L型板抓取柔性机械手的设计
2021-04-09刘兴德周海宇
刘兴德,周海宇,靳 曦
(1.吉林化工学院 机电工程学院,吉林 吉林 132021;2.吉林化工学院 信息与控制工程学院,吉林 吉林 132022;3.北京工业大学 材料与制造学部,北京 100124)
L型板是汽车装备夹具中安装在基板上的连接定位块、夹紧块等的支撑部件,其制造工艺包括:板材下料、焊接、热处理和切削加工.L型板的焊接质量直接影响之后的热处理和切削加工工艺.
当前L型板焊接工艺存在的问题:
(1)固定抓具只能装夹单一尺寸工件,且更换夹具成本高,效率低;
(2)手工焊居多,焊接精度不达标,作业环境差;
(3)焊接一致性差、外观成型不良、焊接时变形大,易出现未焊透、焊接后工件内部应力分布不均等现象;
(4)工件装夹时间长,焊接效率低.
为此,开发基于工业机器人的L型板智能焊接平台,在工业机器人上装备柔性抓手[1-2],可抓取一定尺寸范围的L型板零件.在焊接过程中,可使每道角焊缝保持在船型位姿,实现L型板的自动船形焊接,可大幅度保证和提高焊接质量,提高焊接速度,降低劳动强度.
1 智能焊接平台整体结构介绍
1.1 L型板
L型板结构如图1所示,由立板1、肋板2、底板3三部分组成,立板上有定位孔、安装孔用于同定位块、连接块固定连接;肋板起加强支撑的作用;底板同base板固定连接起连接支撑的作用.材质为Q235板材[3-4],通过线切、火切等下料,具备一定规模的机加厂均有数控切割设备,预焊接件尺寸较为精准.

图1 L型板结构图
1.2 焊接平台总体结构
L型板焊接平台总体结构,如图2所示.

图2 焊接平台整体结构
柔性机械手由六轴工业机器人、快换盘以及柔性抓手3部分组成,六轴机器人具有运作灵活性好、转角精度高[5],可做到快速启停等优点;快换盘可实现工业机器人与柔性抓手快速拆卸,提升工作效率.
柔性抓手通过快换盘安装在六轴机器人上,六轴机器人可通过调节自身姿态,使柔性抓手夹持的工件在焊接时处于船型位置,实现船形焊接,保证焊接质量.
1.3 柔性抓手
柔性抓手由一系列标准件与非标件通过螺栓、销固定连接而成,各部件结构简单、成本低.柔性抓手结构如图3所示,虚线部位为抓件前柔性机械手的打开状态,相同部位的实线部分为柔性抓手的夹紧状态.
此柔性抓手是根据实际工况经多次优化的最终结果.
根据图3,抓件流程如下:

图3 柔性抓手结构图
L型板由3个尺寸、重量均不同的部件碳钢焊接而成.在夹具单元中,L型板各部件分别上件、装夹完成后,夹具单元上的压力传感器发出信号,工业机器人带动柔性抓手缓慢驶入夹具单元中,加紧气缸1、5、8工作,带动定位压爪2、4、7夹紧并抓取工件,完成抓件流程.
六轴工业机器人运转,带动柔性抓手,到达焊接指定位置,完成六点定位点焊、船型满焊的焊接过程[6-7].压力传感器采用FSR402,是一款重量轻、体积小、感测精度高的超薄型电阻式压力传感器,可精确反映出各部件是否到达指定位置.
计算分析:
本设计中应用的L型板变动的工件尺寸为立板长度:150~300 mm,材质为Q235的L型板部件间的摩擦系数为0.45.底板受力分析如图4所示.

图4 底板受力分析图
单独对工件底板(约重1.8 kg)受力分析可知:
F摩1=m底g=μFN1=μF1,
(1)
F1=40N,
(2)
肋板受力分析如图5所示.

图5 肋板受力分析图
单独对工件肋板(约重1 kg)受力分析可知:
F摩2=m肋g=μFN2=μF2,
(3)
F2=23N,
(4)
工件整体受力分析如图6所示.
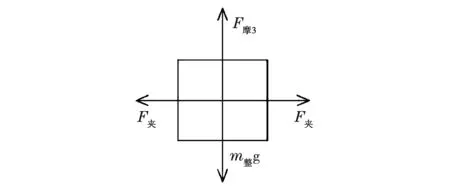
图6 整体受力分析
对工件整体(约重6.8 kg)受力分析可知:
F摩3=m整g=μF夹,
(5)
F夹=152N,
(6)
气缸选型:柔性抓手上的SMC手指气缸根据立板的宽度来选择,气缸闭时行宽度应至少大于100 mm,SMC气缸的夹持力根据图6工件整体受力分析得气缸夹紧力的大小,由此选择SMC气缸的规格为TJ-MHL2-32D;为保证德国TUNKERS气缸打开时气缸压臂不与夹具单元发生干涉,TUNKERS气缸打开角度为90°;亚德客气缸按照立板上件过程中所测的长度来选择气缸量程为200 mm,根据夹紧力的大小所选气缸型号为TR12×200,如表1所示.

表1 气缸型号
2 结 论
计算机虚拟焊接流程,只需一人辅助即可完成上料,随后柔性机械手即可自动完成焊接、下料等一系列工序,节省大量人力物力.为验证方案可行性,采用德国西门子工业机器人仿真软件Process Designer和Process Simulate,对其工作位置、路径、工作节拍进行仿真优化,保证焊接可行性.
智能焊接平台的优点:
(1)组件多为标准件,结构简单,设计制造成本低;
(2)六自由度机器人工作范围大,转角精度高运作灵活,可快速启停;
(3)该装置可适用于抓取一定尺寸范围内的L型板,快换盘的配用可快速更换柔性夹具部件,抓取更大尺寸范围内的L型板;
(4)该装置可用PDPS模拟仿真抓件焊接路径,抓件效率高、精度高;
(5)该设计所用材料经济性高、对环境无污染.
本文对L型板的焊接装置进行改进,新的生产流水线将彻底取代传统的L型板焊接模式,使L型板焊接的效率、质量均大大提升,并且可以让使用L型板作支撑的工装夹具的精度大大提升.
