消除汽车门板总成胶棱缺陷的工艺方法
2021-03-18崔爱豹郭晓东张永亮
崔爱豹,刘 畅,王 强,郭晓东,张永亮,李 凯
(1.一汽模具制造有限公司,吉林 长春 130013;2.长春创元模具设计有限公司,吉林 长春 130013)
0 引 言
汽车门板总成由外板、内板、加强梁及内饰件等组成,其中门内板和门外板冲压成形,并采用涂密封胶后压合在一起。现场生产中内外板压合区域多余的密封胶无法顺畅排出,在外板表面形成气泡状或条状凸起,出现不平整现象,即胶棱缺陷,如图1所示。白车身通过油石检查表面质量发现有清晰棱线状缺陷,喷漆后缺陷可见,在汽车外覆盖件中,车身门板总成是车身外覆盖件关键部件,位于汽车外观较重要的位置,表面质量及尺寸精度要求较高,影响车身外观质量。目前采用模具成形内外板后再压合的方法,当出现问题再对模具进行整改,费时费力,耽误制造周期,影响模具质量。
现阐述一种消除胶棱缺陷的门内板冲压工艺,在前期冲压工艺规划阶段考虑对可能影响总成质量的区域进行改造,并通过有限元分析对制件尺寸进行验证,以保证制件压合后恢复到理论位置。通过该方法优化的门内板冲压件,可以消除上述缺陷,达到优化制件品质,提高整车美观的目的。

图1 胶棱缺陷
1 缺陷产生区域
通过对多个门板进行分析发现,胶棱缺陷一般出现在门外板与门内板有压合工艺的区域,包括前门A 柱及B 柱压合区域,后门C 柱部分压合区域,这些区域为车身外观面可见区域,影响车身美观,如图2方框处所示。
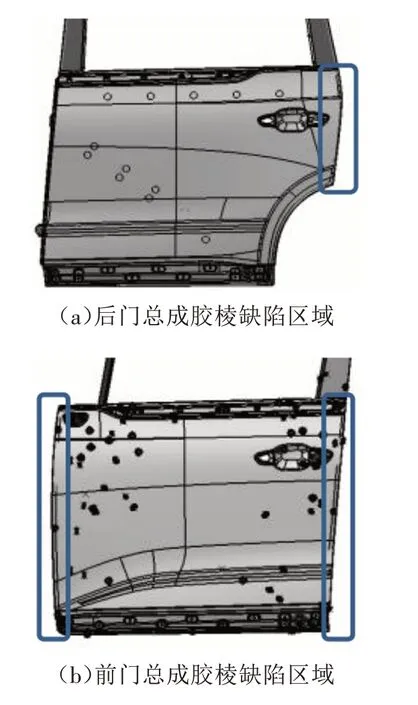
图2 存在胶棱缺陷区域
2 缺陷原因分析
门内板一般为4 道工序或5 道工序成形,包括拉深、修边、冲孔、整形等。门内板法兰边区域在拉深工序时成形到位,并在整形工序对立壁拔模面和法兰面进行整形,使成形制件与理论件一致,即内外板结合处平行,理论压合的制件如图3所示。

图3 理论压合制件
内、外板冲压完成后,通过定位装置将成形的制件固定在压合模或滚边压合装置上,通过压合模或压合滚轮将门外板压合边向内翻边,用外板包住内板,形成总成件框架,压合过程如图4所示。
现场生产过程中由于门内板立壁拔模面较深,会产生回弹,导致现实与理论存在差异。虽然冲压工艺会对回弹制件进行精算分析并设定夹持方案进行回弹补偿,但补偿目标常以最终产品数据为准,并不会对缺陷位置进行特殊处理,导致门内板法兰边局部翘曲,如图5 所示。门内板法兰边与立壁的圆角最早接触门外板,在接触点、门内板、门外板之间形成三角封闭空间,封闭空间中的密封胶及空气难以排出,导致外板外观面形成条带状表面缺陷,即胶棱缺陷。

图4 压合过程

图5 胶棱缺陷产生原因
3 冲压工艺改进
通过分析胶棱缺陷产生的原因可知,门内板法兰边与立壁的圆角对门外板进行支撑并阻碍了密封胶的顺畅排出,对门外板进行挤压,产生了缺陷,需要改善这种状态。理论状态如图6 所示,由于门外板涉及整车外观质量,无法改进,只能对回弹补偿后全工序曲面中相应的门内板法兰边缺陷区域进行改进,达到消除缺陷的目的,该区域包含前门A柱及B 柱压合区域,后门C 柱部分压合区域,或根据不同产品评估结果划定范围。
(1)通过对门内板法兰边的改进使门内板边界处与门外板压合边圆角先接触,门内板法兰边与立壁圆角压合后才与门外板接触,消除了门内板圆角对门外板的支撑力。
(2)通过对门内板法兰边的改进使门内板法兰边与门外板形成敞开楔形空间,保证密封胶的顺畅排出,消除因密封胶无法排出对门外板形成的挤压。
图6 所示的门内板法兰边有以下2 种改进方法。

图6 冲压工艺改进理论状态
(1)提升法兰边与立壁交点高度后倒圆角,如图7所示,分别提取立壁面和法兰面,延伸后求取交线,将该交线在车身Y 方向提升0.5 mm 获得一条光顺曲线,利用该曲线与对应区域的门内板边界桥接获得一个光顺的曲面,将该曲面与立壁面倒圆角,圆角值等同于最终成形零件的圆角,获得改造后法兰面,并替换相同区域的法兰面,与拉深工艺补充面光顺过渡衔接。

图7 门内板法兰边改造方法一
(2)将法兰面向上旋转一定角度,如图8 所示,提取门内板需要改造区域的法兰面及该区域边界,选择“创成式外形设计→直线→使用拔模方向”工具,以提取的此段边界为引导曲线,以提取的门内板法兰面为参考曲面扫掠一个上扬夹角为2°~3°的光顺曲面,将该曲面与立壁倒圆角,圆角值等同于最终成形零件的圆角,获得改造后法兰面,并替换相同区域的法兰面,与拉深工艺补充面光顺过渡衔接。
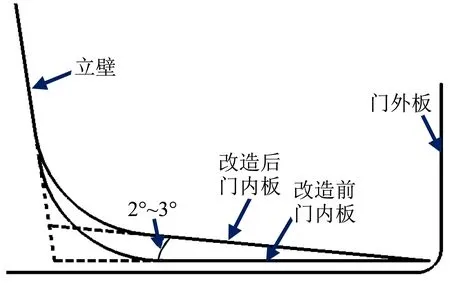
图8 门内板法兰边改造方法二
4 效果验证
图9 所示为门内板改造区域模拟结果,改造区域实现了法兰面压合区域内侧高于外侧的目的,且图10 所示的实际出件检测结果验证了法兰面尺寸达到预期改进的效果。
5 结束语
介绍了通过改进门内板法兰边消除汽车门板总成胶棱缺陷的工艺方法,该方法有以下优点。

图9 门内板改造区域模拟结果
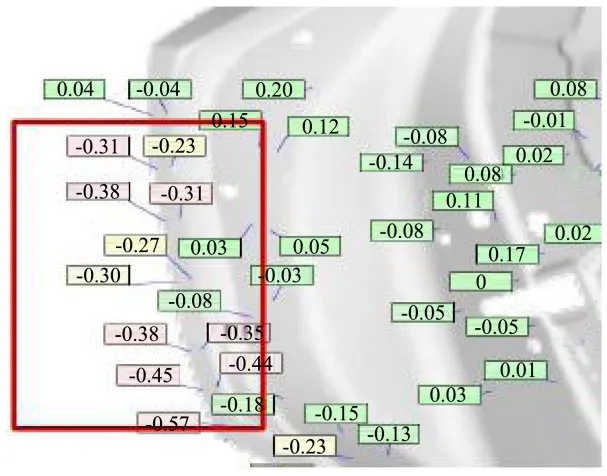
图10 门内板改造区域检测结果
(1)通过工艺设计阶段改进法兰结构,可采用仿真模拟验证改进后制件的尺寸精度,防止后期改进造成成形制件尺寸无法保证的问题。
(2)避免现场因压合出现胶棱缺陷后进行整改而导致的模具零件二次加工,影响模具调试。
(3)避免实际生产中因胶棱缺陷造成的废品。
(4)采用该改进方法可有效消除压合胶棱问题,提高压合件质量,保证车身美观。
(5)通过该工艺方法制造的门内板,压合完成后恢复到产品理论数据,满足装车要求。
