一种纱线焊接机的关键技术研究
2021-04-12胡学涛林富生黄丰毅徐钊钊宋志峰
胡学涛, 林富生, 黄丰毅, 徐钊钊, 宋志峰
(武汉纺织大学, 三维纺织湖北省工程研究中心, 湖北 武汉430200)
0 引言
随着织机运行速率的提高,经纱很快就会织完,加上劳动力紧张,熟练的穿经工呈现供不应求的状况。在这种情况下,同一品种再次上机织造时,使用纱线焊接机进行经线焊接,然后再将经线依次拉过停经片、综丝和扣板,这种方式是减少织机停车时间、 提高效率的最佳方式[1]。本文设计了一种新型的纱线焊接机, 该纱线焊接机的功能就是利用机械代替手工将上一批织完的经线与新织轴的经线一对一的焊接,达到不停机连续织造的目的。
1 纱线焊接机的发展状况与趋势
目前,国内外使用纱线结经机较多,而纱线焊接机相对使用较少,结经机的作用是将经线逐根打结。当前国产结经机配合挑纱针的选择与监测功能的改善, 大大优化了结经机的接纱效果。 国外的自动结经机,已经出现利用电子计算机实施程序监控, 为织造排花创造了更有利的条件[2]。
但是,自动结经机还是存在很多问题。 第一,大跨度的斜拉纱线较多,绞头多,易造成断头多,停机频繁,并且经向形成筘路疵点较多。 严重影响织物的品相;第二,无论是国产的还是进口的自动结经机,在使用过程中都或多或少地存在双纱和多纱对接的现象[3]。 目前市场上有的纱线焊接机相对较少, 但还是存在一种手持式的纱线焊接机, 这种手持式纱线焊接机是对单一纱线进行焊接,所以它的效率比较低。 本文提出的纱线焊接机能很好的解决这些问题, 具有很大的研究意义和实际使用价值。
2 纱线焊接机的整体方案设计及结构分析
设计一台纱线焊接机, 该机主要通过超声波焊头将织机上剩余纱线和新纱线焊接在一起, 这种方式是减少织机停车时间、提高效率的最佳方式。该纱线焊接机焊接牢靠,焊接效率高。
2.1 纱线焊接机的关键技术及创新点
该纱线焊接机的关键技术表现在使用超声波焊接的工艺, 使一整根经轴上的纱线或者同一层的纱线同时焊接。这台纱线焊接机的主要创新点在于:①使用超声波焊接技术同时焊接一整根经轴的纱线,使纱线焊接牢靠;②使用圆形的刀辊机构, 切割纱线焊接完后纱线之间的粘连部分, 有效解决了纱线之间的粘连问题; ③该机采用PLC 控制,控制气缸和电机的协同运动。
2.2 纱线焊接机的整体设计方案
该纱线焊接机主要包含五个部分:纱线张力机构、刺辊毛刷机构、钢梳机构、焊接机构、刀辊切割机构,见图1。

图1 焊接机整体结构图
该机开始焊接前,需做好准备工作。 首先,需要将织机上剩余的纱线穿过纱线张力机构上的重力摆杆, 接着穿过两胶辊之间,然后要按顺序依次穿过钢梳1、两个超声波焊接头和钢梳2,最后将纱线拉到刺辊毛刷处,将纱线依次缠绕到刺辊毛刷上。 通过刺辊毛刷机构上的摇杆顺时针摇动将纱线张紧。同样的,新纱线按照反向的顺序布完。 然后会在超声波焊头内地槽板内各布置一层热塑性薄膜,接着气缸推动超声波焊头对接,将纱线焊接在热塑性薄膜内,完成焊接工作。 焊接完之后,将焊接完的纱线依次放入刀辊内,启动刀辊将焊接的粘连部分切割开,最后再将两端多余的线头剪掉, 将焊接接头部分依次拉过停经片、综丝和扣板,进行新一轮的织造过程,这种方式既降低了劳动强度,又减少了停机的时间,大大提高了织机的效率。 该机器的气缸和伺服电机都是采用PLC 协调控制的。
现对该纱线焊接机的五大机构进行具体分析:
(1)纱线张力机构。 图2 中,两根包胶辊上下分布,两端通过连接件连接一根不锈钢重力摆杆, 纱线通过这根不锈钢摆杆,然后再穿过两根包胶辊。纱线经过包胶辊会增加一定的摩檫力, 同时张力摆杆通过自身的重力把纱线往下压,从而使纱线一端张紧。
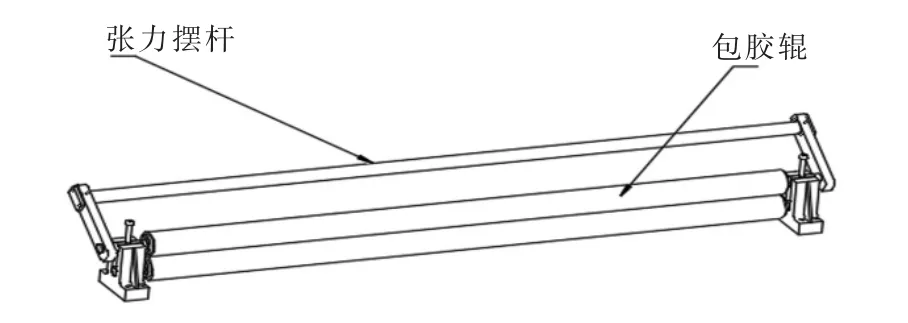
图2 纱线张力机构
(2)刺辊毛刷机构。 如图3 所示,该刺辊毛刷机构通过联轴器将刺辊轴和涡轮蜗杆减速机连接, 此外涡轮蜗杆减速机上还装有一个手摇手柄。 刺辊是一种特制的带刺的辊子,该刺辊可以起到梳理纱线的作用,而且还可以将纱线缠绕在刺辊上,起到固定纱线的作用。 摇动手柄,通过蜗轮蜗杆减速器,可以起到张紧纱线的作用。蜗轮蜗杆减速器既可以改变摇杆手柄的方向, 同时也有利于纱线张紧,使纱线更容易张紧。

图3 刺辊毛刷机构
(3)钢梳机构。钢梳机构包括一排钢梳嵌置在钢梳槽中,内测固定一根导向杆,整个装置固定在两根滑动导轨上,中间位置固定一个推动气缸。钢梳可以将织机上剩余纱线和新纱线放置在同一齿间, 这样保证需要焊接的两根纱线在同一齿间,见图4。
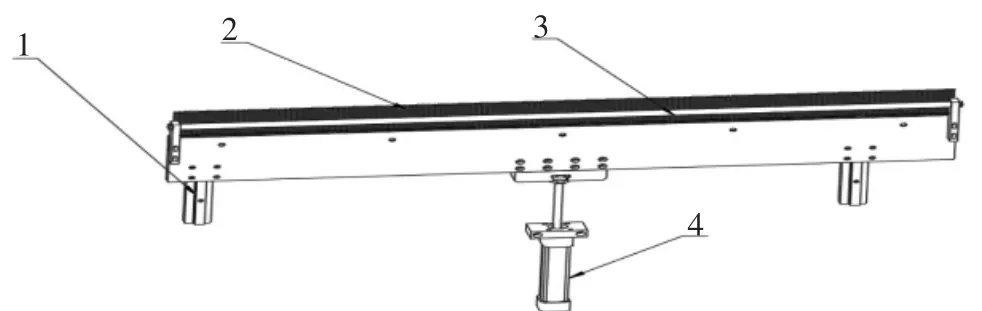
图4 钢梳机构
(4)焊接机构。焊接机构主要包括上超声波焊接头和下超声波焊接头, 如图5 所示该机构龙门架上固定上超声波焊接头,其中上焊接头外有一层钣金,该钣金连接着一对小型的伸缩气缸, 其作用是将一层薄热塑性塑料放置在上焊接头下,当气缸回缩时,钣金会使薄热塑性塑料贴紧。整个上焊接头通过两个同步气缸,在升降导轨上实现整体升降运动,同时下焊接头外侧也有钣金,也有两个小型的伸缩气缸控制它的上下运动。在焊接时,也会在下焊接头上布置一层热塑性塑料,在纱线布完之后,上焊接头与下焊接头对接, 通过上下两层热塑性塑料将纱线焊接在中间,完成整体焊接过程。

图5 焊接机构
(5)刀辊切割机构。图6 为刀辊切割机构,这个整体的切割平台通过两个同步气缸实现水平方向上的运动,而上放的平台通过刀辊升降气缸实现上下升降运动。纱线焊接之前,刀辊是位于下焊接头的下方的,当纱线焊接完成后,刀辊上升到纱线的高度,通过电机带动刀辊旋转,通过水平伸缩气缸推动刀辊前进,从而完成切割动作。

图6 刀辊切割机构
3 实验分析
该实验主要在一个如图7 所示的超声波焊接平台上,布置几组石英纤维纱线,利用钢梳将每组纱线均匀分布开, 选择几种常见的热塑性塑料薄膜: 聚乙烯薄膜(PE)、聚丙烯薄膜(PP)、聚氯乙烯薄膜(PVC),布置在上下焊接头处,通过超声波焊接装置完成焊接,焊接完成后的纱线如图8 所示, 最后利用切割装置将几组纱线均匀切割开,切割后的纱线如图9 所示。通过拉力器测试每组纱线焊接处的失效拉力。 该实验针对每种材料测试了5组纱线焊接处的失效拉力,得出数据见表1。

图7 焊接平台

图8 焊接完成的纱线

图9 切割后的纱线
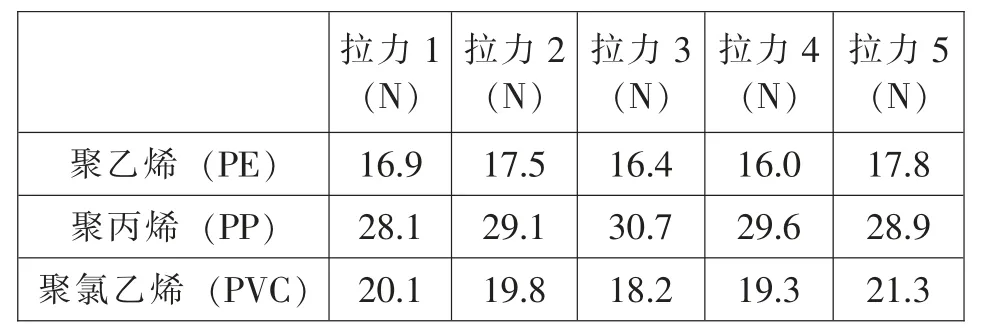
表1 三种常见热塑性塑料薄膜焊接纱线的失效拉力表
根据实验数据分析, 这三种热塑性塑料薄膜的焊接效果存在一定的差异,从表中可以看出,聚丙烯的效果尤为突出,可达到30.7N 的拉力,一般将纱线拉过综丝、筘板所需要的拉力在10.0N 左右。通过该实验验证了该焊接机构焊接纱线的可靠性,焊接的纱线在焊接处的牢固性。
4 结束语
本文主要研究了一种新型的纱线焊接机, 主要解决经纱打结的问题, 使同一规格的经纱在连续织造的情况下,不需要重复穿综、穿筘,大大降低了劳动强度,提高生产效率。 这种新型的纱线焊接机不仅能够有效解决经线的焊接问题,还能应用于各种纱线焊接的场合,大大扩大了该纱线焊接机的应用范围。 但该纱线焊接机还存在一些不足,就是没有达到百分百自动化,还是需要人工完成一些辅助工作,还需进一步完善。