动车组构架焊接顺序对变形控制的影响
2021-04-18刘建康
刘建康

摘要:动车组由于构架的尺寸精度直接决定转向架的产品质量及生产效率,进而影响动车组可靠性及服役安全,本文重点关注转向架焊接构架尺寸精度控制,通过优化构架环焊缝及相关附件焊接顺序、控制焊缝热输入等措施,最终提高焊接构架尺寸精度,提升转向架产品质量。
关键词:标准动车组;构架;焊接;顺序;热输入;尺寸控制
1 现状分析
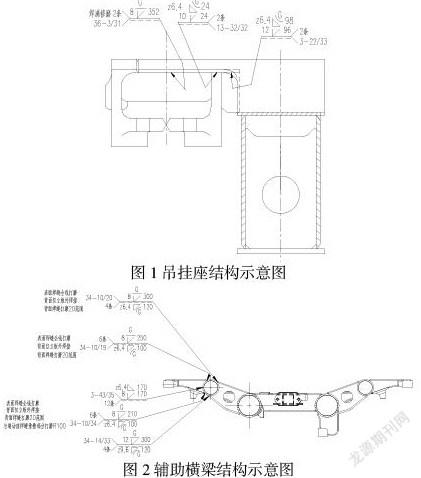
动车组构架呈H型结构,与统型车相比,动车制动吊座改为三点吊挂,由焊接吊座由横梁位置调整至侧梁位置,相应增加CP B级对接焊缝、非熔透T对接焊缝等,具体如图1所示,拖车新增辅助横梁D140管板焊接结构,如图2所示。
构架组成一步组装侧梁、横梁等件,首先由人工进行内侧环焊缝的打底及填平,然后完成外侧环焊缝的焊接。再进行空簧支撑梁的组装,然后进行空簧支撑梁焊缝及一步焊接剩余焊缝的实施。焊接完成后进行打磨、探伤、风压、划线、调修等工序。之后进行附件组装、焊接、打磨。具体工艺流程如下:
一步组装→一步焊接→打磨→探伤焊修→试验→划调→附件组装→附件焊磨→附件探伤→划调→退火→划调→焊修→抛丸→探伤→抛丸→底漆→试验→交检
通过焊接量统计及工艺分析,对比分析一步焊接及附件焊接,动车组构架焊接变形控制的重点应着重考虑一步焊接过程。其中工艺方案及工艺文件对构架一步焊接的要求较为笼统:
[1]构架组装采用反装工艺组装注意组装间隙按照工艺文件要求,组装间隙需均匀。
[2]构架组对时,侧梁间距尺寸需进行工艺放量。构架组对完成后,首件需重新划线检查各组装尺寸,需满足工艺设计要求。构架组装后在构架侧梁两端加装工艺梁后投入构架焊接工序。
[3]构架一步人工焊接在二轴转胎上进行,采用刚性固定工艺,首先完成横梁与侧梁的内侧焊缝打底及填平,再完成外侧焊缝的焊接。
[4]构架二步组装空簧支撑梁,然后人工焊接一步剩余焊缝。
[5]焊接完后对相应焊缝进行打磨探伤。
技术要求未针对构架结构变化提出相应的焊接变形预防措施,不利于焊接过程构架尺寸精度控制,本文重点试验并优化构架一步焊接时环焊缝区域的焊接过程热输入及焊接顺序设置。
2 优化方案
针对构架一步焊接主要焊缝:构架环焊缝、空气室焊缝、空簧座板焊缝的焊接试验、优化、固化焊接顺序,同时为降低热输入控制层间温度采用对称焊接,经与转向架分厂焊接监督讨论编制具体方案如下:
[1]焊接顺序:环焊缝内环焊缝打底2层→环焊缝外环焊缝打底3层→环焊缝内环焊缝填充→环焊缝内环焊缝封面→环焊缝外环焊缝填充→环焊缝环焊缝封面→空簧支撑梁筋板焊接→空簧支撑梁长直焊缝背面焊接→空簧支撑梁长直焊缝正面焊接→辅助横梁内环焊缝打底2层→辅助横梁外环焊缝打底3层→辅助横梁内环焊缝填充→辅助横梁内环焊缝封面→辅助横梁外环焊缝填充→辅助横梁环焊缝封面。
[2]热输入控制:由两名操作者左右对称同时焊接环焊缝及辅助横梁焊缝,按照严格按照焊接工艺规程要求控制焊接过程焊接参数及焊接速度,确认层间温度不大于200℃,减少焊接过程热输入从而降低焊接变形。
[3]其他要求:确认焊縫准备的状态和定位焊状态,由于环焊缝结构特殊,应在满足构架整体组装尺寸要求的前提下尽量使得环焊缝圆周组装间隙均匀,避免间隙差异较大导致的焊接参数反复调整,影响焊接变形的规律性。焊接方向采取同方向对称焊接,从一端向另一端或从中间向两端,禁止从两端向中间焊接。定位焊段或底焊层焊缝成形存在突起或夹沟时,应对其打磨平滑或呈凹形,防止焊下一层时在图示位置产生未熔合等缺陷,同时须将焊段两端磨出斜面并与正式焊缝圆滑过渡才能进行下一步焊接,从而保证超声波探伤合格率。
4 实施效果
4.1构架尺寸统计
经优化构架一步焊接顺序后,对构架划线尺寸检测进行了3个月的统计,对比方案实施前后效果如下。
4.2经济效益
由于焊接变形的较小,大大减少了构架调修的作业量,可节省火焰+机械调修、尺寸复检、天车吊运等工序时间,单个构架作业时间降低2小时,生产效率大大提升,减少了火焰调修加热气体消耗,同时由于规范了从组装到焊接各接头及焊缝细节,构架环焊缝超声波探伤一次合格率得到有效保证,节省了探伤缺陷焊修时间。
5结论:
焊接变形对产品的性能、尺寸精度和稳定性产生不可忽略的影响,从而影响产品质量,所以对焊接应力与变形控制的研究是有必要的。在焊接过程中,不均匀的热输入导致焊接结构的变形。不均匀的温度场,使结构各个部分热胀冷缩不能同步。焊缝处金属熔化、凝固的过程中会产生相变、膨胀和收缩等,体积会产生较大的变化,从而引起焊接结构的变形。影响焊接变形的因素有很多,对于形状、材料和焊接参数确定的构件来说,焊接顺序是控制焊接变形量的关键。
本文重点研究了焊接顺序对于焊接变形的影响,制定并验证了优化方案,最终满足了产品焊接质量及尺寸精度控制要求,对于精密结构而言,随着生产技术的不断发展,焊接变形的控制方法也需要在生产实践中不断改进和完善,在后续的生产活动中,将继续深入研究刚性固定、反变形等焊接变形控制方法,践行我公司追求卓越的质量方针。
参考文献:
[1]向祖权,刘彬,陈文涛,刘春雨,杜洪文.船体结构T型接头焊接变形预测及控制研究[J]. 船舶工程,2016.03,82-83
