某重型卡车前轴精密辊锻工艺设计与优化
2021-03-29潘琪琛陈文琳
王 星,刘 宁,潘琪琛,朱 腾,陈文琳
(1.合肥工业大学 材料科学与工程学院,安徽 合肥 230009;2.安徽合肥汽车锻件有限公司,安徽 合肥 230031)
0 引 言
作为重型商用车的重要保安件之一,前轴在汽车行驶过程中承受较大载荷,要求具有较高的强度和较长的疲劳使用寿命[1,2]。目前,国内前轴成形主要采用精密辊锻-模锻成形工艺。辊锻成形工艺的特点是材料利用率高达85%以上,所用设备压力小、锻件精度高、表面质量好、生产效率高[3]。但精密辊锻-模锻成形工艺较复杂,需考虑各道次间纵向尺寸的合理匹配及“工”字筋和座板等难成形部位对应型腔填充程度等因素,造成前轴在实际生产前需要反复调试,工艺设计难度大及周期长。
以某重型卡车前轴为研究对象,对其进行工艺设计,针对“工”字筋填充不满的问题,利用有限元分析软件分析“工”字筋变形过程中金属流动规律,优化辊锻模具,最终生产符合要求的前轴锻件,缩短了开发周期。
1 重型卡车前轴的工艺设计
1.1 前轴结构分析
某重型卡车前轴热锻件如图1所示,所用材料为42CrMo,理论质量为112 kg,两拳头主销孔距离为(1 868.7±3)mm,两座板中心距为(890.6±1)mm,要求座板中心与两主销孔中心连线的偏移量不大于1.0 mm。前轴属于大型长轴类锻件,沿轴向方向各部位截面变化大,其中“工”字筋筋部高度为101.2 mm,中间壁厚为18.2 mm,筋板高度与壁厚之比大于5,此处成形时金属流动剧烈,常出现“工”字筋筋部末端填充不满的情况。在工艺设计时应尽量提高金属在高度方向的填充率[4]。
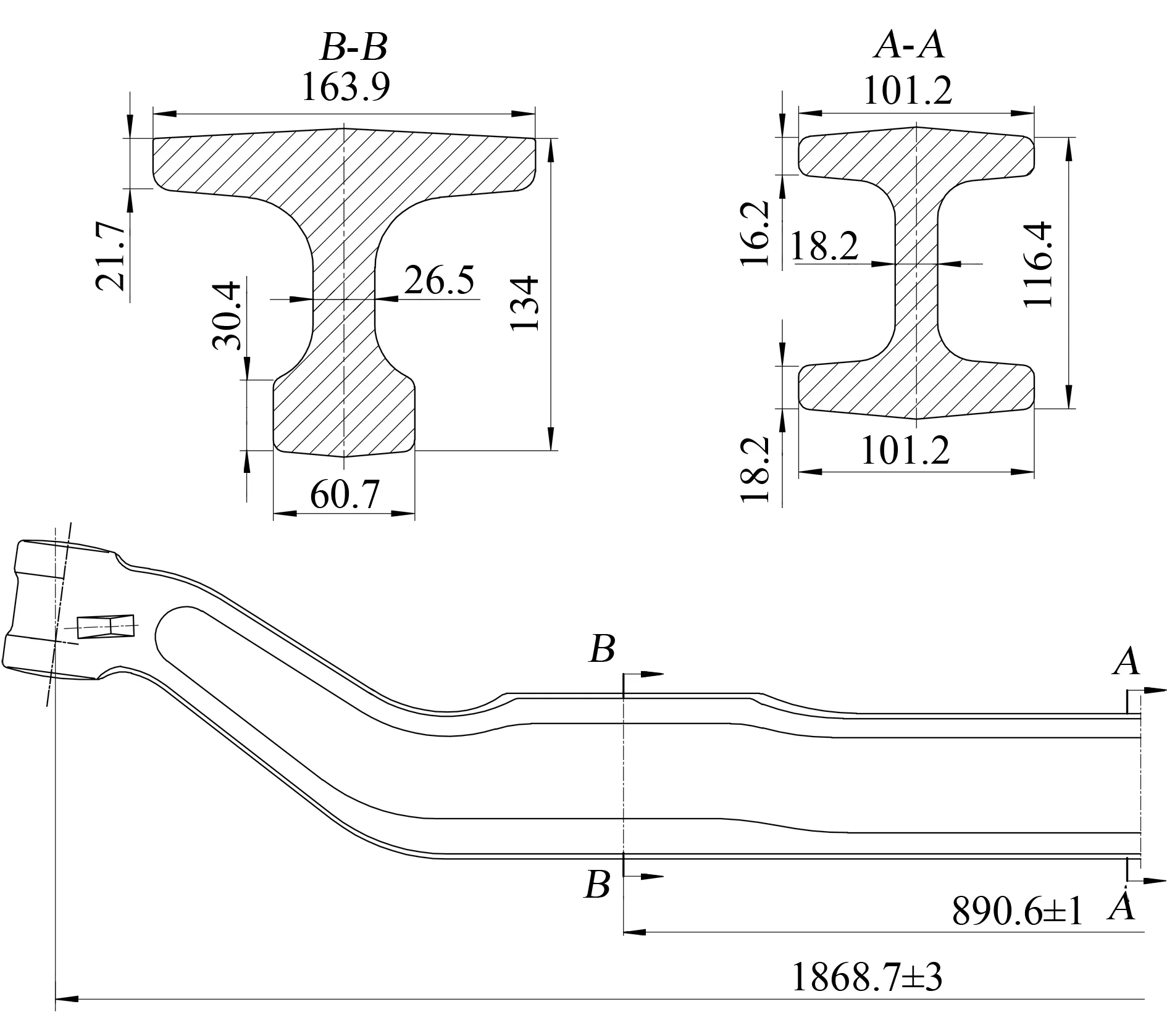
图1 前轴热锻件
1.2 辊锻工艺方案
辊锻制坯是决定前轴终锻成形的关键,其道次的正确选择关系辊锻件的成形和生产效率,毛坯直径的正确选择关系到难成形区域是否充满、材料的利用率及模具使用寿命等。根据生产现场实际工况和相关设计标准,确定该前轴辊锻成形为3道次精密辊锻,减少终锻成形力,以减小终锻所需设备的压力。根据体积相等原则和金属流动规律,经计算,初步确定原始毛坯尺寸为φ140 mm。
根据前轴的锻件形状,可将前轴分为钳口、拳头、颈部、座板、“工”字筋5个特征区域。按照3个道次的辊锻件各特征区域体积相等的原则对前轴进行辊锻设计。因为锻件在弯曲过程中,外侧部分因拉伸变形而拉薄变窄,内侧部分则变宽,在设计时弯曲部分应保留足够的余料。
为了方便对前轴辊锻模结构进行修改,采用参数化建模的方法对3个道次的模具进行三维建模[5],如图2所示。
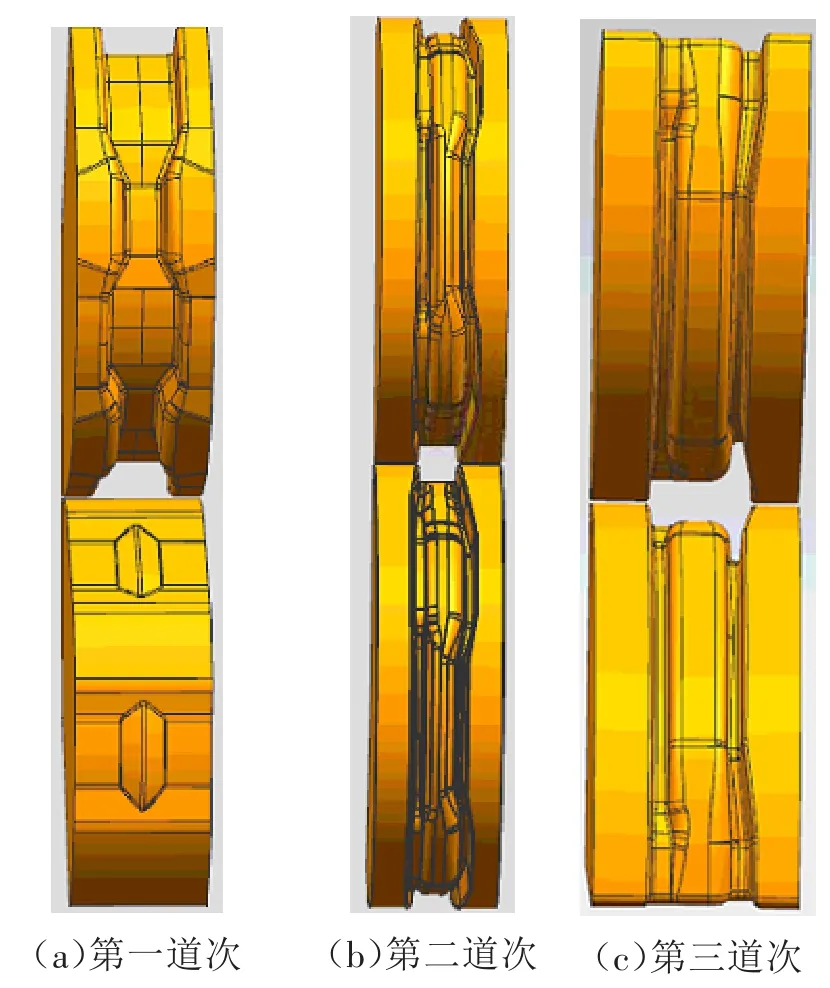
图2 辊锻模的三维造型
2 前轴精密辊锻-整体模锻有限元模型的建立
建立的前轴精密辊锻-整体模锻有限元模型如图3、图4所示。为保证有限元分析模型分析结果的准确性,模具温度、始锻温度、辊锻机转速等设置都与实际生产一致。模具设为刚性体,初始温度为250℃。坯料为42CrMo,初始温度为1 150℃。采用纯剪切摩擦模型,摩擦因数取0.6[6-9],弯曲、终锻时摩擦因数为0.3。辊锻上、下模旋转速度为1.57 rad/s,上、下锻辊中心距为990 mm。前轴弯曲、整体模锻下行速度为400 mm/s[10]。
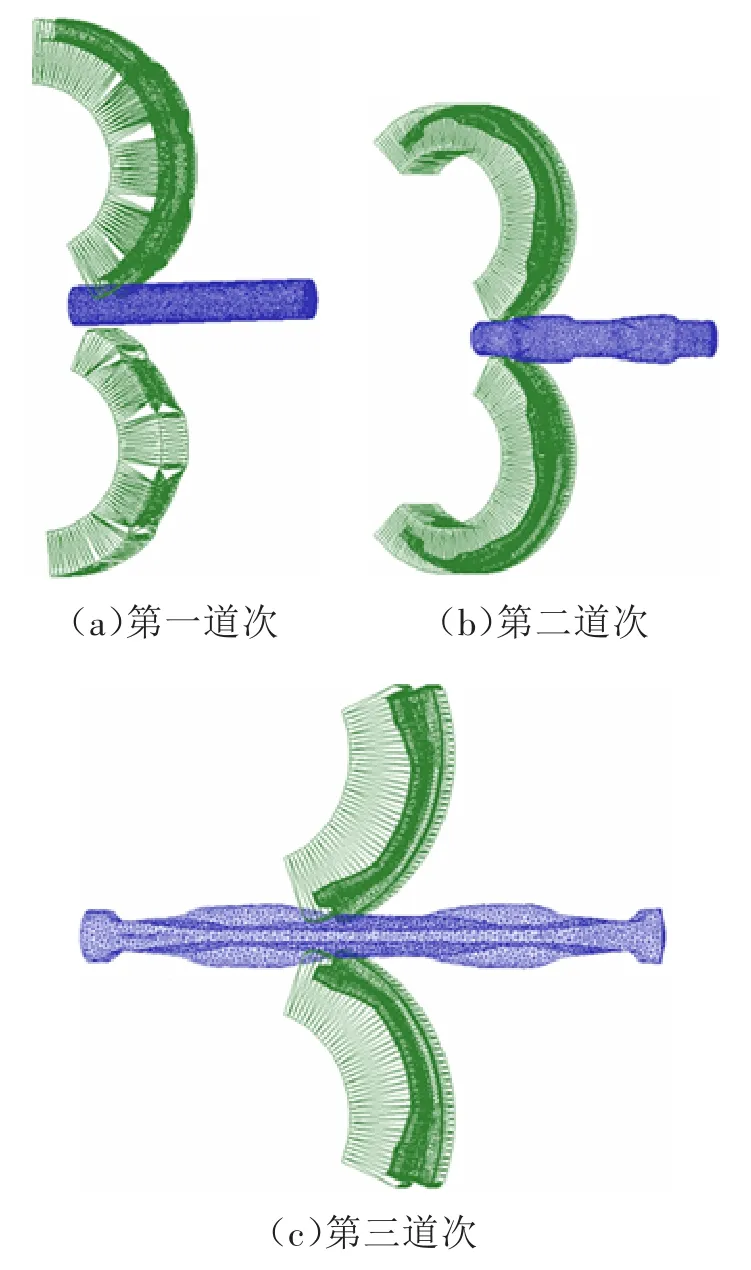
图3 前轴精密辊锻有限元模型

图4 弯曲与整体模锻有限元模型
3 “工”字筋辊锻型腔的优化
3.1 “工”字筋孔型设计
“工”字筋采用三道次成形,第一道次辊锻件完成各特征区域坯料的分配后旋转90°进入第二道次辊锻模;第二道次“工”字筋的截面形状与第三道次类似,但筋部高度与中部壁厚大于第三道次,保证第三道次“工”字筋的成形以镦粗为主;第二道次辊锻结束后坯料直接进入第三道次进行最终成形,不需要旋转90°。“工”字筋截面孔型设计如图5所示。
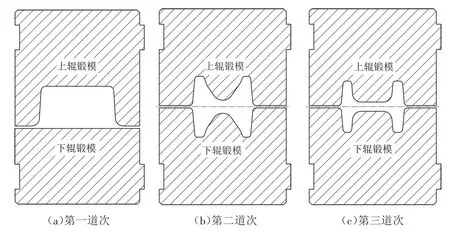
图5 “工”字筋截面孔型
3.2 “工”字筋结构优化方法
通过终锻模拟结果发现“工”字筋部位对应型腔有填充不满的现象,如图6(a)所示。针对这一现象对“工”字筋的模膛进行优化。
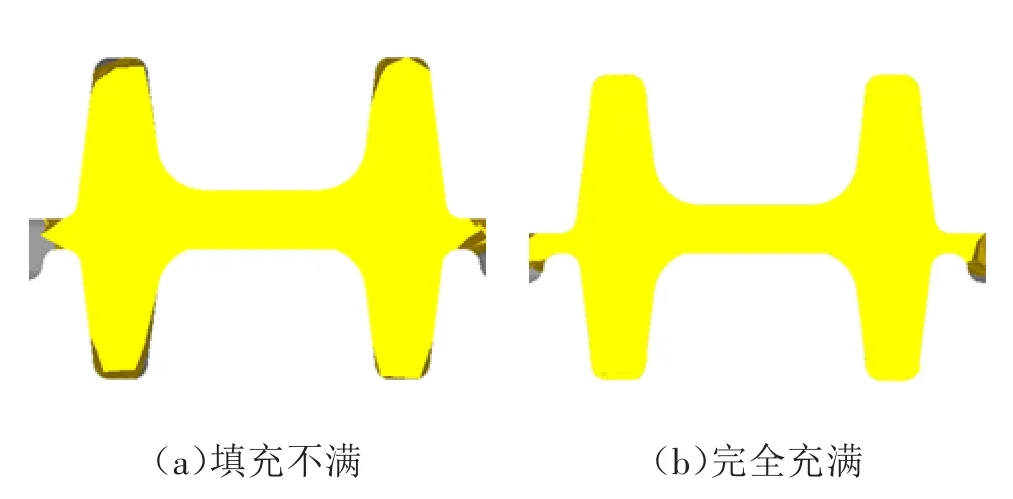
图6 终锻“工”字筋填充情况
(1)通过减小第二道次“工”字筋截面的圆角半径,使金属在进入“工”字筋顶部时受高度方向的压力减小,有利于“工”字筋顶部的填充。
(2)将第二道次“工”字筋截面顶部宽度增大,保证“工”字筋在第三道次有足够的金属进行填充。模具经过优化后,第三道次“工”字筋由图7(a)所示的填充不满变为图7(b)所示的大致充满,最终锻造结果如图6(b)所示,“工”字筋已经完全充满[11,12]。
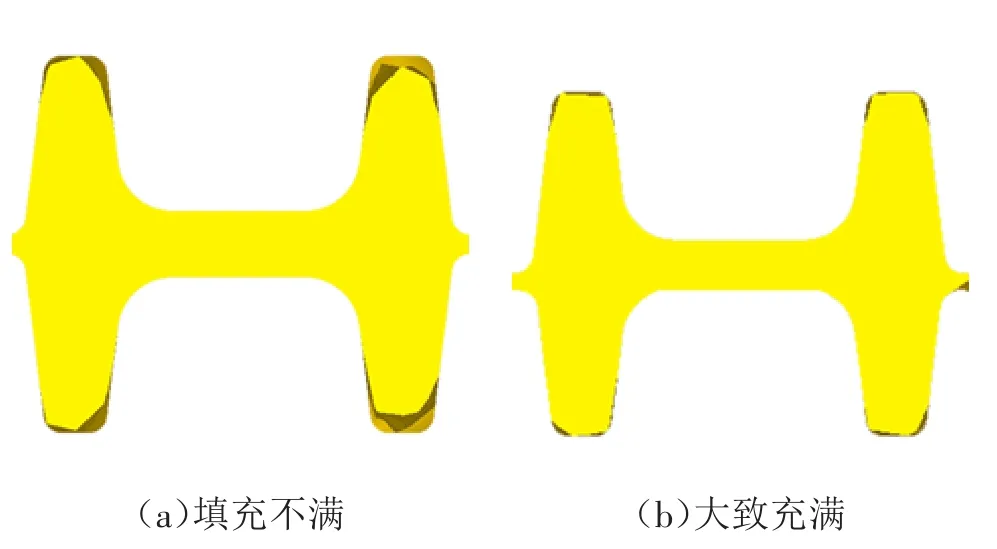
图7 第三道次“工”字筋填充情况
4 物理试验
将坯料置于中频炉加热至1 170℃,经过三道次辊锻、弯曲、终锻、切边、校正后得到前轴锻件如图8所示,锻件充型饱满,尺寸合格,数值模拟结果与试验结果基本一致。

图8 前轴锻件
5 结束语
通过有限元模拟和物理试验相结合的方法得到了符合要求的前轴锻件,缩短了设计周期,提高了产品开发效率。通过数值模拟的方法对前轴“工”字筋填充不满的问题提出改进措施,最终生产的前轴锻件充型饱满,满足尺寸要求。
