重型卡车5052 铝合金燃油箱焊接修复工艺
2021-04-09哈尔滨华德学院宁亮亮王伟银
哈尔滨华德学院 宁亮亮,王伟银
随着汽车轻量化概念的提出,传统的铁质燃油箱逐渐被铝质燃油箱替代,尤其是卡车这类重型车辆。采用铝合金材质的燃油箱,可使油箱自重减轻一半,而且不易生锈,使用年限长,深受用户的青睐。铝合金油箱材料多为5052铝板,适合制作盛放腐蚀性的容器,不污染燃油,非常适合作为汽车的燃油箱使用。
重型卡车在长途运输过程中由于路面的颠簸及交通事故等原因易造成燃油箱的刮蹭和破裂。我们经过多年的攻关和经验的积累,充分地掌握了重型卡车铝合金燃油箱的焊接修补技术,摸索了一套铝合金燃油箱合理的焊接工艺流程,弥补了目前国内铝合金燃油箱特种焊接难题,给相关维修企业提供借鉴。
1 燃油箱焊接安全隐患分析及处理方法
重型卡车铝合金燃油箱盛放介质为柴油,绝对不能直接在燃油箱上进行补焊,由于燃油箱内部受热,油气膨胀这样一定会引起爆炸。下面以现场实际焊接修复案例介绍正确的处理方法。
(1)由于铝合金燃油箱表面出现了破损,柴油大量渗出,首先我们利用毛巾将破损部位堵住,尽量减少车主的经济损失。
(2)利用一个抽油泵将油箱内的柴油抽到一个油桶中临时存放。之后利用装卸工具将油箱从卡车上卸下来,并将铝合金燃油箱内部残留的柴油用水冲洗置换,使残留的柴油降到最少,提高安全性。
(3)做到以上操作我们依然不能进行焊接操作,因为残留的油气燃烧会使燃油箱内部温度增加,过热汽油排不出来,气体膨胀,仍然具有爆炸的可能性。最关键的环节是要使铝合金燃油箱与外界空气之间形成气对流,将油气及时排出,这样就不会发生爆炸。为实现气对流我们采用的方法为:将燃油箱的进油口和出油口及油箱油位计全部打开,将气带与进油口连接好,利用气泵向铝合金燃油箱内部冲入空气,使内部的油气从出油口和燃油箱油位计口跑出,气泵做功贯穿整个焊接过程,排出油气,直到焊接结束,可避免安全事故的发生。
2 5052铝合金燃油箱焊接修复
2.1 焊接设备、工具及材料
(1)焊接设备。选用大阪COMPA50 0交直流TIG,其他工具包括空气压缩机、油泵、不锈钢丝盘刷、金属磨头等。
(2)5052铝合金母材。5052铝合金的主要合金元素为镁,这种合金的强度高,特别是具有抗疲劳强度,塑性与耐腐蚀性高,不能热处理强化,在半冷作硬化时塑性尚好,冷作硬化时塑性低,耐腐蚀好,焊接性良好,可切削性能不良,可抛光。用途主要用于要求高的可塑性和良好的焊接性,在液体或气体介质中工作的低载荷零件,如油箱、汽油或润滑油导管等。
(3)焊接材料。在选择焊丝时主要考虑燃油箱焊接修复过程中应避免出现焊接裂纹、氢气孔,及焊缝的耐蚀性能。选择型号为ER5356的天津大桥焊丝进行焊接,规格直径为3 mm。该焊丝是一种含镁量在5%的铝合金焊丝,是一种用途广泛的通用型焊接材料,焊缝抗拉强度可达265 MPa,具有良好的焊接工艺性能,焊缝成形美观细腻飞溅小。ER5356铝镁焊丝用于船舶、运动器材、航空和铁路机车、兵工和造船等行业相关铝合金的焊接。焊丝使用前应采用酒精清理焊丝表面的污物,保持清洁和干燥。
2.2 焊接工艺
2.2.1 5052铝合金燃油箱焊前的准备
(1)对燃油箱断裂位置及周围50 mm范围内进行机械清理。打磨先采用不锈钢丝盘刷、金属磨头(即电动铣刀)进行清理,然后采用丙酮(沾丙酮的白布应干净,不要使用棉布或棉纱,以避免擦拭时带出毛绒)进行清洗,去除铝合金燃油箱断口周围表面的氧化膜、油污和水分等保持清洁和干燥。
(2)将燃油箱断裂部位和凹陷部位进行修正,并去除表面的毛刺。为了使油箱能够满足使用要求,在燃油箱断裂和凹陷处表面覆盖一块5052铝合金板材,厚度与油箱壁厚一致,并能紧密贴合不留间隙,以便于沿5052铝合金板材四周与燃油箱焊接牢固,完成焊接修复工作。
(3)准备空气压缩机并将气带与放入5052铝合金燃油箱进油口内,检查出油口和油位计出口是否有气体流出,实现燃油箱空气对流,如图1所示。

图1 铝合金燃油箱进油口接空气压缩机气带
2.2.2 5052铝合金燃油箱焊接修复操作
(1)装配定位焊。焊前打磨钨极,由于铝合金热导率快,钨极氧化烧损严重,为防止钨极烧损过快,钨极磨成半球形。钨极伸出长度在4 mm~5 mm左右。喷嘴与焊件的夹角为75°~80°,焊丝与工件的倾角为10°~15°。将预先准备的5052铝合金板材覆盖在燃油箱破损处,由于板材较薄,铝合金热膨胀系数大,为防止焊接过程中产生变形,保证板材和油箱紧密贴合,板材和油箱母材搭接接头环焊缝定位焊点的数量增加。焊接时采用高频振荡器引弧,防止引弧处出现裂纹。焊后用细钢丝刷彻底清理焊点及母材周围表面的氧化膜,采用VT目视检查定位焊缝质量,防止出现咬边、裂纹等缺陷。定位焊与正常焊接工艺参数相同。
定位焊接结束后,将板材和燃油箱母材四周搭接位置进行焊接。采用左焊法,即焊接过程中,焊接电弧自右向左移动。在移动时,焊枪应该平稳而均匀向前做直线运动,并保证弧长稳定。弧长控制在4 mm~6 mm。焊接接头为搭接角接头,焊接位置为平焊,连弧焊接。焊接时在定位焊缝处引弧,待电弧燃烧稳定后将电弧移动到焊接位置,在接头处熔化形成熔池后,立即添加焊丝正常焊接。填丝方式采用断续点滴填丝法进行填丝。填丝位置为钨极尖正前方熔池的边缘,时刻注意焊丝不能接触钨极,避免夹钨等缺陷产生。在焊接过程中,焊丝在氩气保护区内,向熔池边缘往复断续地送进,观察熔池形态和焊缝宽度,及时调整送丝速度。起始焊接时焊接速度应慢一些,保证焊缝边缘熔合良好。时刻观察熔池液面的高低情况,焊枪的移动速度要与送丝速度相匹配,送丝要有节奏感,送丝过慢或者焊枪移动过慢会造成熔池液面下降,导致焊缝塌陷,成型变差。因此可采用焊丝送进熔池时焊枪可以停顿一下,焊丝抽丝时移动焊枪的技术方法。焊接快到焊缝终点时,利用焊机的衰减装置,采用收弧电流进行收弧,防止由于温度过高而烧穿或者焊缝背面塌陷过大,同时反复断弧填满弧坑,防止出现弧坑裂纹。最终焊缝如图2所示。
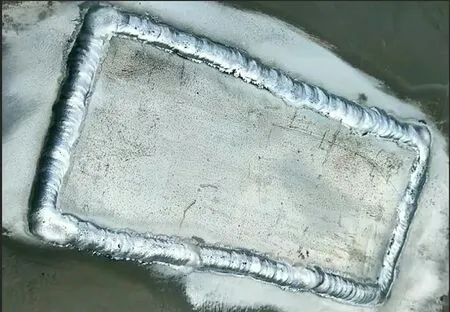
图2 焊缝形状
(3)焊后待接头冷却至室温后,锤击焊缝,减小残余应力,细化晶粒,产生一定的硬化效果,抵消接头局部的软化现象。
(4)焊后外观检验。铝合金焊接时常出现气孔和热裂纹的焊接缺陷。铝合金熔点低只有660 ℃,导热系数大,熔池凝固结晶速度快。
由于铝合金焊接时油箱内部无法进行彻底干燥,内壁氧化膜吸附一定的水分,因此采用PT渗透探伤技术进行无损检验是非常必要的。具体操作如下。
1)在油箱焊接接头喷涂清洗剂,采用干净的抹布抹干;采用红色染料的着色渗透剂喷涂渗透,渗透时间为7 min,渗透剂根据毛细管原理就会渗透到缺陷中。
2)采用清洗剂将焊缝表面多余的渗透剂清除干净,并用干燥的抹布擦干,直到肉眼看不到红色的渗透剂为止;采用白色显像剂施加在焊缝表面,观察焊缝表面是否有红色的渗透剂呈现出来。经检查5052铝合金燃油箱焊接接头质量符合《承压设备无损检测》(NB/T 47013.6—2015)的要求。
3)最后将焊接修复铝合金燃油箱安装到重型卡车上,安装油位计,并注满柴油,未发现渗漏现象,满足技术要求。
