主题公园塑石假山施工技术
2021-04-09赵立兵
赵立兵
(中铁建设集团有限公司 北京 100040)
1 引言
随着我国市场经济高速、健康的发展,特别在倡导环保、低碳节能的今天,国家扩大内需战略和区域发展,城镇化先后的实施,各地区基础设施建设发展迅速以及人们对美学认识的提高等等需求使假山塑石增长相对较快,从用途方面而言,也有着较为广泛的功能[1],同时不断地向主题公园、室内造景、艺术景观等高端领域发展。
北京环球影城是继美国好莱坞、奥兰多、日本大阪、新加坡环球影城后第5座环球主题乐园,在施工上不仅要求高质量高标准,而且在艺术上还要具有高观赏性。本文通过对510假山城堡在整个塑石施工过程中的技术工艺总结形成一套完整、成熟的假山塑石施工技术,对今后施工此类项目提供一定的指导意义。
2 工程概况
北京文化旅游度假区项目坐落在北京通州区,占地面积12 km2,其中首期规划包括495 400 m2的北京环球影城主题公园项目以及约510 900 m2的配套设施项目两大部分。
主题公园坐落在北京文化旅游度假区东北侧,本项目为北京环球影城主题公园项目标段4(715)—510城堡,上部为镀锌钢框架结构,底部为塑石假山,塑石假山施工面积约为2 800 m2,建筑施工高度约为19.146 m。分为Z01、Z02、Z03、Z04 四个区域,见图1。

图1 塑石假山区域
3 工艺原理及优势
3.1 工艺原理
塑石假山工艺原理是将钢筋按照图纸焊接制作成形状不一的钢筋骨架网片,再把不同形状的钢筋骨架网片逐一焊接固定在对应的钢结构骨架上,然后进行喷浆雕刻、洒水养护、上色而成。
3.2 塑石假山优势
塑石假山材料来源广、成本造价非常低、施工方便灵活、艺术造型灵活多变。塑石假山是用雕塑艺术手法仿造自然山石,在塑石假山制作过程中把人工美融合到体现自然美的园林环境中去,塑造出大自然山体的磅礴气势,有着较高的施工难度和较为苛刻的审美要求[2]。
4 施工工艺和施工要点
4.1 施工操作流程
整个塑石假山的主要工艺流程分为:钢筋网片制作、钢筋网片安装、塑石假山喷浆雕刻、上色四个主要流程,整体施工操作流程见图2。
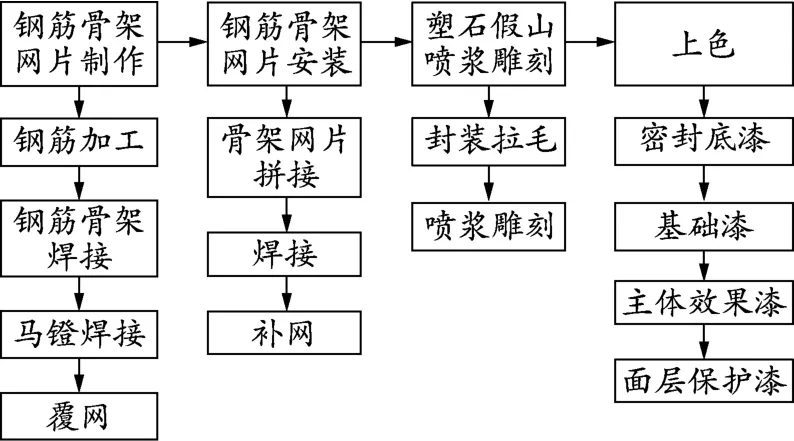
图2 塑石假山施工流程
4.2 钢筋骨架网片加工制作
4.2.1 钢筋网片深化
过度饮酒:饮酒后,95%的酒精依靠肝脏代谢。如果人体过度饮酒,会增加体内毒素聚集,还会降低肝组织的修复和再生,进而诱发各种慢性肝病,如酒精性脂肪肝。
通过假山电子模型,使用3D扫描仪进行扫描,生成电子模型,为网片切割提供数据支撑。针对扫描的模型进行山皮修补及调整工作,由钢结构设计负责人做主体建筑结构与山表皮碰撞,检测结果无误后移交至设计师进行网片区域切割、编号,根据网片数据进行钢筋骨架网片深化设计,并转化成机器识别码。
4.2.2 加工生产
根据转化成的机器识别码通过自动弯曲机加工生产每片网片中的独立骨架钢筋,每生产出一根独立钢筋时均粘贴标识码,通过二维码扫描代替传统人工纸质记录,操作便捷高效[3],见图3。生产的钢筋摆放到指定位置,自动弯曲机弯曲钢筋过程中,如有卡顿、卡边等现象时,此根钢筋必须重新生产。

图3 加工完成的骨架钢筋
4.2.3 拼装焊接
按照网片拼装图在事先制作好的焊接制作网片组装钢筋笼(夹具)内进行焊接,夹具边角为50 mm×50 mm×5 mm角钢,内部为φ10@150钢筋焊接而成。首先进行边筋及定位筋定位,定位时要严格按照图纸要求的尺寸进行定位,误差不得超过1 cm;其次中筋依据编号及网片造型在夹具依次定位,理论应先定V筋,再定H筋,最后定Z筋,夹具见图4。外围主筋与中间分布筋之间的交叉点;中间分布筋之间的交叉点均采用电阻焊焊接;所有与边筋交叉的点都必须满焊。网片上的开焊点不得超过整张网片交叉点的1%,并且任一根钢筋上开焊点不应超过该钢筋上交叉点总数的一半,网片最外边钢筋上的交叉点不应开焊;焊接过程中核对拼装图,发现问题及时进行调整。
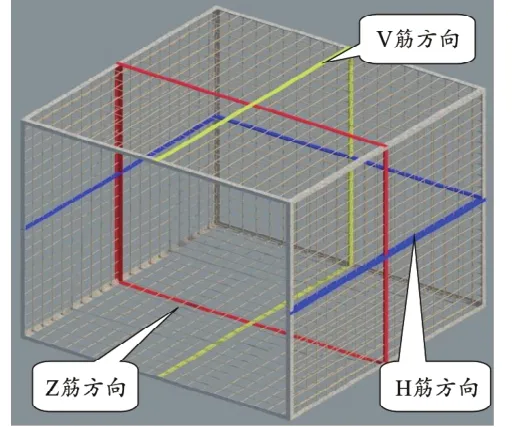
图4 焊接制作网片组装钢筋笼(夹具)
4.2.4 覆网
每片钢筋骨架焊接完成后经与拼装图核查无误后在钢筋骨架上焊接成品马镫。马镫间距200 mm,并根据网片的选型适当增减间距,增减间距不得超过±50 mm。所有马镫与网片交叉点以电阻焊焊接,且必须按照网片造型进行焊接,网片排列间距尺寸准确,交叉点可保证整网受力,增加刚度,减少变形[4],平面图见图 5。

图5 钢筋骨架网片平面图

图6 钢筋骨架剖面示意
4.3 钢筋骨架网片安装
根据假山施工图纸在施工区域利用测量仪器进行定点放线,并做好标记[5]。在确认网片无误的情况下,施工人员按照网片编号从上往下悬挂在对应的镀锌钢挑杆上,拼合在一起的网片使用扎丝初步固定,根据假山设计图纸和加工单位提供的技术资料,组织人员进行网片预拼装[6],网片固定后对比参照模型是否符合设计要求,最终由现场艺术总监确认[7]。施工平台通过共用固定假山网片的钢挑杆,施工时只需在挑杆铺设木跳板即可[8],见图7。

图7 钢筋骨架网片安装
焊接前再进行图纸核对确定网片安装无误。把拼合在一起的相邻网片边缘主筋采用电阻焊单面焊接,焊缝长度不得小于50 mm,相邻焊缝之间的间距不得大于150 mm。悬挂网片的镀锌钢挑杆上部及侧面分别附加一根长度600 mm的φ10钢筋并全长单面满焊。
当钢筋骨架网片安装过程中存在有部分网片短小且无法拼装在一起时,则进行现场钢筋剪切补足。
网片遇到设备洞口时(设备洞口允许值为1 200 mm以内),应在洞口四边各附加一根钢筋,并全长单面满焊。具体为:洞口尺寸≤400 mm时附加φ6.5钢筋;400 mm<洞口尺寸≤1 200 mm时附加φ10钢筋。
邻近混凝土地面的底部网片钢筋与植入混凝土地面的钢筋进行单面满焊以防止网片的摆动。
钢筋骨架网片焊接完成后,应对施工中遭到破坏的网片进行修补,修补的网片与原网片每边搭接宽度不小于150 mm,并使用镀锌扎丝绑扎牢固。
4.4 塑石假山喷浆雕刻
按照砂浆厂家给定的配比采用强制式搅拌机搅拌砂浆,搅拌好的砂浆通过压力喷枪喷射到已安装好的钢筋骨架网片上,见图8。封装厚度为30~50 mm,略高于正面镀锌六角网10~20 mm。喷浆达到需要厚度后立即采用铁抹子进行抹平并顺着山势拉毛,拉毛深度5 mm,宽度4 mm。拉毛层砂浆终凝后洒水养护,持续养护时间3~7 d,然后进行雕刻层施工。

图8 封装层喷浆
雕刻砂浆利用压力喷射枪喷至拉毛层上。喷射砂浆(或人工抹灰)厚度宜为20~30 mm,且根据现场雕刻艺术总监指导进行。当雕刻砂浆厚度超过40 mm时应分2次进行,底层喷射砂浆强度达到终凝强度的40%才允许进行二层喷射[9]。喷射作业时严格按照要求埋设钢筋头并以此控制喷射砂浆的厚度,通过适当加密埋设的钢筋头数量,来改善表面的喷射平整度[10]。
雕刻师使用大小不一,型式不一的雕刻刀、毛刷,并根据现场砂浆凝固状况及确认的样板块对喷射好的砂浆进行削减、填补、拍打、纹理等施工,雕刻师雕刻时应在雕刻艺术总监指导要求下进行操作以满足现场艺术效果要求,在每个雕刻的施工过程中,根据深化图和纹理图进行现场指导,确保每个面、线、点均按图施工[11],雕刻完成后待砂浆终凝再进行洒水养护,养护时间不得少于7 d。
出料速度要根据现场喷浆速度调节,确保喷浆过程不会中断,同时也不会有料长时间堆积,导致水泥变干,喷浆效果变差。喷浆时操作员持喷枪贴近施工,左右斜喷,近喷,切忌直喷、远喷,确保砂浆能透过网片并尽可能减少有可能存在的空洞现象。操作时枪头来回摆动,均匀喷射。
为防止喷浆因收缩不同导致线性开裂,每天喷浆结束时都以T型面收尾,并且每一层的T型面不在同一个竖向方向上。
4.5 上色
4.5.1 技术要求
根据色彩艺术总监指导调配出不同色彩效果的配料比。检测雕刻砂浆表面的酸碱度、湿度、温度,满足表1相应指标后再进行上色。

表1 检测表
正式施工前须由通过建设单位培训并认可的上色师制作同种包装界面样板,并经现场色彩艺术总监确认后封样。
4.5.2 施工要点
封闭底漆施工前雕刻层采用高压清洗机彻底清洗,清洗所有表面残留灰层,碎屑,同时清洁施工通道区域并使用涂漆制造商认可的修补化合物填充孔洞、阻碍物、裂缝、破裂以及其他的缺陷,匹配邻近的表面轮廓、颜色和纹理。等待施工表面养护干燥,再次对面层表面进行酸碱度、湿度、温度检测,以保证后期主题色彩的涂层质量效果。表面达到喷涂后采用无气喷涂机进行大面积喷涂,并保证喷涂环境清洁。
在封闭底漆正常硬化后进行基础漆喷涂,色号根据主题效果由艺术总监指导确定,喷涂方法同封闭底漆。在喷涂过程中应分2次喷涂并确保喷涂面层厚薄均匀,不漏底,表面无留痕、翘皮等质量问题并对基础色喷涂间隙处进行修补。
主题上色喷涂在现场艺术总监的指导下稀释材料,使用大口径喷枪、尼龙刷、罐装喷枪等各种工具并通过水洗步骤完成大体效果,再使用海绵抹去表层的颜色并消除人工痕迹。使用喷枪完成多层次撒点,使用猪鬃刷局部提亮高光,以体现质感,重复水洗步骤,再次调整整体效果,加强阴影效果。最后使用滚筒完成局部掉漆质感。主题效果经现场艺术总监验收通过后使用无气喷涂机将透明保护漆喷涂于主题上色区域。
5 结束语
随着全国各地文旅项目的兴起,促成艺术造景工程越来越多。本文通过对北京环球影城大型主题公园的塑石假山从各道施工工序方面阐述了其不同的施工工艺、施工要点及方法,大幅度提高效率,减少误差,提升质量;大幅度减少污染,绿色环保[12]。希望能为今后施工类似的工程提供一些实践经验和技术积累。
