泡罩包装机DPH260中PVC夹持与成型机构的优化分析
2021-03-31辽宁工业大学张思奇张禧莹王佳睿杨志勇张德强
辽宁工业大学 张思奇 张禧莹 王佳睿 杨志勇 张德强
引言
在泡罩包装机包装过程中PVC薄膜(硬片)经加热装置软化至可塑状态,在成型装置上吹出泡罩后,由夹持步进装置牵引成型后的PVC薄片进入药片充填步骤。其间有一系列的联动动作,目前企业采用的是机械结构来完成步进与成型工作[1]。本文将对此过程中主要工作机构进行分析和介绍。
1 机械结构与原理
1.1 机械结构
机械结构如图1所示,主电机减速后由链驱动各个机构,其中有成型机构、打字机构、冲裁机构、旋转编码器,成型机构由链轮带动的凸轮驱动成型模具做上下动作,打字机构由凸轮带动做左右压印动作,冲裁机构安装在链轮轴上的一组偏心轮带动做左右冲切动作。传动路线如图2所示。
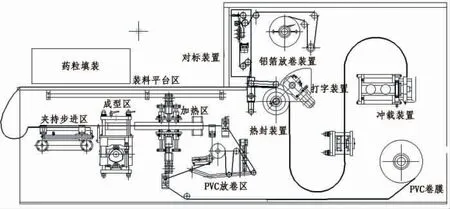
图1 泡罩包装机机械结构
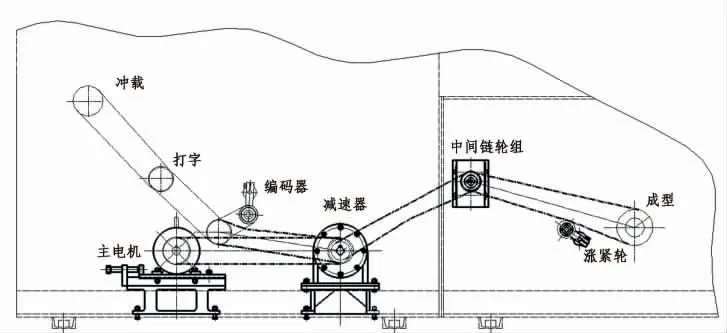
图2 泡罩包装机机械传动路线
夹持步进装置由伺服电机、动夹持气缸、定夹持气缸、平台等组成,如图3所示。本装置由夹持步进装置安装板1、16安装在设备大板上,大板后安装伺服电机,通过皮带直接与另一齿形带轮相连,此带轮与带轮6同轴,从而带动同步带轮6转动,动夹持气缸17安装在动夹持托板10上,动夹持托板10固定在动夹持气缸滑动块上,动夹持气缸滑动块固定在齿形带上,从而实现伺服电机带动夹持气缸做往返运动[2]。

图3 夹持步进装置结构示意图
1.2 PVC成型装置结构原理
成型装置安装在PVC预热与夹持步进装置之间主要是完成PVC片的泡罩成型,通过凸轮推动推杆带动模具做上下周期性运动,其中在凸轮将模具顶到最下面与下模具合模时由压缩空气将其吹塑成型,分为合模、吹气、开模。整个装置过程由凸轮机构完成,在开模间隙由夹持步进装置完成PVC的进给。泡罩成型原理如图4所示,成型机构如图5所示,
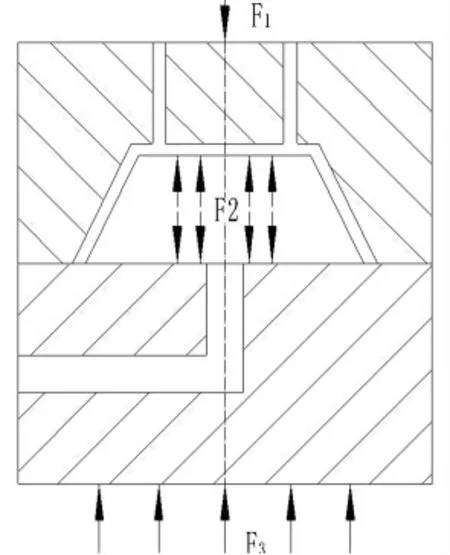
图4 泡罩成型原理图
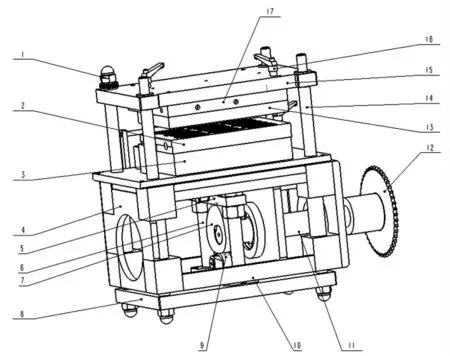
图5 成型装置结构
1.2.1 凸轮设计
凸轮的推程运动角 β1=90°
凸轮的远休止角 β"=90°
凸轮的近休止角 β""=90°
凸轮的回程运动角 β2=90°
凸轮的基圆半径Rb=40mm
凸轮转速 35.22r/min<100(低速)
行程h=25mm
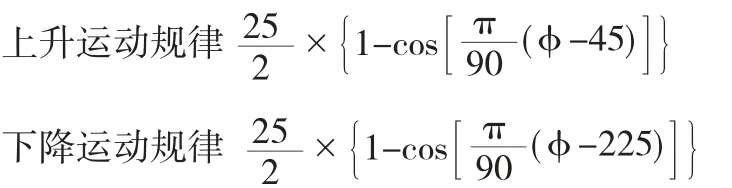
选取滚子半径为Rr=20mm,滚子宽b=20mm,额定动载荷12360N,额定静载荷14020N。选择余弦加速度(简谱)运动曲线作为推程运动规律,得:
凸轮轮廓曲线如图6所示
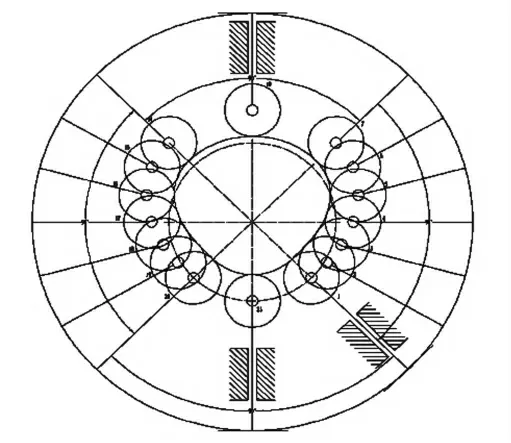
图6 凸轮轮廓曲线
2 气动系统设计
该设备气动系统的气动回路由九个气缸组成,分别为定夹持1气缸×2、动夹持气缸×2、定夹持2气缸×2、加热板小气缸、加热板大气缸、热封气缸;因为夹持步进动作要求快速、准确,且工作行程小,所以选用单作用弹簧复位气缸最合适[4];夹持步进气缸选用两位三通电磁阀,加热板、热封气缸选用三位五通先导式电磁阀;设计气动系统原理如图7所示。
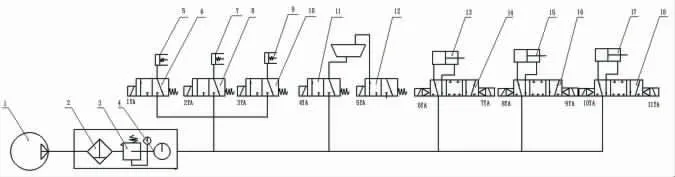
图7 泡罩包装机气动原理图
3 结语
包装机技术近年来发展迅速,本文通过对泡罩包装机的主要运行机构进行分析介绍,为进一步学习了解包装机提供了一定的便利条件。