AC双转台五轴联动数控加工中心的后置处理研究
2021-04-01佛新岗
佛新岗
(西安航空职业技术学院,陕西 西安 710089)
随着航空航天、国防工业、造船、汽车、模具制造等行业的快速发展,对产品加工质量、加工效率的要求越来越高,特别是对空间复杂曲面类零件的加工要求更加苛刻[1]。针对企业利润竞争近乎于透明的现状,越来越多的企业大量采购多轴数控加工设备充实生产,以提高产品的附加值,追求更大的利润空间。多轴设备中特别是五轴联动数控加工中心应用更加广泛,主要包括3类结构,分别是双转台五轴联动加工中心、双摆头五轴联动加工中心、一摆头一转台五轴联动加工中心,其中以双转台五轴联动结构较为常见。本文以某航空制造企业购置的德玛吉DMU65 monoBLOCK双转台五轴联动加工中心为研究对象,针对该设备配置的HeidenhainiTNC530数控系统,借助UG/Post Builder后处理构造器开发其专用后置处理器[2],并利用全球领先的数控加工仿真软件VERICUT验证后处理的正确性和可行性,进而为快速高效地使用多轴设备提供安全保障。
1 后置处理开发
1.1 后置处理开发方法与流程
用于多轴加工的常用软件有UG、MasterCAM、Esprit、Powermill、Hypermill、Cimatron等等,无论哪一款CAM软件,对应的后处理开发方法主要有以下几种[3]:①直接将CAM软件生成的刀位轨迹转换成加工代码,特点是灵活、方便,但工作量大;②利用类似于UG/Post Builder后处理构造器的软件编制后处理,特点是要同时熟练掌握CAM软件和对应的后处理模块功能,难度较高;③购买软件厂家开发的配套后处理,特点是价格昂贵;④使用人机交互式的专业软件自行开发,特点是专业性太强。这四种开发方法各有优缺点,这里选择第二种方案,以UG软件为例,其开发流程如图1所示。
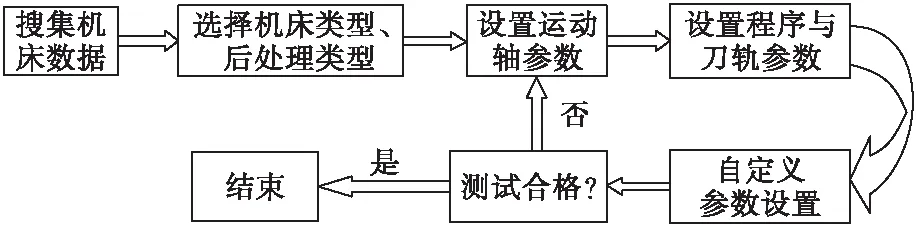
图1 后处理开发流程
1.2 DMG_DMU65机床后处理开发
德玛吉DMU65 monoBLOCK是一款典型的双转台五轴联动加工中心,配置数控系统为海德汉iTNC530。
主要加工产品有轮胎模具、发动机舱盖模具、托盘托架、钢制刀塔、不锈钢高尔夫推杆、水下摄像机铝制外壳、铬镍铁合金材质的整体叶盘、钛合金结构件、培尔顿式叶轮、铝制叶轮、铸钢转向节、铝制液压件、钛合金膝关节、钛合金髋关节假体、铣刀刀盘、非标刀具等,其结构如图2所示,实体机床如图3所示。其主要参数有:X/Y/Z轴行程为735/650/560 mm、A轴旋转范围为±120°、刀库容量为30把、主轴最高转速为24 000 r/min、X/Y/Z轴进给速度为40 000 mm/min等[4]。

图2 机床结构

图3 DMU65机床
按照图1的设计流程开发专用后置处理流程如下:
(1)搜集机床数据。主要包括机床型号、控制系统、编程零点、机床行程等。
(2)定制后处理。设置后处理名称为5AXIS、单位为mm、机床类型为5轴带双转台,如图4所示。
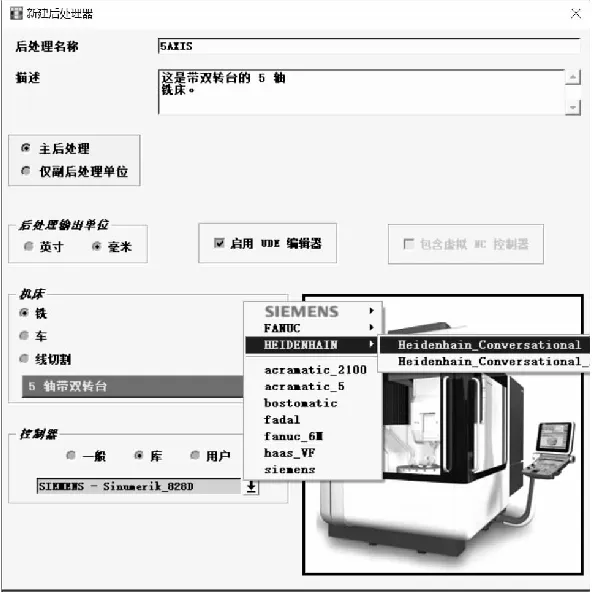
图4 选择机床
(3)设置第四轴(A轴)、第五轴(C轴)旋转平面如图5所示。

图5 旋转平面


图6 M128指令

图7 程序起始序列
(5)在程序和刀轨标签中选择程序,设置工序起始序列。主要内容有:①添加刀具调用指令;②添加M126指令、M128指令;③添加主轴开指令、冷却液开指令;④添加CYCLE 32[7](公差设置(CYCL DEF 32.0 TOLERANCE、CYCL DEF 32.1 T0.020、CYCL DEF 32.2 TA0.5),如图8所示)指令。设置结果如图9所示。
图8 CYLCE 32指令

图9 工序起始序列
(6)在程序和刀轨标签中选择程序,设置工序结束序列。主要内容有:①添加主轴关、冷却液关指令;②添加Z轴退刀指令;③添加AC轴回零指令。设置截图如图10所示。

图10 工序结束序列
(7)在程序和刀轨标签中选择程序,设置程序结束序列。主要内容有:①添加M127指令、M129指令;②添加程序结束M30指令;③添加加工时间(global mom_machine_time MOM_output_literal "(TIME :[ format "%.2f" $mom_machine_time])")。设置结果如图11所示。

图11 程序结束序列
(8)保存退出。在保存目录下会生成 3 个文件,分别是: 5AXIS. def 、5AXIS. tcl、5AXIS. pui,其中.def为定义 NC 输出格式,.pui为下次再次编辑文件,.tcl 为处理事件生成器发送过来的事件,并提供处理方式。
(9)集成后处理。在后处理的安装目下打开后处理配置文件template_post,添加以上生成的后处理文件,如图12所示。

图12 后处理设置
2 产品加工
2.1 刀轨设计
以UG NX12.0软件为平台,采用mill_contour和mill_multi-axis[8-9]模块功能完成大力神杯加工的刀轨设计,生成的刀轨如图13~图16所示。

图13 粗加工

图14 半精加工
图15 精加工

图16 刻字
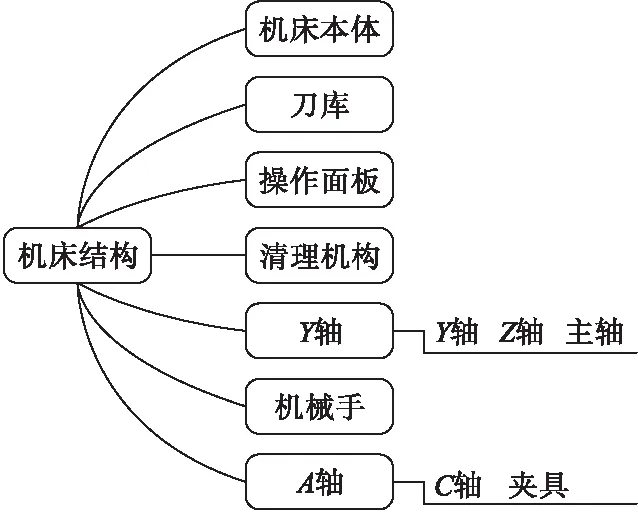
图17 机床框架
2.2 仿真加工
使用VERICUT软件对零件进行NC仿真加工,首先是要构建用于模拟仿真的虚拟机床。首先根据机床的实际运动结构等要求在VERICUT软件中搭建机床框架,思维导图如图17所示。将在UG软件中建好的机床主体、刀库、操作面板、清理机构、机械手、主轴、夹具、X、Y、Z、A、C轴等零部件模型按照如图17所示的架构依次导入到VERICUT对应的组件模型中,同时添加机床配套的数控系统。
机床各部件设置完成后,然后对该虚拟机床进行初始化设置,在菜单“机床/控制系统→机床设定”对话框中通常根据机床的工作参数,对各轴的行程极限、初始位置、优先轴、碰撞检查等选项进行设置。完成以上设置后,在VERICUT软件中建立了如图18所示的DMU65 monoBLOCK虚拟机床[10]。

图18 虚拟机床
利用前期开发的后处理文件生成大力神杯加工G代码程序。利用全球领先的数控加工程序验证、机床模拟、工艺程序优化,专业的数控加工仿真软件VERTICUT完成大力神杯的仿真加工,结果如图19所示,仿真过程没有出现干涉、碰撞等问题。

图19 仿真加工
2.3 实体加工
利用UG软件完成大力神杯的刀路规划以及采用前期开发的专用后处理器生成NC程序仿真无误后。为了验证该方法的高精度和高效性,在德玛吉DMU65机床对大力神杯进行了实体加工验证,结果如图20所示,经检验各项加工指标均符合设计要求。

图20 实体零件
3 结 语
利用UG和VERICUT软件开发了德玛吉DMU65机床配套海德汉iTNC530数控系统的专用后置处理,并经过加工验证,得出以下结论:
(1)UG软件的CAD/CAM功能非常强大,参数化建模简单易用,后处理开发模块非常人性化。
(2)VERICUT软件仿真真实度高,对于实体加工提供了极高的安全保障。
(3)开发的后置处理经过加工验证,满足企业生产质量要求,极大程度提高了设备的使用效率,降低了生产成本。
