的液体、固体、半流体等多种形态下的测定。在食品生产设备上安装近红外光探头或流通池,并使用光纤进行远距离输送,就可以实现近红外光谱仪对食品生产设备多工段同时在线测量。Mendes 等[1]利用近红外、中红外以及拉曼光谱技术研究橄榄油及大豆油的混合模型,通过脂肪酸组成的差异建立了对橄榄油掺假的原位感知监测模型。Mishra 等[2]使用不同的散射矫正技术并进行数据融合构建更为精准的预测模型,对猪肉糜的水分、脂肪及蛋白质含量进行多变量预测。Savoia 等[3]利用NIR 对肉牛的肉质颜色、烹煮损耗及嫩度角度进行表征,从侧面间接对肉牛的遗传性状进行表型分析,并对肉牛培育的基因选择提供指导意见。
高光谱技术(Hyperspectral Image,HSI)是从整个电磁频谱中收集并分析信息,其设备不仅具有获取光谱信息的能力,而且具有分析表面信息的能力[4]。Von Gersdorff 等[5]利用高光谱数据、水分含量、CIELAB 的颜色测量数据,通过波长选择简化模型,构建出一种连续监测牛肉片干燥过程中水分含量与颜色变化的模型。奶酪作为一种营养丰富的食品,其化学组成复杂,为表征其在成熟过程中的水分变化、蛋白水解及脂质分解过程,Malegori 等[6]研究一种基于NIR 范围高光谱成像及多元模式识别技术的新型无损检测方法,将表征化学组分变化的光谱信息进行主成分分析,从而实现对意大利利古里亚地区典型的商用半硬奶酪Formaggetta 成熟过程的可视化监测。
表面增强拉曼光谱仪(Surface-enhanced Raman spectroscopy,SERS)可以根据独特的分子指纹对不同来源的食品物料进行分析,尤其是针对油脂方面,较红外光谱法能获得更多的信息。Jiang等[7]开发的基于等离子金属类液体平台的SERS,具有高效、灵敏识别油脂指纹峰的能力,通过拟合模型与主成分分析快速进行油脂过氧化值的定量。Difford 等[8]结合NIR 与SERS 对大西洋鲑鱼圆角脂质含量进行测定,以快速筛选获得脂质含量适宜的育种。
激光诱导击穿光谱(Laser-induced breakdown spectroscopy,LIBS)是一种原子发射光谱技术,它使用聚焦脉冲激光束从材料产生等离子体。等离子体包含原子、离子和自由电子,当等离子体冷却时,它们会发出电磁辐射,所发射的光由光谱仪分辨以形成光谱[9]。LIBS 具有同时定量多种重金属元素的能力。例如Su 等[10]提出了一种基于LIBS的分析羊栖菜中砷、铬、镉、铜、汞、铅和锌的方法。Akin 等[11]根据LIBS 信息,使用偏最小二乘回归分析法(PLS-DA)分析面粉样品中的元素组成,提供一种快速测定玉米-高粱混合面粉中高粱含量的方法,避免了样品繁琐的前处理。由于肌动蛋白与肌球蛋白的组成差异,Sezer 等[12]对牛肉、鸡肉、猪肉3 种常见的肉类进行LIBS 检测,采用主成分分析法区别不同肉类的聚类模式。
1.2 电学检测技术
电学检测技术主要包括基于食品基质电物性和电化学特性的分析方法,其中电物性主要包括物质的导电特性和介电特性,与食品的组织、结构、成分和状态密切相关,因此利用该特性在食品智能制造中进行品质检测意义重大。Z.ywica 等[13]通过测定阻抗、电容、电导和电阻等电学参数,构建了与苹果酱浓度和品质相对应的电学模型,该模型能够实现生产过程的苹果酱品质在线监控。Ma 等[14]采用类似的方法,建立了基于导电特性的腌制大蒜的质量检测模型,实现了加工过程中可滴定酸度、pH 值、水分和盐含量的实时监测。Olmi 等[15]利用微波(200 MHz、20 GHz)对啤酒发酵的全过程进行监测,发现发酵液介电常数的变化能够反映发酵过程中葡萄糖转化为乙醇和CO2的全过程。Velázquez-Varela 等[16]研究了奶酪在发酵过程中的盐化环节,发现20 GHz 处的介电常数与奶酪盐化过程中的水损失和水通量变化显著相关;而利用500 MHz 处的离子电导率,可以跟踪奶酪中电解质的状态,因此,通过耦合20 GHz 和500 MHz 的介电常数,可以预测奶酪盐化过程中的化学成分及结构变化。
电化学特性则涉及电流、电阻、电压等参数的变化,在实际监测过程中通过已建立的与待测样品浓度之间的线性关系,确定该样品的组分含量,目前主要应用于食品基质中微量或痕量的污染物(农药、兽药、重金属、食源性致病菌、生物毒素和非法添加剂等)、发酵液组分和食源性功能性因子含量(槲皮素和咖啡酸等)的检测中[17-18]。Badalyan等[19]制备了聚丙烯酰胺/琼脂/石墨烯炭黑电极,并成功将其应用于与食物接触的不锈钢表面大肠杆菌菌落数量的快速精确测定。马含月[20]构建了基于纳米多孔金的电化学传感器,实现了对发酵过程中多种发酵产物(抗坏血酸、多巴胺、维生素B2、维生素B6和金霉素等)浓度的实时检测。Zhuang等[21]采用普鲁士蓝纳米立方芯片设计了一种转化酶/变旋酶/葡萄糖氧化酶多酶复合电化学生物传感器,用于发酵培养基和果汁中蔗糖和葡萄糖含量的监测,该传感器的响应时间最短可达20 s。
目前,基于电物性的电学检测技术已在食品加工过程中广泛应用,而基于电化学特性的传感器检测技术研究仍处于起步阶段。目前基于电物性的检测技术没有形成统一的泛化模型架构,使得加工条件和食品基质组分对模型的精确度影响较大;而基于电化学特性的传感器检测技术对检测环境要求相对稳定、响应时间长,尚不能够直接应用于动态、快速、多组分的食品加工过程监测。结合机器学习方法开展对多因素目标和多组分食品基质的模型优化,以及开发响应速度快、价格低廉、环境友好的多靶标检测微阵列,将是未来电学检测技术的发展方向。
1.3 其它检测技术
除上述光学与电学检测技术外,声学与磁学在食品智能制造过程中也有初步的应用研究。超声是一种频率高于20 kHz 的纵波,也是一种能量传递形式,可携带一定量的信息。比如,基于食品的机械和声学响应,将声学系统与质构分析仪配对的新方法在食品领域开展了应用[22]。Mantelet等[23]研究了超声用于实时探测食物与舌头表面相互作用力有关的物理现象,为超声传感器表征舌-食物界面提供了良好借鉴。在以后的研究中,基于超声-食品物料响应的传感技术可能会被更多地开发,用于满足智能制造的需求。
核磁共振(NMR)的原理是由每个分子或官能团特有的磁自旋旋转发出核磁共振信号,这个信号可以被无线电接收器捕捉并读取,且共振频率和分子内磁场相关,从而特异性地为单个化合物提供光谱信号特征,主要用于各种样品安全监测的化合物的鉴定和定量。Dowlatabadi 等[24]使用NMR 氢谱和多元数据分析技术快速检测藏红花的成分,构建的模型表现出极高的灵敏度和精度。
2 仿生传感技术的应用
2.1 机器视觉
机器视觉(Machine vision)是一门结合力学、光学、电磁传感和数字视频的工程技术。该项技术使用相机和计算机代替人眼识别、跟踪和测量目标,并做进一步的图像处理。与传统检测方法不同,这种基于机器视觉的新型检测方法,一方面可以保证在整个检测过程中检测设备不直接接触产品,大大避免了对产品的二次损害或污染;另一方面通过利用红外线、微波等扫描技术最大程度地提高检测效率,扩展检测范围。基于以上特点,机器视觉技术在食品自动检测领域得到迅速发展和应用,被广泛用于对各类食品的质量监控。Chen等[25]开发了一种基于机器视觉的茶叶拣选系统,用于新鲜茶叶的分拣(图1),由视觉模块捕获图像,由控制系统记录传送带上的位移信息并发送至主机,由执行模块在主机完成拣选后,执行模块会将传送带上新鲜茶叶按照等级不同吹入相应的分类箱中,可大大提高分拣效率,促进茶叶加工的智能化发展。日本的Makino 等[26]开发了一种基于机器视觉的方法检测西兰花的新鲜度,与传统方法相比,这种新方法大大提高了检测效率和准确度(96%)。Wang 等[27]研究了玉米粒含水量和机器视觉图像特征的相关性,在粮食水分的快速测量中具有潜在的应用前景。为了进一步拓宽机器视觉技术在食品行业的应用范围,研究者开发出一系列便携式手持设备,例如Srivastava 等[28]开发一种用于柑橘品质检测的机器视觉手持设备,检测人员只需操作智能手机的应用程序即可对柑橘的品质进行精确检测。
近年来,在机器视觉技术中常引入深度学习技术(Deep learning),以更好地实现其在复杂食品工业中的应用。深度学习是机器学习的一个重要分支,通过使用反向传播算法(Back propagation algorithm)来发现大型数据集中复杂的结构,并指示机器改变其内部参数[29],现已广泛应用于人工智能的各个领域。其中深度卷积神经网络(Deep convolutional neural network)是图像分析领域中最重要、最成功的深度学习方法。Cavallo 等[30]构建了一种基于深度卷积神经网络的机器视觉检测系统监控新鲜蔬菜的质量,具有很高的准确度和商业应用潜力。Farooq 等[31]将深度学习机器视觉系统应用于食品拣选分类中。其它一些研究在尝试将深度学习机器视觉系统应用于苹果、番茄和芒果等水果的检测,叶片类型及其疾病的分类以及杂草检测中[32]。Nasiri 等[33]将深度卷积神经网络应用于机器视觉检测系统,对鸡蛋进行精确拣选,具有巨大的商业应用价值。
2.2 机器嗅觉
机器嗅觉,俗称电子鼻或者仿生嗅觉,是利用化学传感器与电子计算机技术对物质气味或者物质挥发物进行分析和研究的感知技术。早期以偏振微电极作为传感装置,结果发现这种装置可以模拟人类的嗅觉感受器官,对不同气味的差异反应特异性,与人体嗅觉受体部位发生的相似[34]。随着气敏传感器阵列的发展,Persaud 等[35]结合了阵列式传感器和适当的模式识别算法,设计出能识别21 种气味的装置,并提出电子鼻的概念。
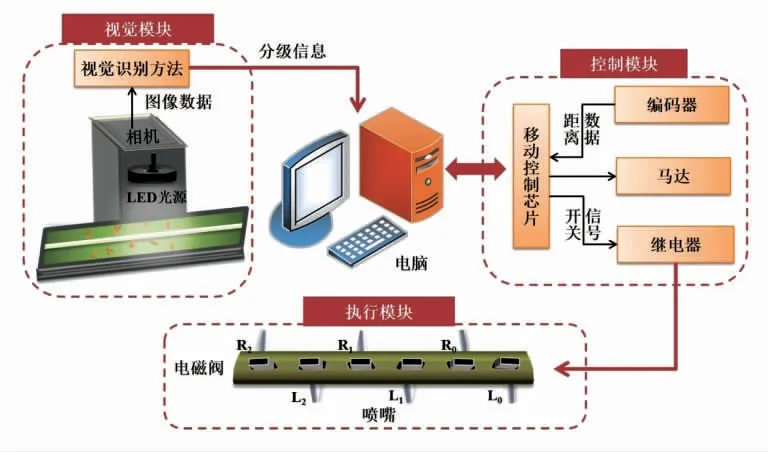
图1 基于视觉的拣选系统[25]Fig.1 Vision-based sorting system[25]
如今,机器嗅觉所使用的传感器阵列数量从几个提升为几十个;从原来仅使用简单的线性投影算法发展到对非线性算法的应用。机器嗅觉可用于食品或农产品品种、产地等分类,也可用于食品生产与贮藏过程中的品质控制与监测。Adak等[36]将MOSES II 电子鼻和ABC-Based 神经网络结合,对草莓、柠檬、樱桃和甜瓜的气味进行分类。朱煜枫等[37]提出基于人工蜂群算法优化的循环神经网络(ABC-RNN)算法,在降低网络复杂度的同时具有更快的训练速率和更高的精度,实现了甜橙和猕猴桃两种水果产地分类的快速识别。朱培逸等[38]将气敏传感器阵列与LabVIEW 相结合,设计出机器嗅觉的可视化工具,然后使用核主成分分析(KPCA)算法分析肉类气味信息,能够检测出肉类的新鲜程度。Beltrán 等[39]综述了机器嗅觉技术用于在线监测橄榄油贮藏过程中的酸败程度。Torri 等[40]将电子鼻与图像数据分析结合,针对面包的气味、颜色以及质构开展品质评估,可用于面包品质的快速无损检测。Kaya 等[41]将“单一多数投票系统(SPVS)”分类算法模型用于机器嗅觉中,与传统机器学习模型相比能忍受传感器故障,并应用在切割牛肉品质评估与预测。
2.3 机器味觉
味觉仿生技术依托于机器味觉系统,是可以分辨物质基本味觉的味觉感知系统。随着近些年科技的发展,人类依据“仿生学”研究了大量的机器味觉系统,部分系统的检测精度早己超过人类的味觉能力,其中最典型的被称为电子舌系统。该系统基于电位传感器阵列、金属电极及伏安法、电化学阻抗谱等来模拟人类舌头及大脑对味觉信息的处理过程。在食品的加工过程中通过电子舌检测,既可以优化加工过程,又可以检测加工中食品的品质,是近年来的研究热点。Yan 等[42]通过电子舌结合主成分分析、聚类分析和相似性分析,分析室温下新鲜椰子奶的变化,结果表明椰奶质量在2~3 h 内发生的变化最明显,并与化学和微生物法分析比较,其结果与电子舌法结果一致。田怀香等[43]运用电子舌采集鸡肉香精的口感信息,采用多种算法进行数据分析,得到最优配方,并证明电子舌技术可优化鸡精的风味。Winquist 等[44]利用基于伏安法的电子舌对进厂的原料乳进行监控,防止原料乳存在发酸、腐臭现象或有化学残留。李腾宇[45]研究发现电子舌能够很好地应用于红糖醋发酵过程的检测和监控,通过主成分分析和聚类分析区分不同发酵过程的成分变化以及识别发酵阶段,再进一步通过反向传播神经网络模型预测酒精发酵过程中还原糖和pH 值,醋酸发酵过程中总酸和pH 值。
2.4 机器触觉
触觉在感官评定中因食品的风味和流变性质等客观因素以及评定者的专业水平、疲劳、适应等主观因素的影响而存在一定局限性[46]。使用仿生传感技术对食品的触觉品质进行评价具有重要意义,可以得到更立体、更接近人类感受的触感,并得以表征更多传统方法无法测定的食品质构特征。Liu 等[47]通过模拟舌头的运动状态,使用阵列薄膜压力传感器感知食品的质构分布,实现了对食物细度感知的评估。Shibata 等[48]模仿牙齿和舌头的咀嚼行为,对食品的脆性、易碎性、黏腻性、易融性进行评估,准确量化和模拟了人类口腔中的触感(图2)。Kohyama 等[49]通过模拟食物压缩时舌头的变形状态,建立了评估食物被舌头捣碎能力的方法,有助于老年保健食品的质地评测。将触觉传感与数据分析、机械自动化等技术结合,可以促进食品智能生产与制造。卢嫦娥等[50]使用重量传感器、摄像头、超声波传感器的组合对食品的质量、厚度、纹路等作出判断,从而发明了一种智能切菜机。邹磊[51]发明了一种智能化食品包装设备,对食品包装的压力进行检测,并在压力异常时发出提示。在传统质构仪的基础上,无损检测技术、仿生技术、建模技术、计算机技术等不断发展,机器对人体触觉的模拟将更为精准、全面,在食品中的适用范围也将更为广泛,并将逐步在食品智能制造中发挥更多的作用。
3 潜在感知技术的应用
3.1 太赫兹
太赫兹(Terahertz,THz)是介于微波和红外辐射之间的电磁波,频率位于0.1~10 THz (波长30 μm~3 mm)[52],是一个相对未开发的范围,许多分子的弱相互作用都可以在该频率范围得到体现,尤其是极性分子在THz 的频率内表现出强烈的吸收和色散现象。近几年随着THz 源和检测器的硬件技术发展,使得THz 具有信噪比高、快速无损和能提供创新的传感和成像技术,提供常规方法无法获得的信息等优点,在食品品质和安全检测[53-54]、抗生素和有害残留物的检测[55]及食用油和转基因食品的表征[56]等方面得到初步应用,也逐渐在智能感知技术中崭露锋芒。Stranzinger 等[57]使用THz反射技术预测生产过程中6 种粉末在移动粉末床中的密度变化情况,发现基于THz 技术得出的表面折射率和粉末的相对密度有很好的相关性,从而能够精准地分辨出粉末在生产过程中的压实情况。Ok 等[58]为原位感知出奶粉中的杂质,使用在亚THz 的210 GHz 光谱范围的高分辨率光栅扫描成像系统进行检测,结果表明:相比于X 射线透射成像技术,THz 成像技术在对昆虫和塑料等非致密材料的检测中更具优势。随着THz 源、检测器和系统的发展,THz 感知技术将在食品智能制造中具有广阔的应用前景。
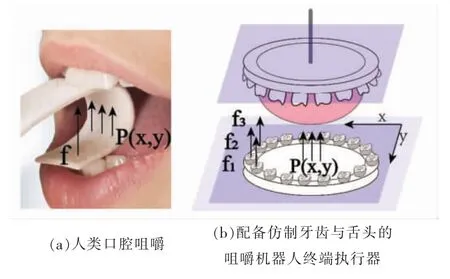
图2 牙齿与舌头的咀嚼行为及触感模仿[48]Fig.2 Mastication with teeth and tongue and their imitation[48]
3.2 生物散斑成像
生物散斑成像 (Bio-speckle imaging,BSI)是一种新颖的快速、无损和低成本的感知技术,在评估生物组织的过程变化中具有很大的价值。BSI通过相关激光照射到样本中感兴趣的区域,因散射光线互相干扰和生物组织的变化而在时域上出现不同的散斑图案,其中固定粒子形成静态图案,与无机部分有关[59],而动态粒子产生动态图案,是生物材料所特有的特征。BSI 感知技术可以提供生物组织的生物和物理特征,被逐渐运用于种子活力的评估[60]、食品真菌污染检测[61]和蔬果表面损伤感知[62]等领域。Rahmanian 等[63]首次应用BSI 和化学计量学方法对橙子冷藏和冷冻过程中的生物活性进行感知,结果发现建立的人工神经网络模型可以准确评估橙子的冷冻情况,该方法对食品工业化制造过程中冷藏或冷冻食品损伤情况的智能感知提供理论指导,以及时处理冻伤的食品,减少经济损失。随着未来进一步提高光源的稳定性、产品的便携性以及提高感知模型的处理能力[59],BSI 有望在感知食品加工过程中的食品表面特征,包括物化特性、微生物数量和农残情况以及内部品质等方面开展进一步的应用。
3.3 融合感知
众所周知,食品的加工制造过程往往是一个复杂、多变的非线性反应过程,食品的结构也是复杂且动态的,在宏观层面上其分子运动呈现出晶态、玻璃态、黏弹态、凝聚态等多相态特征[64]。单一的感知技术仅能获取加工过程中单一维度的信息,无法准确描绘食品加工过程的变化,更无法精准控制食品的制造过程。为了获取食品在制造过程中更全面、可靠的信息,为提高食品制造系统的精准性和稳定性,采用多种感知技术相互融合,以弥补单一感知技术信息缺陷问题,强化有效信息,削弱无用信息,达到取长补短的目的[65]。
融合感知是一种策略,它定义了如何将不同感知技术获取的信息融合在一起,来全面理解样本的协议[65]。如图3所示,在学术研究中,根据融合信息的类别可将其分为3 个级别:①数据层融合:将不同感知技术采集到的样本信息直接进行融合。虽然能获得样本的全面信息,但是也使数据量爆炸式增长以及带来大量的噪音和冗余信息,影响建模的精度和速度。②特征层融合:将不同感知技术获取的信息先进行特征提取后融合。该方法可以大大降低处理数据的维度,减少噪音干扰,进而提高计算精度和效率,然而由于不同感知技术收集到的信息通常处于不同的形状和范围,因此需对每个数据矩阵进行重塑、规范化处理。③决策层融合:将多个分析模型的结果进行综合评估,是一种典型的决策融合策略。该方法抗干扰能力强,有较好的容错能力,然而其预处理代价过高,信息损失严重。
目前,随着智能感知技术的多样化发展,融合技术被广泛应用于食品智能制造过程的感知。如图4所示,Mishra 等[66]建立了一个将4 种感知技术融合在一起的装置,以对容器内的反应过程进行有效监控,更好地控制设备的工作情况。许唯栋[67]将两种光程互补的近红外光谱和拉曼光谱技术有效地融合,精准、高效地对酵母菌发酵过程和乙醇固态发酵过程进行监控。Liu 等[68]将高光谱与电子鼻数据分别在数据层和特征层上融合,以实现对草莓贮藏过程中微生物含量、总可溶性固形物和可滴定酸的高效监测。融合感知技术已逐渐在现代化食品智能制造行业中展现出独特的优势,需被重点关注和应用,以实现对食品制造过程的精准监控。

图3 3 个层次的融合策略[65]Fig.3 The scheme of three levels fusion strategies[65]
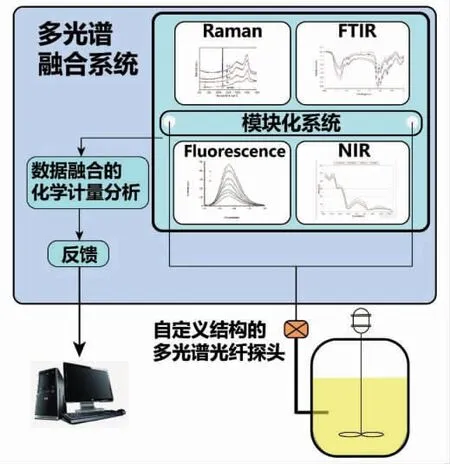
图4 多光谱融合系统[66]Fig.4 Scheme of multispectral fiber system[66]
4 结论与展望
食品的加工制造过程是一个复杂、多变的非线性反应过程,其中食品的结构也是复杂且动态的。智能感知技术正由单一维度的感知技术朝着多维度的融合感知技术发展。不断丰富的感知技术以及扩大的感知范围,虽然丰富了样本信息,但是也带来了数据分析的难点。高效的数据筛选、图像处理算法和稳定的建模方法结合深度学习的探讨与应用尚需进一步的开发、研究,以实现食品智能加工与制造过程中的精准控制,提高系统的稳定性。智能感知技术将与数字化制造、人机交互、智能诊断、大数据分析等技术一同为我国食品智能制造发展之路铺下坚石。
