基于SolidWorks的斜孔钻模设计及虚拟装配
2021-03-18孙淑婷
孙淑婷
(太原工业学院 机械工程系,山西 太原 030008)
0 引言
钻床夹具因大都具有导向装置,习惯上又称为钻模,主要用于孔加工。在机床夹具中,钻模占有很大的比例。在用钻模加工零件上的孔时,绝大多数被加工孔的轴线与钻床上安装的钻头轴线平行,这种钻模设计相对简单。但是,在生产实际中有些零件上被加工孔的轴线与钻头轴线倾斜成一定的角度,加工这种孔的钻模叫斜孔钻模,斜孔钻模的设计相对复杂。本文基于SolidWorks软件设计了加工托架零件上的与钻头轴线倾斜25°±20′的两个Φ10.1 mm孔的斜孔钻模。
1 斜孔钻模结构设计
图1为被加工零件托架的工序示意图。本工序要加工2-Φ10.1 mm孔,在此工序之前Φ33H7孔、端面A、C和两侧面B已经加工完成。本设计的任务是设计钻削两个M12的螺纹底孔2-Φ10.1的斜孔钻模。
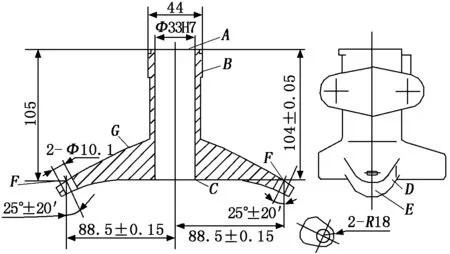
图1 托架加工工序示意图
1.1 工序加工要求
(1) 零件上两个Φ10.1 mm孔的轴线与Φ33H7孔的轴线之间的夹角为25°±20′。
(2) 零件上两个Φ10.1 mm孔轴线到Φ33H7孔轴线的距离应当保证为88.5±0.15 mm。
(3) 零件上需要加工的两个孔对两个R18 mm轴线组成的中心面要保证对称。
(4) 图1中105 mm的尺寸是为了方便对斜孔钻模的设计及计算而一定要标注的工艺尺寸。
1.2 斜孔钻模设计中要注意的几个问题
为了保证钻套和被加工孔两者的轴线垂直于钻床的工作台,在设计中主要限位基准就必须要倾斜;另外在斜孔钻模的设计中工艺孔的设计也很重要;由于在加工过程中两个Φ10.1 mm的孔应该在一次装夹中加工完成,所以钻模需设计分度装置;从工序图看被加工部位刚性较差,钻模设计中应考虑加装辅助支撑。
1.3 斜孔钻模定位方案的设计
从图1可知,Φ10.1 mm孔的工序基准为A面、Φ33H7孔轴线和两个R18 mm的中间平面。本着定位基准和工序基准重合的原则应选择工序基准Φ33H7孔、A面和R18 mm作为定位基面,其定位结构方案1如图2(a)所示。在此定位方案中带端面的心轴2限制了工件的5个自由度,在R18 mm处采用活动V型块3来限制一个转动自由度,实现工件的完全定位;在被加工孔的下面加两个辅助支承钉1,其目的是增加工件的加工刚度。此方案的优点在于定位基准和工序基准重合,没有基准不重合误差,但其最大的缺点是结构不紧凑。如果将图2(a)中的定位基面A换成工件上的C面,其定位结构方案2如图2(b)所示。在图2(b)中,两个辅助支承采用了斜楔辅助支承4。该定位方案的缺点是工序基准A与定位基准C不重合会产生基准不重合误差,但从图1可知工序尺寸105 mm精度要求不高,定位误差对它的影响较小。图2(b)所示的定位方案最大的优点是定位结构空间布局合理,工件容易装夹。综合考虑后,本设计采用定位方案2。
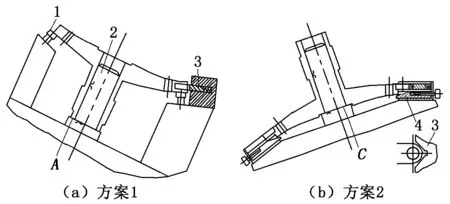
1-辅助支承钉;2-定位心轴;3-活动V形块;4-斜楔辅助支承图2 钻模定位方案
1.4 钻模导向和夹紧方案的设计
由于两个被加工Φ10.1 mm孔是螺纹底孔,精度要求不高可直接钻出,钻模选择了固定钻套和固定钻模板。钻套安装在钻模板上,钻模板安装在夹具体上,钻模导向和夹紧方案如图3所示。钻套4和钻模板5组成导向装置,确定了钻头轴线相对定位元件的正确位置。为了快速装夹工件,选择开口垫圈2和夹紧螺钉1夹紧的夹紧方案。工件在定位心轴3上定位后插入开口垫圈2,拧紧夹紧螺钉1使工件被夹紧。
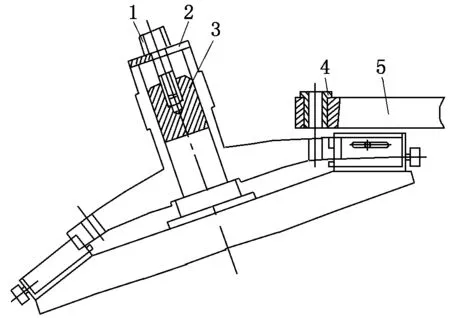
1-夹紧螺钉;2-开口垫圈;3-定位心轴;4-钻套;5-钻模板图3 钻模导向和夹紧方案
1.5 分度装置和夹具体的设计
分度装置有回转和直线分度两种,本设计选用回转分度装置。分度盘安装在夹具体上,其安装基准面相对夹具体的安装基面要倾斜25°±20′,钻模板安装面与夹具体的安装基面平行。夹具体安装基面采取两端接触的方式,夹具体上需要设计工艺孔。
1.6 工艺孔位置的确定与计算
由图3可知,定位心轴的轴线和钻套的轴线有一个夹角,两者的相对位置不好直接标注,因此需在夹具体上设置工艺孔,利用工艺孔间接确定钻套与定位心轴之间的尺寸。工艺孔的位置应设计在心轴的轴线上,为了便于测量,工艺孔应设置在夹具体的外表面上,工艺孔尺寸选择标准心棒尺寸。图4为用工艺孔确定钻套位置。由图4看出,工艺孔到限位面的距离是75 mm,由图中的几何关系可以计算出钻套轴线到工艺孔中心的距离X=48.94 mm。在制造钻模时直接控制48.94±0.05 mm、75±0.05 mm的精度要求,可使尺寸88.5±0.15 mm的精度被间接获得。
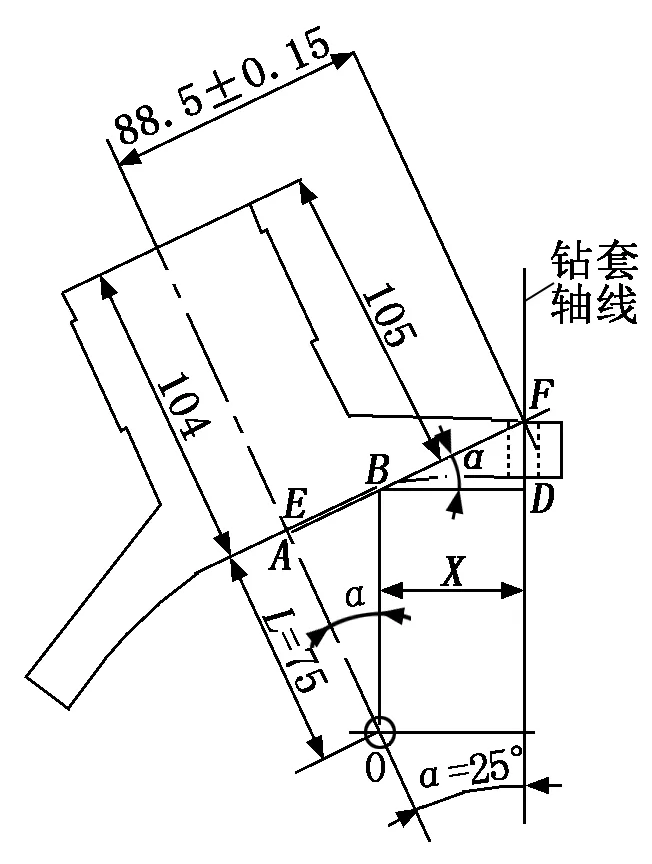
图4 用工艺孔确定钻套位置
2 斜孔钻模的三维设计与虚拟装配
2.1 钻模上零件的三维设计
SolidWorks软件有三个功能强大的基本模块,即零件模块、装配体模块和工程图模块,分别用于完成零件设计、装配体设计和工程图设计,这三个模块中的几何数据是全相关的,对任意一个模块中的设计数据进行修改,都会自动地反映到其他模块中去,设计效率非常高。
打开SolidWorks三维软件,在零件模块中点击草图,进入草图绘制界面,在工具栏中可以选择直线、圆形、矩形等命令绘图,草图绘制完成后可以使用工具栏中的智能尺寸命令修改草图的基本尺寸。所绘图形满足设计要求后,进入特征编辑功能,使用拉伸、切除等命令实现零件的特征造型。在绘制标准件如销、螺栓、螺母、螺钉等时,可以从SolidWorks插件中的toolbox内导入。通过上述建模方法完成了斜孔钻模上所需要的所有零件的三维建模。图5为斜孔钻模上主要零件的三维模型。
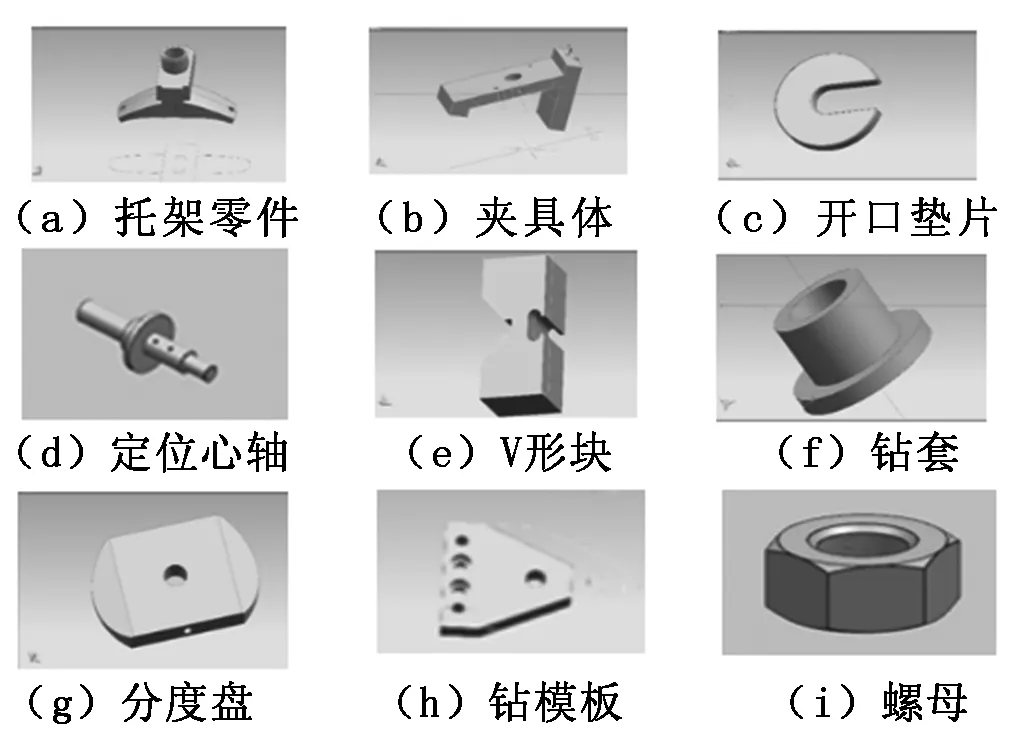
图5 斜孔钻模主要零件的三维模型
2.2 斜孔钻模的虚拟装配
钻模的装配选择自底向上的装配建模方法。在装配体设计环境下新建一个装配体文件,在新建的装配体文件中,选择[插入]/[零部件]/[现有零部件/装配体]命令。在新弹出的对话框内,双击需要插入零件的文件图标,本装配第一个插入的零件是夹具体。移动鼠标到新建装配体文件的原点,单击原点定位该零件。此时,插入零件的坐标原点与装配体文件的原点相重合。使用SolidWorks装配模块提供的约束关系(如同轴心、平行、垂直、重合、相切等)完成钻模上其余零件的装配。钻模装配完后,需进行装配模型验证。选择“工具”→“干涉检查”命令,弹出“干涉检查”对话框,单击“计算”按钮,在“结果”区看钻模装配体有无干涉现象,如有干涉存在则根据软件显示的干涉部位去修改原零件的设计。图6为虚拟装配好的斜孔钻模。在钻模虚拟装配完成后,通过SolidWorks的工程图模块直接导出钻模的二维装配图(需保存为.dwg格式才能在AutoCAD下打开),使用AutoCAD软件对所保存的二维装配图进行修改(如修改线型和线宽、剖视、标注、增添引线、填写技术要求等)。图7为斜孔钻模二维装配图(部分)。
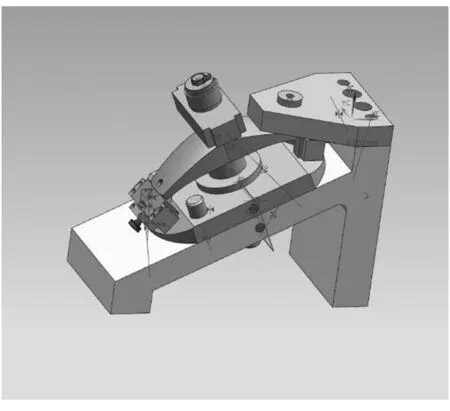
图6 斜孔钻模虚拟装配图
3 结语
本文基于SolidWorks软件设计了加工托架零件上两个Φ10.1 mm孔的斜孔钻模。根据本工序的具体加工要求,拟定了斜孔钻模的定位、导向、夹紧、分度方案。利用SolidWorks软件的零件模块、装配体模块和工程图模块,分别完成了斜孔钻模零件的三维设计、装配体设计和工程图设计。本钻模结构设计合理,操作简单。虚拟装配技术的应用大大缩短了钻模的设计、制造周期,提高了企业的生产效率。
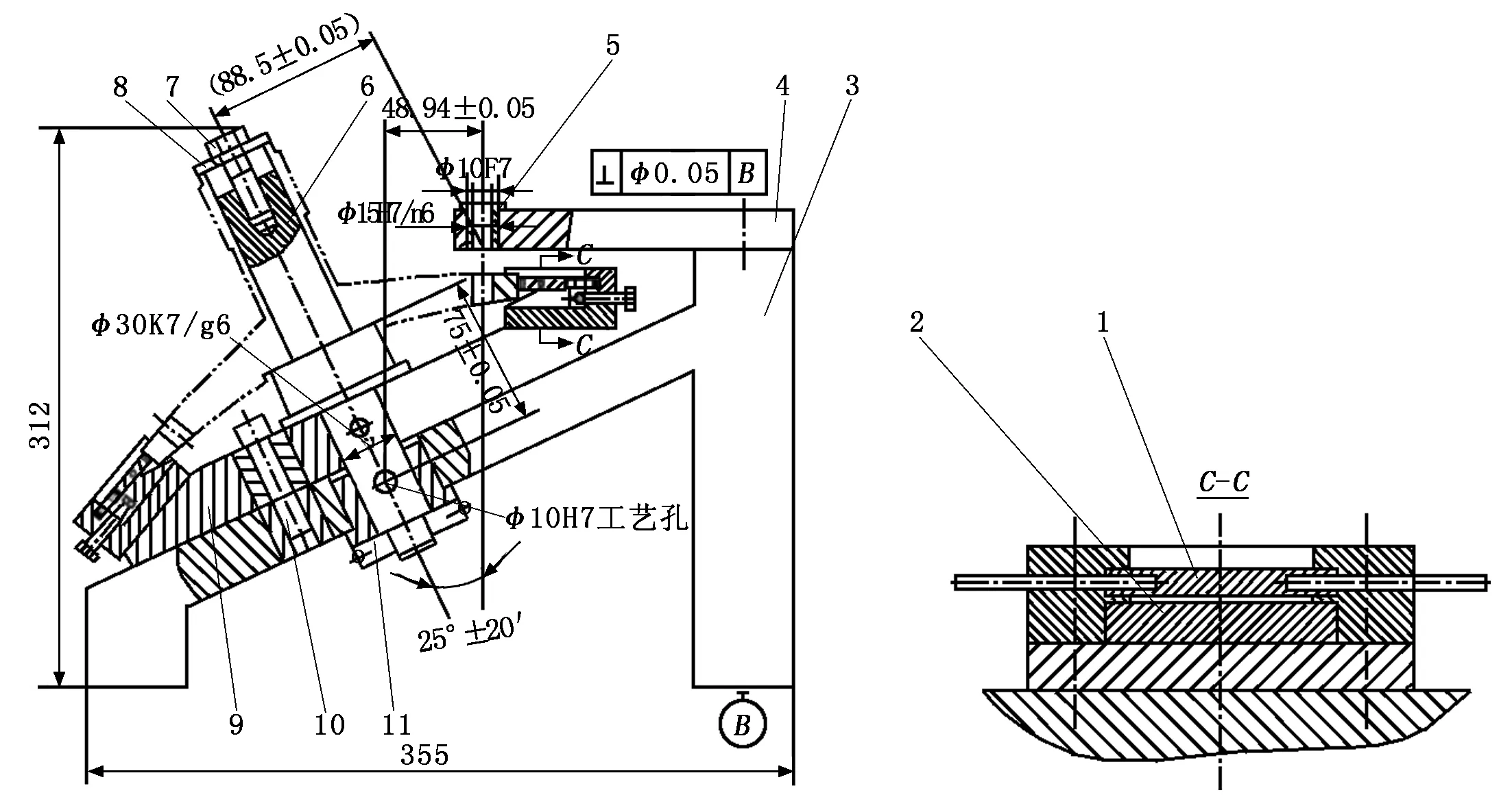
1-V形块;2-辅助支承;3-夹具体;4-钻模板;5-钻套;6-心轴;7-螺钉;8-垫圈;9-分度盘;10-对定销;11-锁紧螺母图7 斜孔钻模二维装配图(部分)
