快速准确找正接头类零件斜孔中心方法
2014-04-09中航工业郑州飞机装备有限责任公司河南450005李万民
中航工业郑州飞机装备有限责任公司(河南 450005) 李万民
接头类零件是机械加工中常见的一类零件,加工时一般用数控加工。零件结构中斜孔较多,多是通气孔,公差要求不严,但是在加工过程中经常存在难以快速、准确定位斜孔中心的问题,特别是许多通气孔旁边有其他高精度孔,斜孔位置错位会碰伤精度高的孔,影响零件气密性,导致零件超差,甚至报废,这就严重影响了产品加工周期,对产品质量稳定性不利。因此,需要找到一种方法能在工艺上准确标出斜孔的位置,同时设备操作者能快速准确找正斜孔中心位置。本文提出一种快速、准确找正斜孔中心的工艺方法,以达到缩短产品加工周期,提高产品质量的目的。
1.试验材料与设备
(1)试验材料:材质为30CrMnSiA的某接头零件。
(2)试验设备:采用北京机电院高技术股份有限公司生产的VMC1000立式加工中心,操作系统为FANUC系统。
编程软件采用CIMCOEDIT5.10.48。采用ALPHAIMAGE205015三坐标测量仪。数据分析软件采用Minitab5。
2.试验过程
图1所示为零件外形图,图2所示为从斜孔处剖开图,图3所示为加工工艺图。
零件内部有两个斜孔φ9mm,在斜孔旁是一个配合孔。原来的定位方法是利用百分表找正外圆高点,作为坐标原点,然后按照程序打中心孔、钻孔。
利用这种定位方法加工时孔位置经常错位,碰伤φ9mm孔旁边的孔,在装配时漏气,导致零件超差甚至报废。
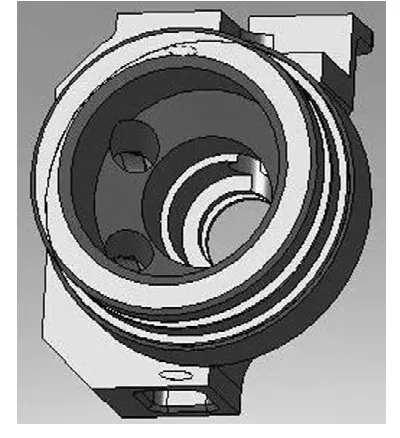
图1 零件外形图
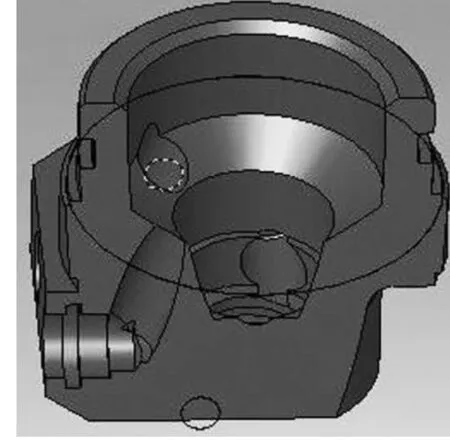
图2 剖开斜孔图

图3 加工工艺图
经过分析此零件结构发现,只要能寻找到一个与φ9mm孔垂直的孔,就可以换算出两孔之间的距离。利用孔定位准确性要比点定位精确。此零件选择与φ9mm孔垂直的φ10mm孔,此孔精度很高,用φ10mm的轴插入φ10mm的孔中,利用百分表找正轴中心,作为坐标原点,按照程序钻φ9mm斜孔中心孔A1,然后钻φ9mm斜孔。
计算过程和公式推导如下。
已知条件:a(7.4),b(4),α+β=(90-18)π/180=0.4π,d(38),求 c。
由tanα=(a+b)/d可得

由此可以得出此类零件的通用公式

式中,a+b为斜孔中心与端面相交处到和斜孔垂直的孔中心的垂直距离;α+β为斜孔与水平面交角的补角;d为和斜孔垂直的孔中心到端面的距离。
本例代入数值后可得c=22.58mm。
利用上述公式编制数控宏程序,简化工艺计算,编制宏程序如下:

3.结论和应用
我们对百分表找正圆高点定位法 (原方法)和工艺孔定位法 (新方法)两种方法加工斜孔结果做一对比。利用三坐标测量仪测量两种方法加工出的零件斜孔中心尺寸,各取10个样本如表1所示。
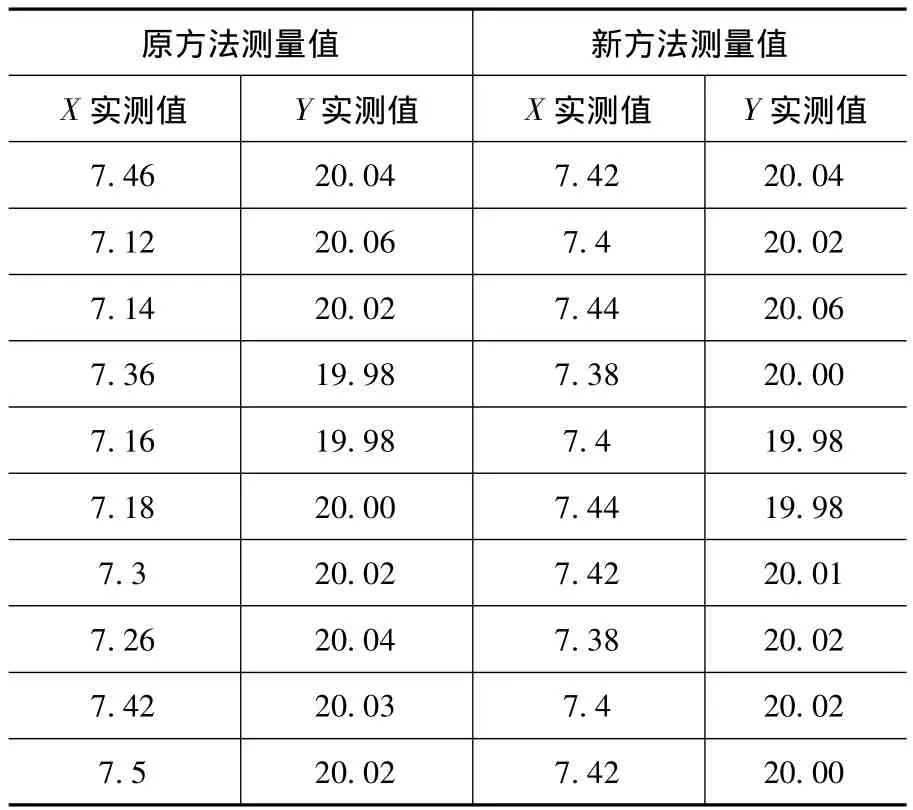
表1 两种方法加工斜孔定位尺寸对比表(单位:mm)
由表1可以看出,新方法和原方法相比,尺寸(20±0.1)mm都在公差范围内,不同的是尺寸(7.4±0.12)mm,我们利用 Minitab5对 (7.4±0.12)mm进行双样本t检验,结果如表2所示。

表2 双样本t检验结果(单位:mm)
差值=mu(原方法测量值)-mu(新方法测量值)
差值估计:-0.1200mm
差值的95%置信区间:(-0.2141,-0.0259)mm
差值=0(与≠)的t检验:
t值=-2.68mm,P值=0.015mm,自由度=18。
两者都使用合并标准差=0.1001mm
由结果可以看出,P值=0.015mm,影响特别显著,新方法可以很好地解决尺寸超差问题。
上述解决方法给此类零件的斜孔加工提供了思路。在此类零件加工工艺编制过程中可以确定与斜孔垂直的孔为定位孔,在加工过程中以此孔定位去找正斜孔。为了提高定位精度,在前面的加工工序中提高定位孔加工精度。对于与斜孔没有垂直孔的零件,可以增加与斜孔垂直的工艺孔,用来准确定位斜孔位置。
