智能喷嘴在连铸的应用
2021-04-22牛猛学
牛猛学
(天津天铁冶金集团热轧板有限公司,河北056404)
0 引言
板坯连铸机的功能是将高温液态钢水通过结晶器冷却,形成有一定厚度的坯壳,并以一定速度拉出,在扇形段(二冷区)强制冷却(二次冷却)后快速降温并进一步凝固,后经矫直冷却和火焰切割成为成品板坯,其中扇形段的强制冷却是影响板坯质量的关键工序[1,2]。
本文对天铁热轧板公司1号板坯连铸存在的问题进行了分析,并结合生产实际,阐明了影响1号板坯连铸二冷区强制冷却效果的原因。 同时将二冷区传统气雾型喷嘴与智能型喷嘴进行了对比分析,并对智能型喷嘴系统工作原理及构成进行介绍,总结和分析了智能型喷嘴系统的应用实效。
1 热轧板公司1号板坯连铸机存在的问题
1.1 热轧板公司1号板坯连铸机
热轧板公司1号板坯连铸机为两机两流、 直弧、连续弯曲、连续矫直、小辊径密排辊机型。 铸机弧形半径为9 m,冶金长度为31.07 m,年生产能力为204 万吨。 板坯生产的主要规格为230 mm×900~1650 mm。
1.2 热轧厂1号板坯连铸机存在的问题
目前1号板坯连铸机二冷区使用的水冷喷嘴为传统气雾型喷嘴,由于二冷水的硬度高,在高温情况下容易造成喷嘴结垢,经常堵塞喷嘴,严重影响了板坯二冷区的水冷效果。 为保证铸坯的质量和正常的生产,每周需花费大量人工对扇形段水冷喷嘴经行清理,影响了铸机的生产效率和节奏,增加了工人的劳动强度。
1.3 连铸二次冷却的重要性及特点
连铸生产过程中,结晶器中有80%的钢水未凝固,从结晶器拉出来的铸坯外部是一层薄的凝固坯壳,中心是液态钢水,连铸二冷区强制二次冷却的目的是对铸坯继续冷却,使铸坯内部液态钢水进一步凝固,最终形成合格铸坯。
在二冷区强制冷却过程中,铸坯凝固主要受铸坯热传导、喷雾冷却及铸坯质量影响,铸坯在二冷区的散热量占整个凝固过程中散热量的60%,因此二冷区的冷却效果直接影响铸坯的产量与质量,而水冷喷嘴的质量和冷却效率又是影响铸坯二次冷却效果的关键环节[3]。
2 喷嘴堵塞问题解决方案的分析
下面介绍一种智能型喷嘴系统,并与传统气雾型喷嘴的结构、原理和性能进行对比分析。
2.1 传统气雾型喷嘴
优点: 传统气雾型喷嘴是将压缩空气引入喷嘴内部与水混合,从而使这种混合介质在喷嘴后形成高速“ 气雾”。由于这种“ 气雾”中包含细小水滴,又有较高的喷射速度,打到高温坯子上易于蒸发,对铸坯的冷却效果较好。传统气雾型喷嘴结构如图1 所示。
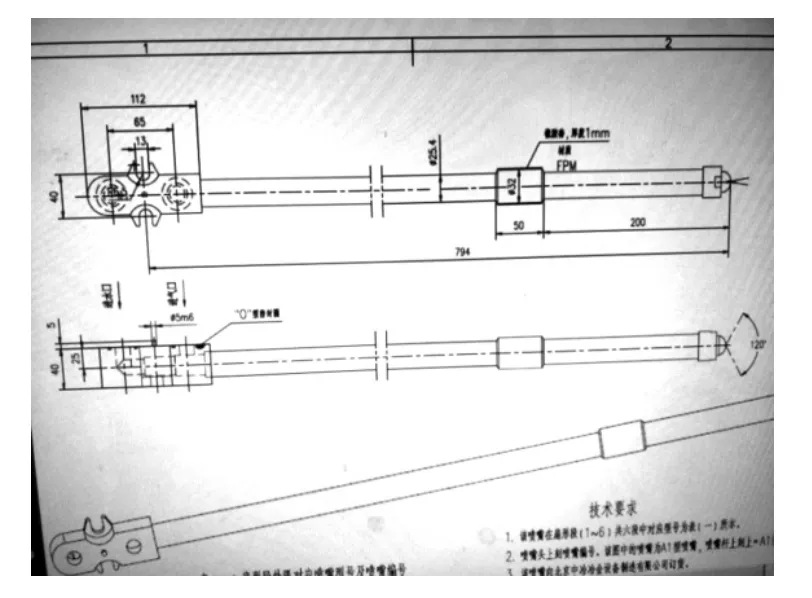
图1 气雾型喷嘴结构
缺点:如果二冷水水质较硬,钙含量较高,在高温环境下循环使用过程中,容易在喷嘴出口处形成水垢,在扇形段使用后期,由于水垢对喷嘴的堵塞,将会影响二次冷却水的喷射角度和出水量,从而影响板坯的冷却效果。
2.2 智能型喷嘴
智能型喷嘴,是在传统气雾型喷嘴的结构基础上,加以改善而来。 重新设计了过滤装置,用于过滤喷嘴前水中的杂质,避免在喷嘴处形成水垢;增设了一路气管与一路水管,气管通过阀芯切断出水管,水管用于冲洗滤网处杂质,从而达到自清洗的目的,由于冲洗时间极短,影响可以忽略不计。 智能型喷嘴克服了传统气雾型水冷喷嘴容易堵塞的缺陷,二次冷却效果明显提高。 智能型水冷喷嘴、喷头外形结构如图2 所示。
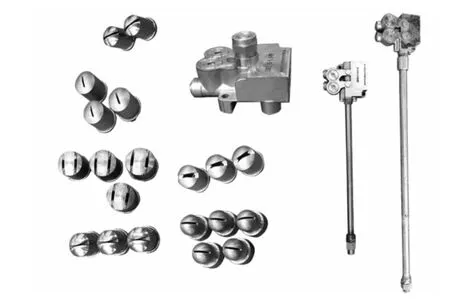
图2 智能喷嘴系统使用喷嘴
3 智能型喷嘴系统工作原理及构成
3.1 智能型喷嘴系统工作原理
智能型喷嘴冷却系统是连铸扇形段喷水冷却设备的重要创新,该创新的核心部件是具有在线反冲洗功能的气动自清洗气雾喷嘴,整套系统实现了气雾喷嘴在线分组按顺序自动反冲洗。 每组喷嘴反洗时间为1~2 s,从而使线上喷嘴在生产过程中堵塞率大幅度降低,其抗堵塞能力远远超越传统气雾喷嘴。该系统的应用能够保证铸坯按设计水流量均匀冷却,提高铸坯质量和生产效率,降低工人劳动强度。
气动自清洗气雾喷嘴是二次冷却系统的核心部件,该喷嘴及系统获得多项国家发明专利。 喷嘴由水-气两路过滤反冲洗单元组成,两个单元的过滤片将水-气介质携带的机械杂质截留,当需要反冲时,控制气路驱动活塞带动换向杆运动,切换到反冲洗位置,此时,排污口打开,截留的杂质随反流的气-水经排污口喷出,时间1~2 s 完成[4]。 喷嘴动作压力:0.5~0.6 MPa,喷嘴动作介质为无水无油压缩空气。
3.2 智能型喷嘴系统构成
智能型喷嘴系统主要由下列部分构成:
(1)触摸屏及控制软件。 用于总体控制与调整每个扇形段的反冲洗时间间隔。
(2)PLC 分布/集成控制系统。 用于接收控制软件的指令,通过控制各个扇形段气动阀来调整喷嘴的反冲洗。
(3)扇形段气动控制阀组及附件。 用于直接控制喷嘴的动作。
(4)气动自清洗气雾喷嘴、组合喷淋架、控制管路和气源组成了系统喷嘴的反冲洗组件,直接控制喷嘴的反冲洗动作。
3.3 智能型喷嘴控制系统构成
智能型喷嘴控制系统主要包括:主控制器、分控制器、电磁阀组、压空系统、空气过滤器、水过滤器、智能喷嘴等组成。 智能型喷嘴控制系统原理图见图3。
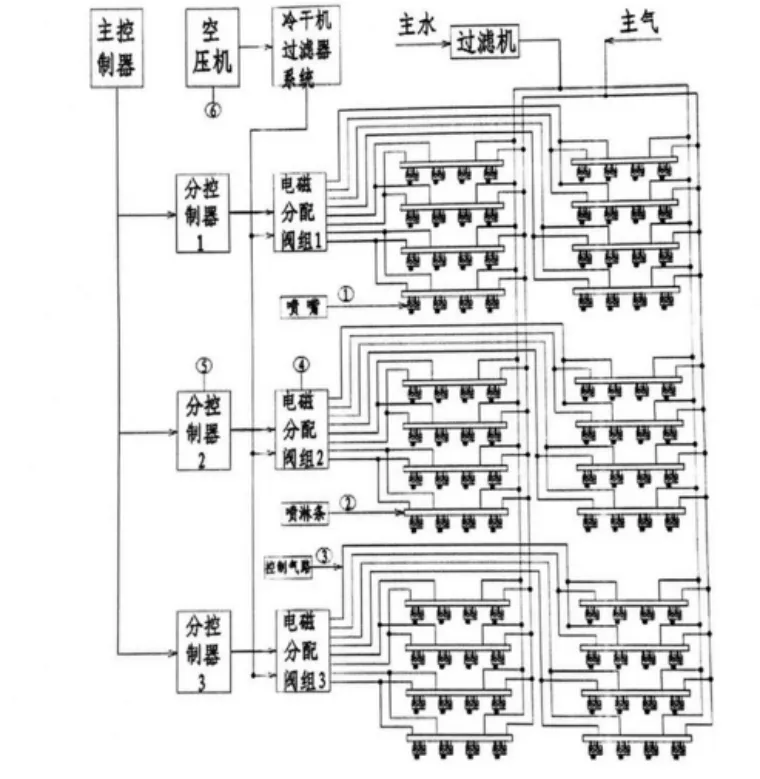
图3 智能型喷嘴系统控制原理图
4 智能型喷嘴系统的应用及效果
4.1 智能型喷嘴控制系统的应用
4.1.1 智能型喷嘴主控制器
智能型喷嘴主控制器包括: 触摸屏及控制软件。 该控制器为自清洗二次冷却系统的主控制单元。 其功能有:定时设置(反冲启动时间间隔)、反冲时间与相邻间隔时间设置、手动调试导航、实时动态界面、其他设置功能。
4.1.2 智能型喷嘴分控制器
分控制器是由电磁阀组组成。 其主要功能是:通过电磁阀组控制气雾喷嘴的反冲洗管路,由反冲洗系统的压缩空气推动水路阀块换向,反冲洗水冲洗过滤片处的杂质从出水口排出,从而达到清理滤片的目的,冲洗完成后恢复工作状态。
4.2 智能型喷嘴系统的应用效果
4.2.1 应用前后喷嘴堵塞情况对比
1号板坯连铸机每次连浇周期为3~5 天,最多为7 天。 根据2020 年统计结果看:
投用智能型喷嘴前,每次停浇检查1~8 段喷嘴,完全堵塞的有喷嘴16~19 根,出水少的有10~16根。 每周需要4~6 人对25~30 根堵塞喷嘴经行清理,大约需要2~3 个小时。 每个扇形段可以使用6个月左右,需要清理10~13 次。
应用智能喷嘴后,扇形段每周检查一次,每个月有1~2 根水嘴由于密封不严有轻微漏水现象,但不影响生产。 在扇形段使用周期的6 个月时间,大大减少了因为冷却不到位造成的停机现象和更换喷嘴的数量,有效减少了职工的劳动强度。
4.2.2 应用前后坯子表面质量对比
图4 为1号板坯连铸机一流与二流热坯表面质量对比情况,一流为传统气雾型喷嘴冷却系统,二流为智能型喷嘴冷却系统。 从图4 可以看出,二流应用智能型喷嘴后,铸坯的冷却效果和热坯表明质量较一流有明显改善。
4.2.3 应用前后全年板坯质量对比
表1 为1号板坯连铸机2020 年板坯质量考计表。 由表1 可以看出,从7 月份投入智能型喷嘴后,板坯内部质量合格率显著提高,基本能够完奋斗目标的要求。
5 结语
过安装使用智能型雾化喷嘴系统,喷嘴堵塞现象明显减少;二冷区的冷却效果和热坯表明质量明显改善;铸坯内部质量合格率显著提高。 由于智能型雾化喷嘴自清洗的优势,使得二冷区气雾喷嘴的使用寿命大幅提高,连铸机因喷嘴堵塞造成的事故站头明显减少,生产效率明显提高,工人的劳动强度大幅降低。
