ZENIT电子清纱器报警系统参数的设置
2021-04-06王学元
王学元
(中国纱线网,杭州 311203)
0 引言
根据功用不同,ZENIT系列电子清纱器(简称电清)的主要工艺参数可以分为清纱系统参数和报警系统参数。其中,报警系统参数可以直接对产品质量、设备运行状态进行监控和报警,因此应用好报警系统的各项功能,对纺织企业监控产品质量状态、减少产品质量波动、稳定络筒机生产效率具有重要意义。因电清软件用“纱支”表述,所以笔者采用这一名称。
1 报警系统工艺参数的分类
1.1 纺织报警
发生纺织报警的原因是单锭在启动时相应疵点超出了预设次数[1]。
1.1.1 纺织报警的主要类型
a) 偶发性纱疵报警:有N切纱、S切纱、L切纱、T切纱等报警类型[2]。偶发性纱疵报警,可以是通道清纱系统检出的纱疵,也可以是分级清纱系统检出的纱疵。
b) 纱支变异报警:有短粗错支切纱+、短粗错支切纱-、错支切纱+、错支切纱-等报警类型。
c) 疵群报警:有小疵群S切纱、小疵群L切纱、小疵群T切纱、F小疵群切纱偏亮、F小疵群切纱偏暗等报警类型[3]。
d) 异纤报警:有F切纱偏亮、F切纱偏暗、P切纱(PP,PE)等类型。F小疵群切纱偏亮、F小疵群切纱偏暗也可以划归到异纤报警类型。
1.1.2 纺织报警的处置方式
纺织报警发生时,单锭会切断纱线,停锭等待处理,相关信息会在屏幕信息箱和报表对话菜单显示。
此时需要移除问题管纱,重置单锭警报并重新启动才能继续生产。如果是异纤报警,最好清洁光电传感器。
1.2 工艺报警
工艺报警是指离线报警,一般均与硬件有关,如系统错误、通信锁定等。
1.2.1 工艺报警的主要类型
a) 通信方面的问题:如AWE系统错误、通信锁定、组群号码、无检查头、无槽筒速度信息、离线等。
b) 硬件方面的问题:如锭号AWE 800、D调整错误、D传感器光线超出范围、F调整错误、锭号F传感器光线超出范围、不相容的检查头、AWE机器型号无效、AWE 功能降低、检查头功能降低等。
1.2.2 工艺报警的处置方式
工艺报警发生时,要根据报警的具体情况,针对性地采取相应措施,如出现通信方面的报警,应重点检查通信线路、执行AWE重置、更换AWE并执行AWE重置等;如果是硬件方面的报警,要重点检修、维护、更换相应的硬件。
2 显示报警内容的设置方法
2.1 设置路径
信息箱显示报警内容的设置路径:架构/系统/报警显示(“纺织”“工艺”“全部”或“无”),可根据需要,在对话菜单里进行设置,选择需要显示的报警类型。
a) 如果选择“纺织”,则只有纺织报警会在屏幕的信息箱和报表的对话菜单里显示。
b) 如果选择“工艺”,则只有工艺报警会在屏幕的信息箱和报表的对话菜单里显示。
c) 如果选择“全部”,则所有的报警都会在屏幕的信息箱和报表的对话菜单里显示。
d) 如果选择“无”,则任何报警都不会在屏幕的信息箱和报表的对话菜单里显示。
2.2 信息箱显示报警的处置
在信息箱中,会详细显示报警纱疵的具体类型和报警时间,信息箱下方有3个处置按钮,分别是“上次”“隐藏”和“清除”,见图1。
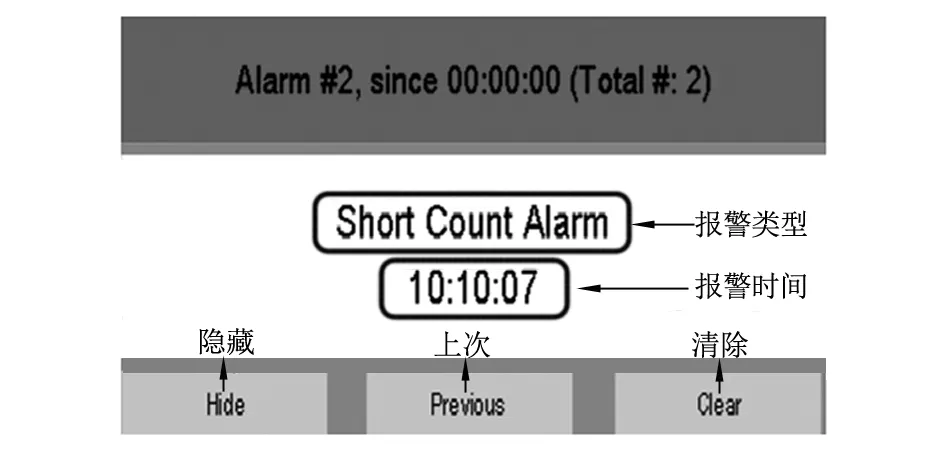
图1 信息箱显示的内容
点击不同的处置按钮,可以对显示的报警内容进行不同方式的处理:① 点击“上次”,信息箱会显示上一次的报警信息;② 点击“隐藏”,报警信息会被隐藏起来;③ 点击“清除”,显示出来的报警信息就会被删除。
3 测试模式下报警内容的设定
为了准确分析纱疵产生的具体部位和原因,需要对纱疵的具体形态和结构特征进行观察和分析。首先,让电清在发现需要分析的纱疵类型时,及时报警并停车,等待技术人员收集对应的疵点。此时可通过设定“测试模式”来完成。测试模式下的报警内容可在“基本设定/测试模式”中设定。
3.1 测试模式设定的内容
测试模式下,可根据需要选择不同的切纱样式,或者对指定级别的纱疵或异纤进行测试采样,并选择报警内容在检测头LED上的显示方式。一旦电清检测到符合设定切纱式样的纱疵,或是分级字段上符合相应级别的纱疵或者异纤 (D-分级、F-分级),就会在切除纱疵的同时,停止单锭运行,并在检测头LED上按选定的方式显示报警原因,以便技术人员采集纱疵进行检验和分析。
3.2 测试模式中切纱式样的设定
3.2.1 切纱式样的设定路径
切纱式样的设定路径:基本设定/测试模式/切纱式样/(N切纱、S切纱、L切纱、T切纱、短粗错支切纱+/-、错支切纱+/-、F切纱、P切纱……),如图2所示。

图2 切纱式样的设定
3.2.2 切纱式样的设定方法
如需要对某一类纱疵进行采样分析,在“切纱样式”列表中选定该类纱疵(将相对应的栏位选择“√”)。被选定的纱疵类型一旦被电清检测到,电清就会切断纱线,并停止单锭卷绕等待采集纱疵样本。如要对短粗节进行分析,就在“S切纱”栏位上选择“√”,那么不管是通过通道清纱参数检测到的短粗节,还是通过分级通道检测出来的短粗节,电清都会及时切纱并停锭等待采样。
3.3 分级测试模式的设定
如果对某个特定级别的纱疵或者异纤进行采样分析,可以在测试模式下,在分级设定里对该级别纱疵或异纤进行设定[4]。
3.3.1 分级设定的路径
纱疵分级设定的路径:基本设定/测试模式/D分级;异纤分级设定的路径:基本设定/测试模式/F分级,见图3。
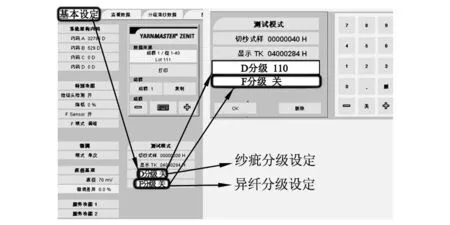
图3 纱疵、异纤的分级设定
3.3.2 分级切纱的设定方法
在显示屏的“基本设定/测试模式”一栏中,点击“D分级”或者“F分级”,调出数字输入键盘,将需要检出的纱疵或异纤对应数字码表中相应的分级数字输入即可(见图4、图5),如果不输入数字而选择“关”,则表示在测试模式中不使用纱疵分级或异纤分级功能。

图4 D分级的数字码表
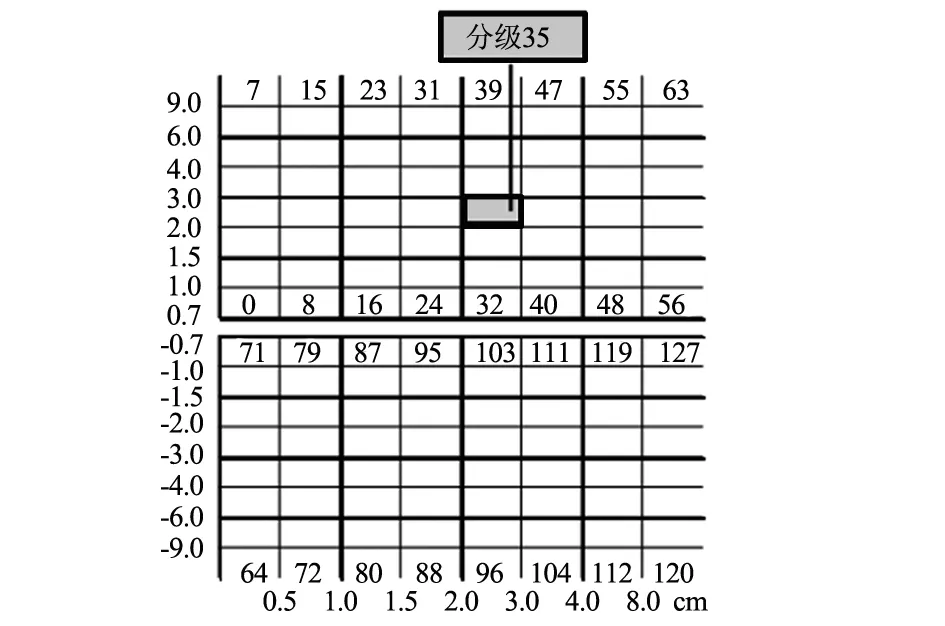
图5 F分级的数字码表
3.4 检测头LED显示内容的设定
为了方便有关人员及时了解单锭报警、停锭的具体原因,可以对报警时检测头LED显示内容进行设定。
3.4.1 检测头LED显示内容的设定路径
检测头LED显示内容的设定路径:基本设定/测试模式/显示TK,见图6。

图6 检测头LED显示内容的设定路径
在检测头LED上以“七段显示”来指示切疵类型,一般情况下检测头LED的“七段显示”套用标准设定,切疵类型的显示方式见图7。
3.4.2 检测头LED显示内容的设定方法
“显示 TK”可以套用标准设定,在“显示 TK”的选项列表中,标准设定标示共有4个星号(*) ,分别是全部切疵(Cut/Alarm Type)、错支差异(Count Difference±5%)、工艺报警(Technical Alarm)和特殊程序状态(Programstate Special)。 设定方法在“显示 TK”的选项列表中在需要显示内容相对应的栏位选择“√”。

图7 检测头LED的“七段显示”
4 纱疵重复出现的报警设置
如果在纱线上存在某种疵点,造成单锭启动时电清连续剪切,不但会增加回丝量,而且严重影响络筒机的生产效率、增加机物料消耗。为此,ZENIT电清配置了纱疵“重复”出现切纱次数限制的功能,用于限制电清连续启动切除同种纱疵的次数。比如管纱中混入了其他号数的管纱,如果没有此限制功能,那么电清就会按照纱号变异的设置长度频繁地切断纱线,直到错支管纱被切完为止。但如果设置了纱支变异重复次数为2,而在通道清纱参数中将纱支变异的长度设定为10 m,那么当电清按纱支变异疵点切除3次,切纱总长度为30 m后,这个管纱就会因为“纱支变异”重复切纱次数达到了设定的2 次而被剔除(第1次切除10 m纱支变异疵点时,因为这个纱支变异疵点是首次出现,重复出现次数计为0,第2次切除10 m纱支变异疵点时,纱支变异疵点重复出现了1次,重复出现次数计为1,第3次切除10 m纱支变异疵点时,纱支变异疵点重复出现了2次,重复出现次数计为2,此时纱支变异疵点重复出现次数达到设定的2次,单锭报警并被锁定,错支纱偏粗时检测头LED显示“6”,错支纱偏细时检测头LED显示“6.”,需要操作人员按下单锭上的报警按钮,剔除此错支管纱后才能继续生产)。
4.1 纱疵重复出现的报警设置路径
纱疵重复出现的报警设置路径:基本设定/重复/(NSLT启动、短错支变异、纱支变异、短粗疵群、长小疵群、偏细疵群、F小疵群、F启动、SFI/D),如图8所示。

图8 纱疵重复出现的报警设置路径
4.2 纱疵重复出现的报警设置方法
纱疵重复出现的设置范围是0~9,即同类型的疵点重复启动切纱的最大重复剪切次数为9。若将其设置为“0”,则表示不对该类型纱疵的重复切纱次数进行监控。纱疵重复出现设置的次数过少,则被剔除的管纱增多,停锭次数也增多,挡车工处理报警的次数也随之增多,影响络筒机的生产效率,不利于生产管理;纱疵重复出现设置的次数过多,容易造成多次重复剪切,增加回丝数量,容易因大吸嘴找头次数过多造成筒纱乱层等问题。一般情况下,纱疵重复出现设置的次数可以设置为2~3次。
5 结语
合理设置ZENIT电清报警系统的工艺参数,对稳定产品质量、减少纱线质量波动、提高自络生产效率具有重要意义。纺织企业应加强对ZENIT电清工艺参数的研究和探索,充分利用ZENIT电清报警系统的功能,提升企业的技术管理水平。
