往复活塞式压缩机活塞杆温度高故障分析及改造
2021-03-24李丽娜
李丽娜,于 亮
(1.沈阳申元气体压缩机研究所,辽宁沈阳 110141;2.沈阳申元气体压缩机有限责任公司,辽宁沈阳 110141)
1 主要技术性能参数
型号:2D40-12.6/16.5-99型空气压缩机
型式:二列对称D型两级压缩 水冷
容积流量(吸入状况):12.6 m3/min
吸气压力:1.65 MPa(G)
排气压力:9.9 MPa(G)
吸气温度:1级/2级 30/30 ℃
排气温度:1级/2级 132/135 ℃
行程:320 mm
转速:375 r/min
轴功率:≤910 kW
气缸、填料采用无油润滑
气缸、填料冷却水耗量:12.2 t/h
电机功率:1000 kW
电机转速:375 r/min
2 故障相关的压缩机主要结构简述
2D40-12.6/16.5-99型空压机,为两列两级对称平衡型压缩机,气缸分别水平布置在机身两侧,具有良好的动平衡性。气缸、填料采用循环水冷却,无油润滑结构。
主要结构:
(1)填料:压缩机中的填料,是借助于气体的压力差来获得自密封的。密封填料为无油润滑,不设注油孔;冷却形式为通水冷却,在填料盒外部设有冷却水腔。每个填料盒内装有一组密封圈,每组密封圈主要由起导向作用的径向环、起密封作用的切向环,以及由防止造成冷流而设置的阻流环三部分组成。密封圈材料选用填充聚四氟乙烯塑料,这种塑料环在有油或无油场合均适用。
(2)活塞:一级活塞采用分体式,二级活塞为整体式,材料均为35号钢。活塞上设有起密封作用的活塞环,起支承作用的支承环,以及起传动作用的活塞杆和起紧固作用的活塞螺母等零件组成。活塞与气缸之间为无油润滑设计,无油操作。活塞环、支承环的材料均为填充聚四氟乙烯塑料。活塞杆采用42CrMo锻制而成,经调质处理及对摩擦表面进行硬化处理,具有较高的综合机械性能和耐磨性。活塞杆的作用是一端连接十字头,另一端连接活塞,将十字头的往复运动传递给活塞。
(3)气缸:气缸是活塞式压缩机中组成压缩容积的主要部分,气缸内嵌有干式衬套,气缸两头设有起密封作用的缸盖和缸座。气缸设有冷却水夹层,采用循环水强制冷却。气缸盖侧设有支承,用于支撑气缸重量和调整气缸水平。
3 故障表现
(1)在试机过程中,活塞杆温度连锁报警,显示活塞杆温度过高。停机检查,打开接筒盖板,发现活塞杆表面有清晰的划痕。
(2)对压缩机填料、活塞进行拆检,拆卸下来的填料环磨损严重。
4 故障原因分析
从压缩机的损坏情况来看,主要从以下几个方面进行分析。
(1)活塞杆材质
活塞杆采用合金结构钢42CrMo锻制而成,要求活塞杆调质处理后的机械性能σb≥800 N/mm2,σs≥650 N/mm2,δ5≥14%,ψ≥50%,Aku≥50J,HB241-286。活塞杆摩擦面淬火处理,硬化层深1~2 mm,硬度HRC≥50,硬度差不超过3个单位。
此压缩机在出厂前已对活塞杆的所有性能进行了检测,并附有检测报告,故可以肯定不是活塞杆强度问题,排除活塞杆硬度不够造成活塞杆表面划伤。
(2)气缸的安装
气缸安装后,气缸轴心线对十字头滑道轴心线的同轴度(径向位移和整体倾斜)必须在要求值范围内。如果气缸侧倾斜,就会使活塞下沉,从而导致活塞杆与填料盒底部摩擦,产生摩擦热,造成活塞杆表面划伤。
气缸的正确安装方法:安装气缸应以中体滑道轴心线为基准,找各级气缸的内径中心线,同轴度允差应符合压缩机主要部位装配间隙表中的规定。气缸的倾斜方向,应与中体滑道倾斜方向保持一致,当方向不一致时,应找出原因,可通过调整气缸支承和刮研缸体与缸座,缸座与中体的连接面来校正调整,禁止使用加偏垫、螺栓预紧力不均或借助其它外力等错误的方法来校正。气缸各连接螺栓应对称,均匀地紧固,气缸的支承应接触良好,受力均匀。
安装完毕后,经过全面复查完全达到安装精度要求时对基础进行二次灌浆。灌浆应连续进行,要使全部空间填实。二次灌浆凝固后(一般不少于48 h),再对上面的安装精度进行复查校正。
当调整压缩机气缸与十字头滑道水平需要调整缸头高度时,必须先将气缸与接筒连接处和接筒与中体连接处对应位置的螺栓松开2~3扣,再调整缸头高度,调好水平后,最后按照要求的扭矩值将螺栓对称均匀紧固。
此压缩机的安装过程中严格按照此要求进行安装,间隙值和同轴度都在规定的范围值内,排除安装问题。
(3)压力填料
压缩机中的填料是借助于气体的压力差来获得自密封的。根据气体压差,性质,对密封要求的高低,选用不同类型的密封环。填料密封压力差越大,密封环对活塞杆的抱紧力就越大,密封环和活塞杆之间相互摩擦,产生的摩擦热就越多,致使活塞杆温度升高更快。而这2台空气压缩机采用三道环进行密封,增大了密封环的宽度,就增加了对活塞杆的摩擦面,使其产生更多的摩擦热。这很可能就是造成活塞杆温度过高的主要原因之一。
另外此空气压缩机的压力填料采用传统的冷却方式(图1),即填料盒内设水道,用循环水对其冷却,间接冷却活塞杆。这种冷却方式对于低压,压差小,或是有油润滑的压缩机而言可以完全满足冷却要求,但是在无油高压的条件下,达不到预期的冷却效果。故冷却效果不好也可能是造成活塞杆温度过高的主要原因之一。
(4)压缩气体本身的特性
空气压缩机的主要气体成分为氧气约为21%,氮气约为78%和约为1%的稀有气体。由于空气本身的特性,当空气被压缩后,升温快且温升高。这也是高压无油空压机的一个设计难点。
经过研究分析,工艺气体本身的特性和运行中填料间接冷却不充分是造成活塞杆温度过高的主要原因之一。
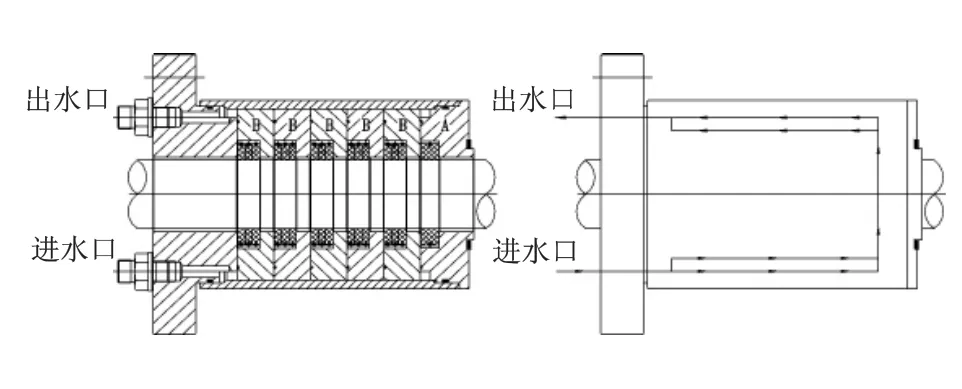
图1
5 改造方案
找到问题所在,通过对问题的研究分析,我们决定针对填料进行改造。具体的实施办法如下,改造后的填料(图2)。
首先将原来在填料法兰端面上的循环水进出水口位置移到端面上合适位置,见图3中的水口位置图,保留原有的循环水冷却系统。
其次设置一套新的小孔冷却辅助系统。具体实施方法:在填料法兰外端面上依次安装壳体和压盖,其中压盖按间隙配合安装在壳体上,在壳体和压盖之间安装刮水环和密封环;填料法兰内孔在其轴向呈台阶形孔即外段孔和里段孔,外段孔的直径大于里段孔的直径,里段孔为标准法兰内孔,在标准法兰内孔设置刮水槽;当安装上活塞杆后外端孔被壳体、活塞杆和外段孔的内壁围成环形腔,其中活塞杆为环形腔的内环,在填料法兰上半部分的厚度面沿径向开进水道(B-B中小孔喷水进水管道)至环形腔,使进水道与环形腔连通,在填料法兰下半部分的外端面上开径向槽,径向槽被填料法兰和壳体围成集水道,在压盖之外的壳体下部沿轴向开出水道,出水道、集水道和环形腔依次连通,进水道、环形腔、集水道和出水道依次连通构成辅助冷却水道。
当活塞杆往复运动时,除循环水冷却水道正常作业外,辅助冷却水道也同时作业,具体是,向进水道注入带压力的辅助冷却水,辅助冷却水经过进水道的出口即喷水小孔从上面喷向环形腔内活塞杆的表面,为往复移动的活塞杆冷却,辅助冷却水向下流,经过位于环形腔下面的集水道和小孔喷水出水道流出填料。
刮水槽的设置,是为了防止冷却水进入气缸里;刮水环的设置是防止冷却水外溢;设置壳体和压盖是为安装刮水环以及集水道。
刮水槽的密封原理:在填料法兰上设置刮水齿槽利用填料法兰里段孔和活塞杆采用非接触式的迷宫密封技术,依靠泄漏来保证密封。迷宫密封原理是指运动的零件和固定零件之间有许多曲折的小室使泄漏减小的密封。在运动零件周围设若干个依次排列的环形密封齿槽。齿槽与齿槽之间形成一系列的节流间隙与膨胀空腔,被密封的介质在通过这些迷宫式齿槽时产生节流效应而达到阻止泄漏的目的,起到了可靠的密封作用。
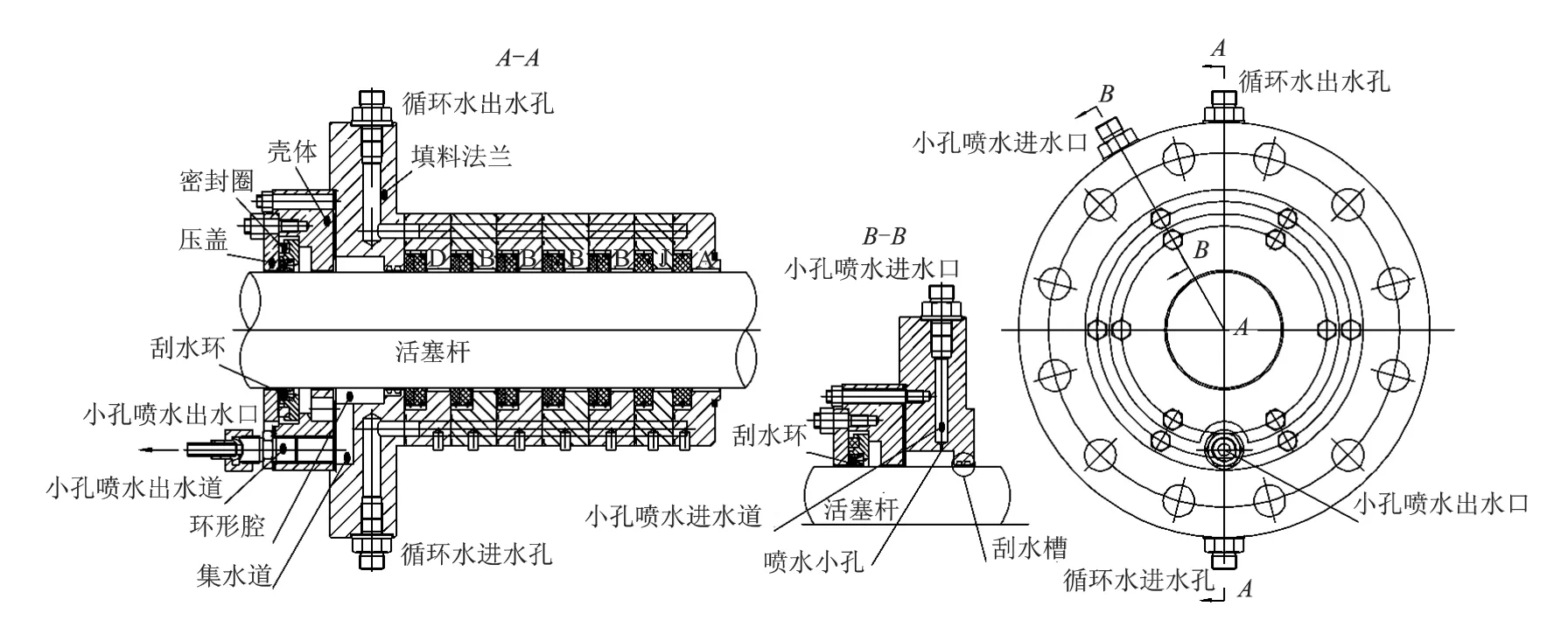
图2
这种非接触式的密封结构均是依靠迷宫进行密封,这样不仅可以保证循环水不被润滑油侵入污染,而且不会产生磨屑粉尘,同时也不会因为水中含有固体颗粒而影响它的密封性能及使用的可靠性。刮水槽使喷淋到活塞杆上的水被刮回到集水道,进行回收。
此改造方法解决了活塞杆因冷却效果不好而造成活塞杆温度过高的问题。
6 改造后的效果
通过大量的试验得出的试验数据证明,实现活塞杆表面温度不超过60 ℃需要20~80 kg/h冷却水(具体需求量,视现场水温、水压、活塞杆直径等参数而定)。
例:直径110 mm活塞杆;
进水压力0.4 MPa(G);
进水温度25 ℃;
通过计算22 kg/h冷却水即可满足冷却需求,取1.5倍冷却系数,即33 kg/h辅助冷却水,通过计算并试验证明1 mm喷水小孔即可满足需求。
带有小孔冷却辅助系统的改造填料安装后试车,活塞杆测量温度保持在60 ℃以下,很好的解决2台2D40空压机活塞杆温度过高的问题,使压缩机得以正常开机运行,降低用户的损失,得到用户的认可。
7 结语
填料冷却采用填料小孔冷却结构散热效果好,几乎所有机组均适用;同时也特别适用于活塞杆温度过高的现场改造项目,改造方便,对机组影响小,可以保持原有填料外形不变;具有工艺简单,生产周期短,成本低等特点。
填料小孔冷却辅助系统在2台2D40空压机活塞杆温度高的问题上得到很好的应用,但是此结构还未得到广泛实践上的应用,我们会不断的收集此类故障,研究分析,不断的归纳总结,给空压机关于活塞杆温度过高的故障提供参考和解决方法,同时对进一步优化空压机的结构也有一定的借鉴作用。