履带式负压振动筛在海洋平台钻井废弃物处置中的应用*
2021-04-19张羽臣林家昱谢涛岳明窦蓬谢江浩
张羽臣,林家昱**,谢涛,岳明,窦蓬,谢江浩
[1. 中海石油(中国)有限公司天津分公司,天津 300459;2. 中海油能源发展股份有限公司安全环保分公司,天津 300459]
随着海上环保形势的日益严峻,中国海洋石油集团有限公司提出了“渤海油田环保升级三年行动计划”,以期实现生产污水零排放。海上钻井作业会产生大量废弃钻井液,将其运回陆地处理,运输成本及陆地处置成本较高。海上钻井废弃物固液分离处置装置可使液相与固相废弃物有效分离,液相循环利用,固相运回陆地处置,使得资源能够得到有效的回收利用,同时降低废弃物处置成本[1-2]。
海上常用的固液分离装置主要有振动筛、离心机、除砂器及除泥器,常用振动筛作为一级固控处理设备,离心机、除砂器及除泥器作为二级固控设备。目前,随着环保要求的日益严格,部分油田为达到“零排放”目标,采用絮凝压滤一体机作为二级固液分离装置,但需要配合絮凝剂一起使用。渤海油田上部地层平原组、明化镇组,多为软泥岩,常规振动筛存在堵塞筛布、跑冒泥浆、岩屑含水量过高等问题[3-4]。为了更好地分离钻井液的液相与固相,去除岩屑,因此通过分析传统振动筛的跑浆原因,针对性提出改进措施。将改进的负压振动筛进行了现场应用,并与传统振动筛、离心机的效果进行对比,取得了较好的应用效果。
1 钻屑含液量高原因分析
传统振动筛在海上油田中应用较为普遍[5-9],但存在部分井段跑浆的问题,岩屑与泥浆分离不彻底,造成跑浆的原因包括振动筛激振力不足,泥浆过筛性差(黏度大,非均质),岩屑特性(泥岩易粘滞成团状),振动筛角度调整不正确、筛布选用不合理以及筛面堵塞,其中筛面堵塞是造成岩屑与泥浆分离不彻底最主要的原因。筛面堵塞包括表面堵塞和孔眼堵塞,相应的堵塞原因、应对措施及解决思路具体如表1所示。
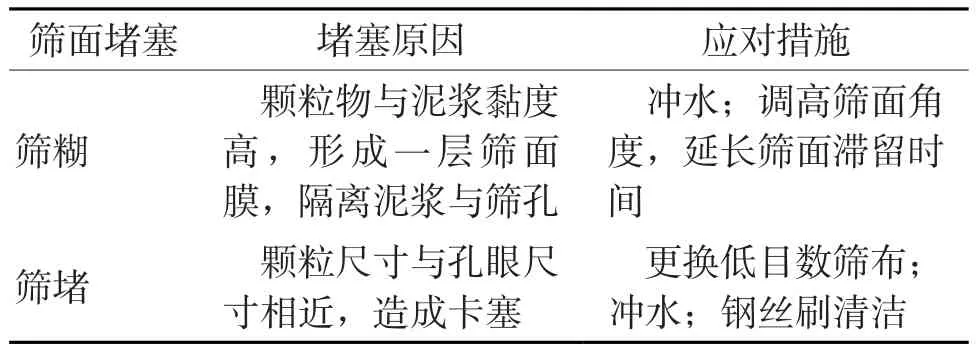
表1 筛面堵塞类型及应对措施
通过对筛面堵塞以往应对措施的调研及分析[10],针对直线式振动筛及履带式振动筛结构特点,对钻井液泥浆进行了受力分析,结果见图1和图2。
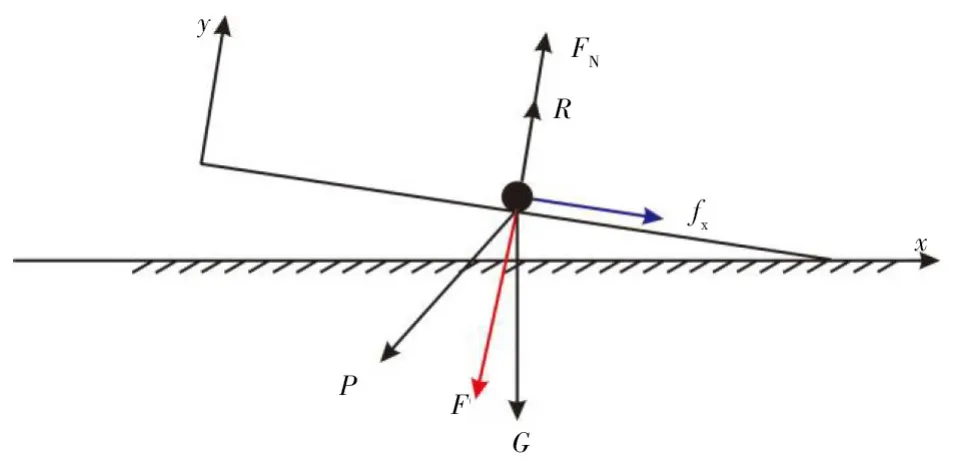
图1 直线式振动筛泥浆受力
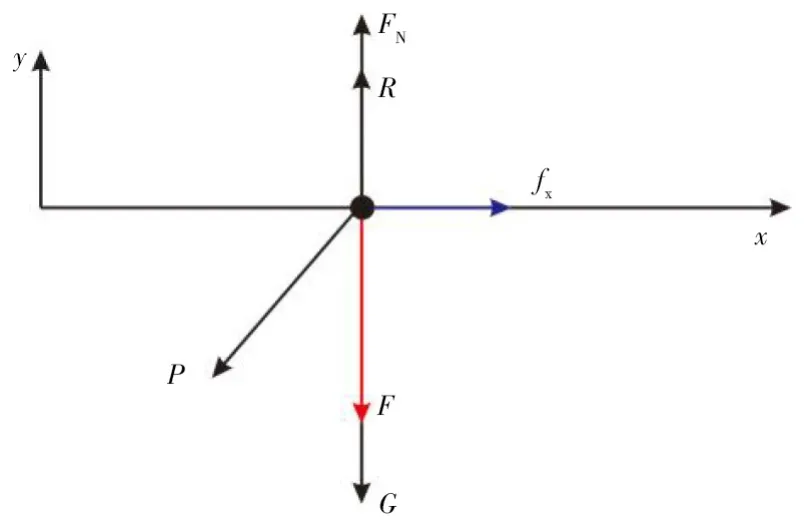
图2 履带式传输振动筛泥浆受力
由图1~图2可见:与直线式振动筛相比,履带式负压振动筛不存在筛面倾角,因此,解决筛面表面的堵塞问题,可通过增加分力F来克服颗粒物与泥浆黏滞力,进而增加过筛动力。对于孔眼堵塞,则可以增加一个反向的力,进行反向清洗孔眼。
2 撬装履带式负压振动筛装置
2.1 负压分离技术介绍
传统的振动筛主要依靠惯性力进行筛分工作,为了提高筛分效率,科技工作者提出引入“负压力”概念。目前将“负压力”成功应用于返回泥浆固控系统有2种形式:一种是Cubility公司的履带式负压振动筛,一种是MI-SWACO公司的直线振动的负压分离设备。经过传统振动筛方案对比分析后,发现履带式负压振动筛具有更大的应用前景[11]。
相较传统振动筛方案,履带式负压振动筛用于处理钻井液废弃物时,能够增强油井控制,减小污染环境风险。钻屑传输系统采用真空原理和输送带,不会有油雾排放,且无低频振动产生的噪音,能够有效改善工作环境。
2.2 履带式负压振动筛撬装结构
依据渤海油田海上平台的调研情况,结合设备的自身情况,完成了履带式负压振动筛的撬装结构的设计,其布局如图3所示。履带式负压振动筛撬装结构主要有负压振动筛、泥浆罐、真空泵、泥浆筛、真空搅拌器、电气控制柜,离心泵等,其中负压振动筛长6.8 m,宽4 m,高3.5 m,岩屑输送泵及其管线、岩屑箱、螺旋输送机不包括在内;撬装系统泥浆罐容积约16 m3;罐体上布置履带式负压振动泵、泥浆搅拌器、电气控制柜,离心泵安装在撬底座右方,岩屑输送泵位于撬的前方,岩屑箱在撬的左方,螺旋输送机位于负压振动筛固相出口处与岩屑箱进料口对齐;在撬底座上,形成具有收集、传输、分离和控制的一套自动分离控制系统,并装有自动化远程控制操作面板,可通过局域网实现可视化监控和远程操作,通过集成智能化极大提高了岩屑减量化处理人员的工作效率;此外,对负压振动筛气刀装置进行了改进,在单一的法向气刀基础上,在其两侧各增加一个侧向气刀(图4),通过多方位对筛布吹气,能够有效缓解筛布堵塞的问题。

图3 履带式负压分离系统总体布局示意
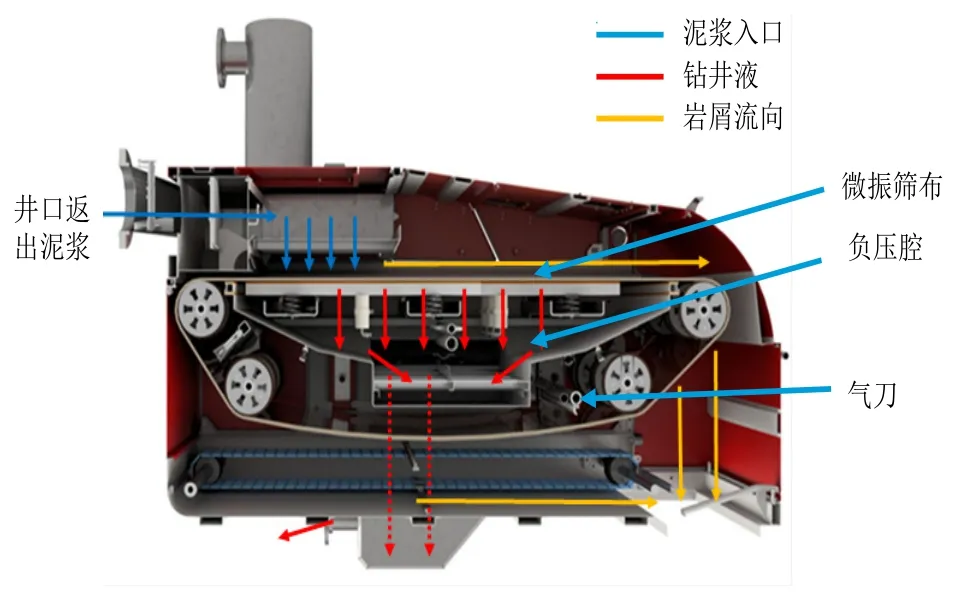
图4 履带式负压振动筛三维结构示意
改进后的履带式负压振动筛具体工作流程如下:
1)钻井固控系统处理之后的固液混合物通过螺旋输送机进入岩屑输送泵进料口,岩屑输送泵通过高压内衬钢丝软管将固液混合物送入负压振动筛进料口。
2)固液混合物经负压振动筛处理之后,液体从出口进入泥浆罐,固体从出口进入螺旋输送机,由螺旋输送机将固体输送进入岩屑箱。
3)气刀打开,将筛布孔内堵塞的岩屑粒吹落。
4)泥浆罐内液体经离心泵抽出后,进入钻井固控系统再次循环利用。
3 履带式负压振动筛实际应用
3.1 处理工艺流程
履带式负压振动筛在完成陆上调试运行后运至海上平台,被安装在海洋石油194钻井平台,随后该设备随同海洋石油194拖航至秦皇岛32-6油田某平台,作为其作业支持平台,参与钻井过程中岩屑减量化工作。其工艺流程如图5所示。
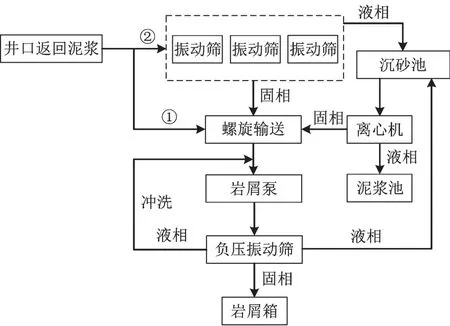
图5 试验工艺流程示意
振动筛固相出口的岩屑经负压振动筛进一步的固液分离,固相进岩屑箱由拖轮运回陆地处理,液相进入缓冲罐,再泵送至沉砂池,可作为钻井液循环使用。负压振动筛在平台可作为一级固控设备使用,也可作为二级固控设备使用。若作为一级固控设备使用则无需经过3台普通振荡筛处理(图5中虚框部分)直接进行螺旋输送,见流程①;若作为二级固控设备使用,井口返回泥浆先经过3台普通振动筛,再经过螺旋输送,由岩屑泵抽送至二级固控设备负压振动筛进一步固液分离(图5中虚框部分),见流程②。筛布速率是影响负压振动筛固液分离的重要指标,通过改变负压振荡筛速率旋钮研究筛布速率与分离效果的关系,最大速率可认为100%。在固液分离的过程中,离心机从沉砂池中抽取钻井液,分离其中的泥沙,作为二级固控设备。
3.2 不同筛布速率下泥浆含液率的变化
对经过履带式负压振动筛前后的泥浆进行检测,数据检测分为入口含液率检测、出口固相含液率检测、入口泥浆性能检测及出口滤清液性能检测等4个部分,其中含液率k通过烘烤后称重计算获得。

式中,Q1为烘烤前总质量,kg;Q2为烘烤后总质量,kg。
筛布速率分别取履带满载旋转速率的25%、35%、45%和55%进行试验,试验初期将设备直接接入一级固控系统,井口返出岩屑不经传统振动筛,直接由螺旋输送机送至负压振动筛后返出岩屑,在负压振动筛入口与出口进行了2次取样,结果如图6、图7所示。
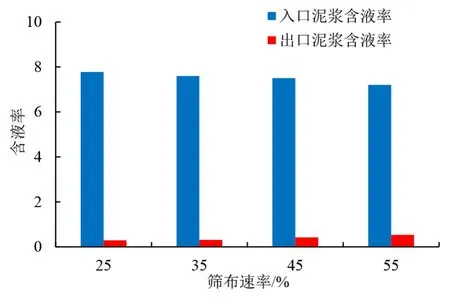
图6 初次入口与出口含液率比较
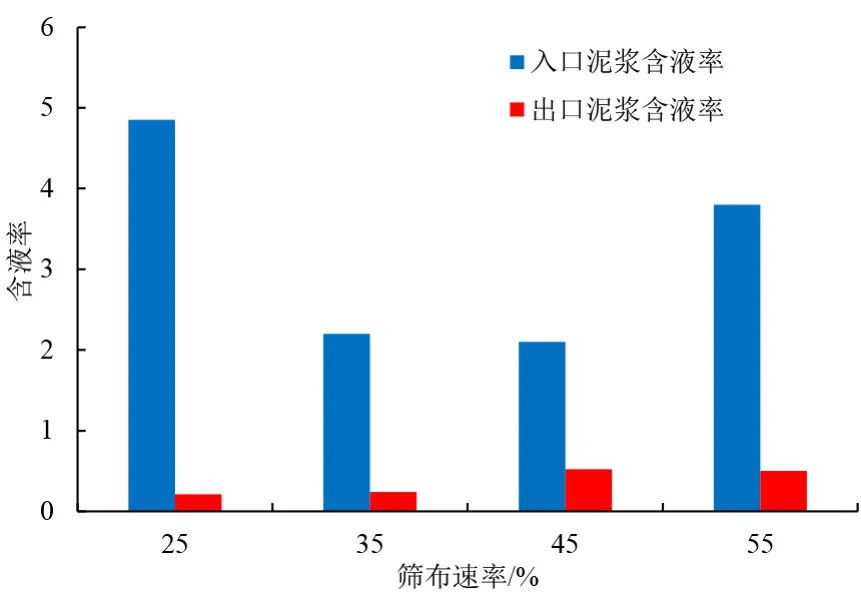
图7 第二次入口与出口含液率比较
由图6和图7可见:初次取样入口泥浆含液率在720%~778%,出口泥浆含液率基本上为40%;二次取样入口泥浆含液率在210%~485%,出口泥浆含液率在40%左右,且出口泥浆含液率均随筛布速率的增大而增大。负压振动筛进口和出口的钻井液含液率对比显示井口返回泥浆含液不稳定,在200%~780%波动较大;经过负压振动筛处理后的固相含液率基本上为40%,效果稳定;随着筛布速率的增加,处理后的泥浆含液率逐渐增大。
3.3 不同方式处理结果
在保持开次、旋转速率、取样时间相同的情况下,对传统振动筛、离心机、负压振动筛的排出固相分别进行取样并分析,试验中负压振动筛筛目在保持单一变量的情况下先后更换为API120目和API180目。结果见图8及图9。
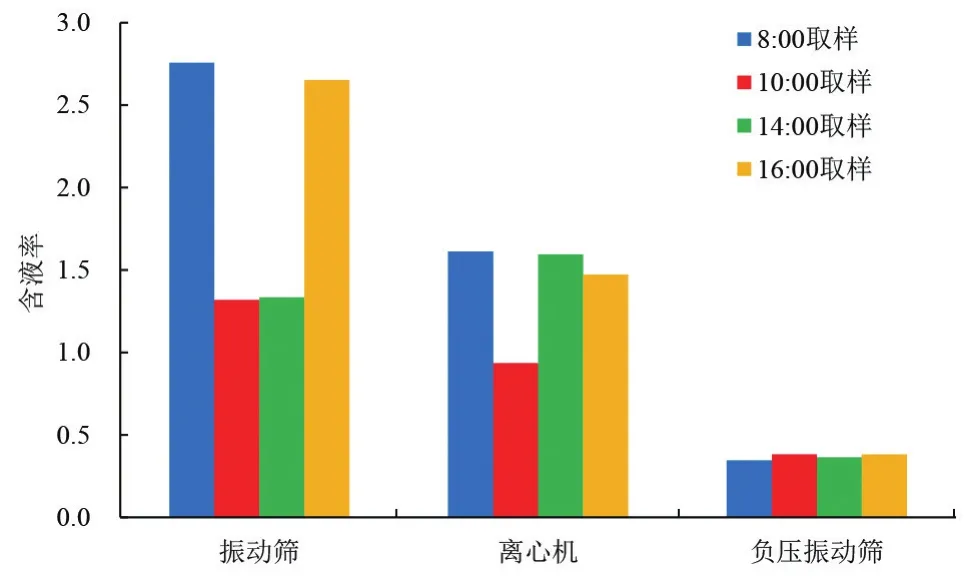
图8 不同取样位置与时间含液率比较(API120)
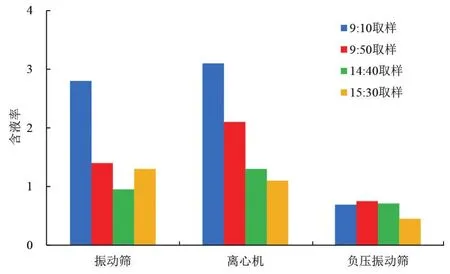
图9 不同取样位置与时间含液率比较(API180)
由图8和图9可见:与传统固控减量化设备固相含液率高达80%以上相比,负压振动筛的减量程度大,处理效果更稳定,含液率基本上在40%左右;另外API120目负压振动筛比API180目负压振动筛处理效果更好,但是采用过小筛布目数的筛布会影响钻井液固控处理质量。
3.4 进一步试验
在海上试验过程中,为了进一步检验设备处理能力,将上述3.2与3.3节中试验流程进行改变,不将负压振动筛作为一级固控设备使用,而是将井口返出泥浆经3台传统振动筛后由负压振动筛进行二级固控减量化处理,并对其处理固相进行了采样分析,结果如图10所示。
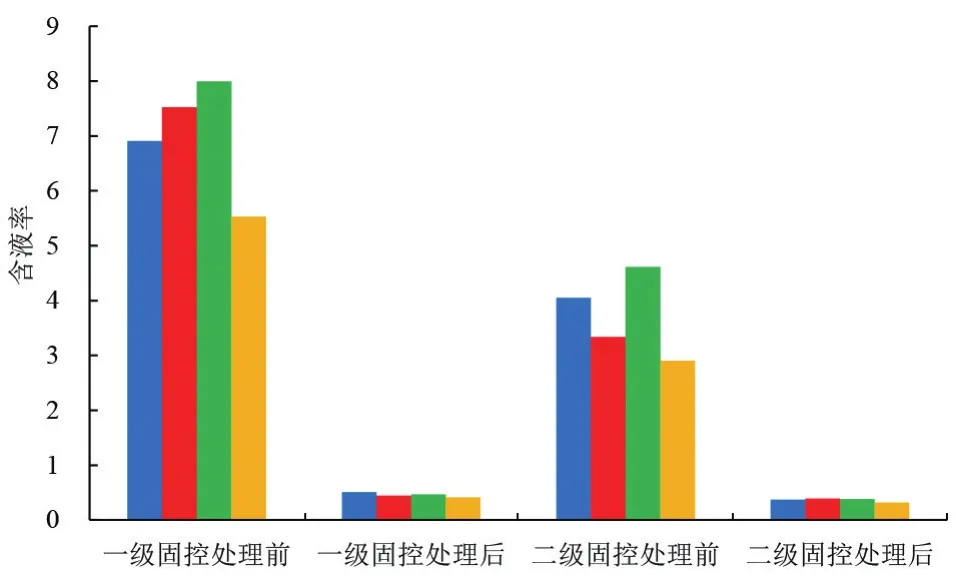
图10 负压振动筛作为一级与二级固控效果比较
由图10可见:负压振动筛无论作为一级或二级固控减量化装备,处理后的固相含液率均可降至40%,进一步证明该设备的稳定性;同时也可见负压振动筛作为二级深度减量化装备,其处理效果更优,即便处理含液率大幅降低的岩屑,负压振动筛仍具有相当稳定的深度脱水能力,处理后岩屑含液率可降至35%。
3.5 全井段处理效果
对整个钻井周期内的履带式负压振动筛处理效果取样后进行纵向分析,结果见图11。
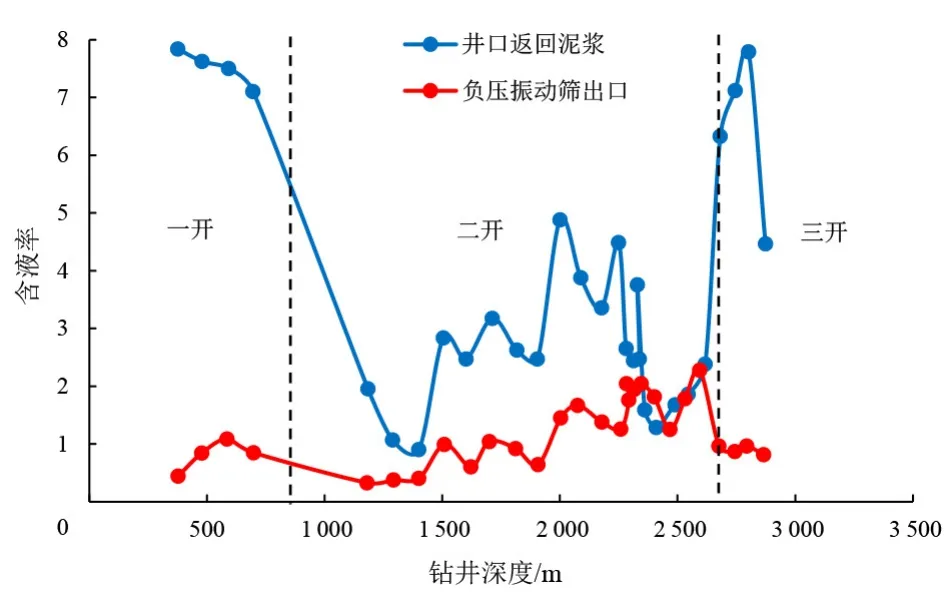
图11 全井段负压振动筛处理效果比较
由图11可见:不同钻井阶段,岩层、泥浆体系均不相同,因此井口返回泥浆含液率波动较大;一开与三开钻井期间井口返回泥浆的含液率高于二开期间的含液率;负压振动筛在全井段中,排出固相含液率基本在40%左右;在一开与三开过程中,负压振动筛脱水效果更明显,脱水效果也相对较稳定;在二开期间1 400~2 200 m井口返回泥浆的含液率明显比排出固相含液率高。结合现场运行,主要是因为二开期间平台真空泵故障,无气源压力,导致气刀装置不能正常工作,使得在二开钻进期间在2 300~2 650 m存在跑浆现象,导致出口固相含液率较高,通过对比可以发现改进的装置能有效解决泥浆筛孔堵塞难题,提高履带式负压振动筛固液分离效果。综合分析一开、二开及三开情况,履带式负压振动筛基本具备了现场随钻处理能力。
4 结论
1)适用于海洋平台的履带式负压振动筛撬装结构具有集收集、传输、分离和控制功能于一体的自动分离控制系统,通过自动化远程控制操作面板可实现可视化监控和远程操作,极大提高了岩屑减量化处理人员的工作效率。
2)改进的气刀装置能够清洁传送带,有效解决泥浆筛孔堵塞难题,提高固液分离效果,同时履带式负压振动筛不需要离心机、干燥机等设备的辅助作用,有助于降低岩屑处理成本。
3)在实际处理水基泥浆时,履带式负压振动筛无论作为一级固控还是二级固控减量装备,分离后的钻屑含液率均可以降低至40%;作为二级减量化装备,深度处理效果更好,处理后含液率降至35%。筛布旋转速率较低时,分离效果较好。
4)相较于传统振动筛、离心机设备,履带式负压振动筛的减量程度大,处理效果更稳定,含液率基本上在40%左右,且API120目负压振动筛比API180目负压振动筛处理效果更好,通过整体钻进情况看,履带式负压振动筛基本具备了现场随钻处理能力。