主应变分析在成形零件边部开裂中的应用
2021-03-18陆静易彭文虎许立强
陆静易,彭文虎,刘 振,许立强,龚 豪
(1.广西汽车集团有限公司,广西 柳州 545007;2.上汽通用五菱汽车股份有限公司,广西 柳州545007;3.安徽福达汽车模具制造有限公司,安徽 合肥 230088)
0 引 言
在汽车轻量化驱动下,高强度钢板在汽车结构件中应用越来越广泛。因高强度钢板塑性变形性能相对较差,同时为降低生产成本,提高材料利用率,高强度钢板汽车零件越来越多地采用落料成形工艺。780DP 双相钢具有较高的强度,也有一定的塑性变形能力,是汽车结构件的优选材料之一,但落料成形时易出现成形零件边部开裂。现针对实际模具开发,高强度钢板零件成形边部开裂问题,采用冲压CAE 中主应变分析数值评判其成形零件边部开裂风险,制定解决方案,并进行验证,为边部开裂提供解决方案。
1 高强度零件边部开裂
某乘用车左前大梁材料为宝钢HC420/780DP,料厚为1.4 mm,外形尺寸为986 mm×184 mm×247 mm,结构复杂,如图1 所示。零件采用落料成形工艺,零件周边在落料后不再切边,模具制造后进行调试时,因落料模延后完成,前期采用激光切割代替冲压落料,成形后零件较少出现边部开裂。在零件生产现场进行在线调试时,采用落料模冲压毛坯,成形后零件出现大量边部开裂,超过80%,不能满足批量生产要求,如图2 所示。将成形零件开裂处对应落料后毛坯边缘抛磨光顺再冲压成形,则开裂率下降。

图1 左前大梁

图2 左前大梁开裂
2 边部开裂分析
零件成形时在拉应力的作用下,边部断面微裂纹和微空洞会成为开裂源,不断聚齐和扩大,引起板料过早在边部开裂。初步分析,激光切割毛坯断面较平整光顺,边部微裂纹及微空洞少甚至没有,在成形过程中承受拉应力时,不容易产生应力集中,能较好地减少甚至消除边部开裂。根据冲裁机理,对于左前大梁落料这类普通冲裁,在冲裁过程中凹模刃口和凸模刃口产生的2 条裂纹难以吻合,在2 条裂纹间会发生撕裂,断面微裂纹和微空洞难以避免。当对落料后毛坯边缘抛磨光顺后,局部微裂纹及微空洞显著减少甚至消除,有效减少了成形零件边部开裂。对于大批量冲压生产,考虑生产效率和生产成本,采用激光切割毛坯或对落料后毛坯边缘抛光的方法不可行,必须采取其他方法解决成形边部开裂问题。
采用冲压CAE 分析软件AutoForm 对成形过程进行分析,成形极限图如图3所示,料厚变薄率如图4 所示。在实际零件的开裂部位,成形极限图显示为安全(safe)最大变薄率为7.3%,变薄标准为<17%,变薄率未超标。分析结果表明,对于材料为HC420/780DP 的高强钢零件,不能采用常规的成形极限图和料厚变薄率指标评判零件边部开裂情况,需寻找其他指标进行评判。按标准定义,最大力塑性延伸率Ag为金属材料拉伸试验过程中受力最大时原始标距的延伸与引伸标距Le之比,如图5所示,延伸率超过Ag后,试样将进入缩颈和断裂阶段。由于高强钢整体塑性差,材料进入缩颈和断裂阶段时,主应变数值超过Ag区域,特别是存在断面微裂纹和微空洞的边部区域风险最大。
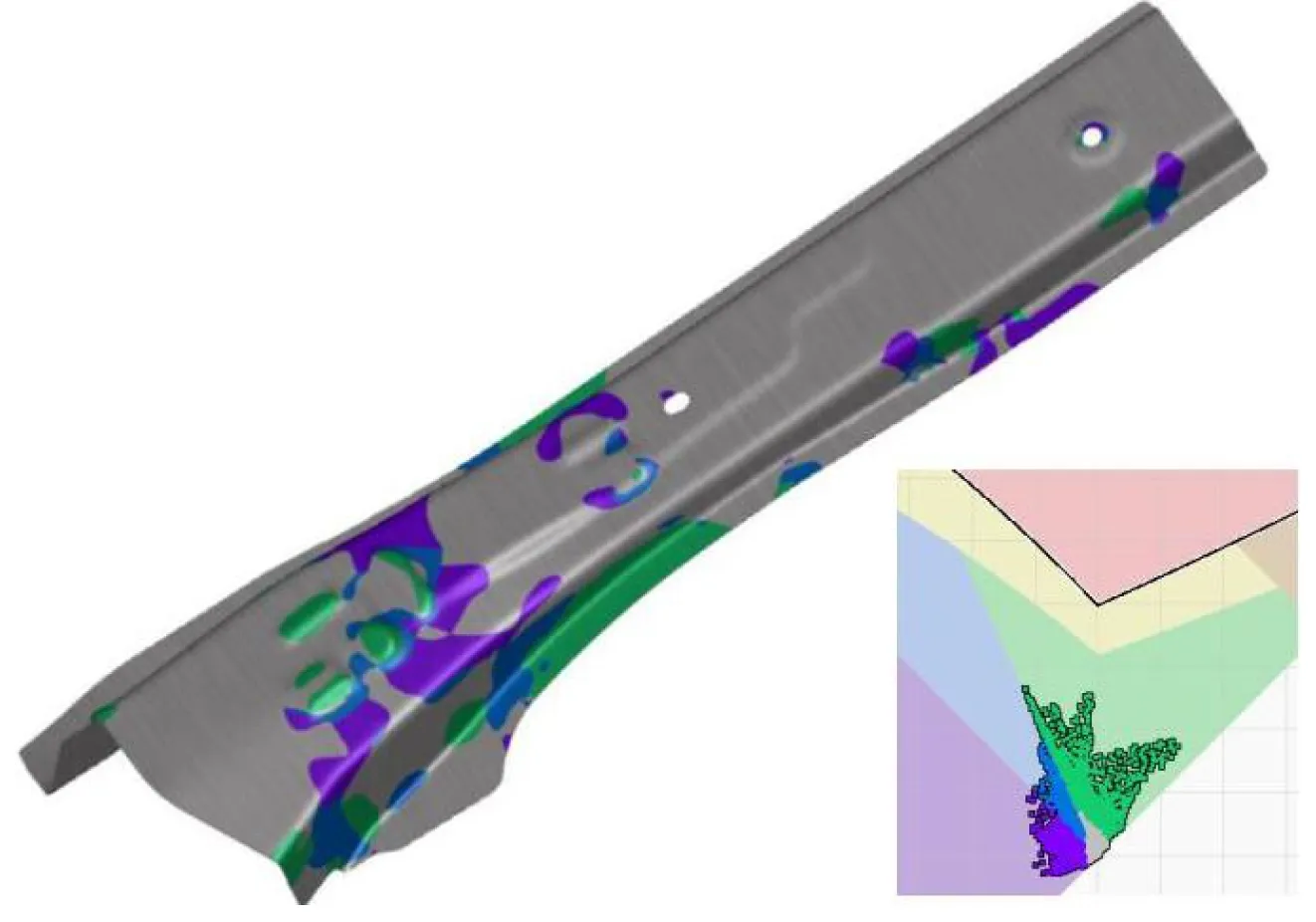
图3 成形极限图
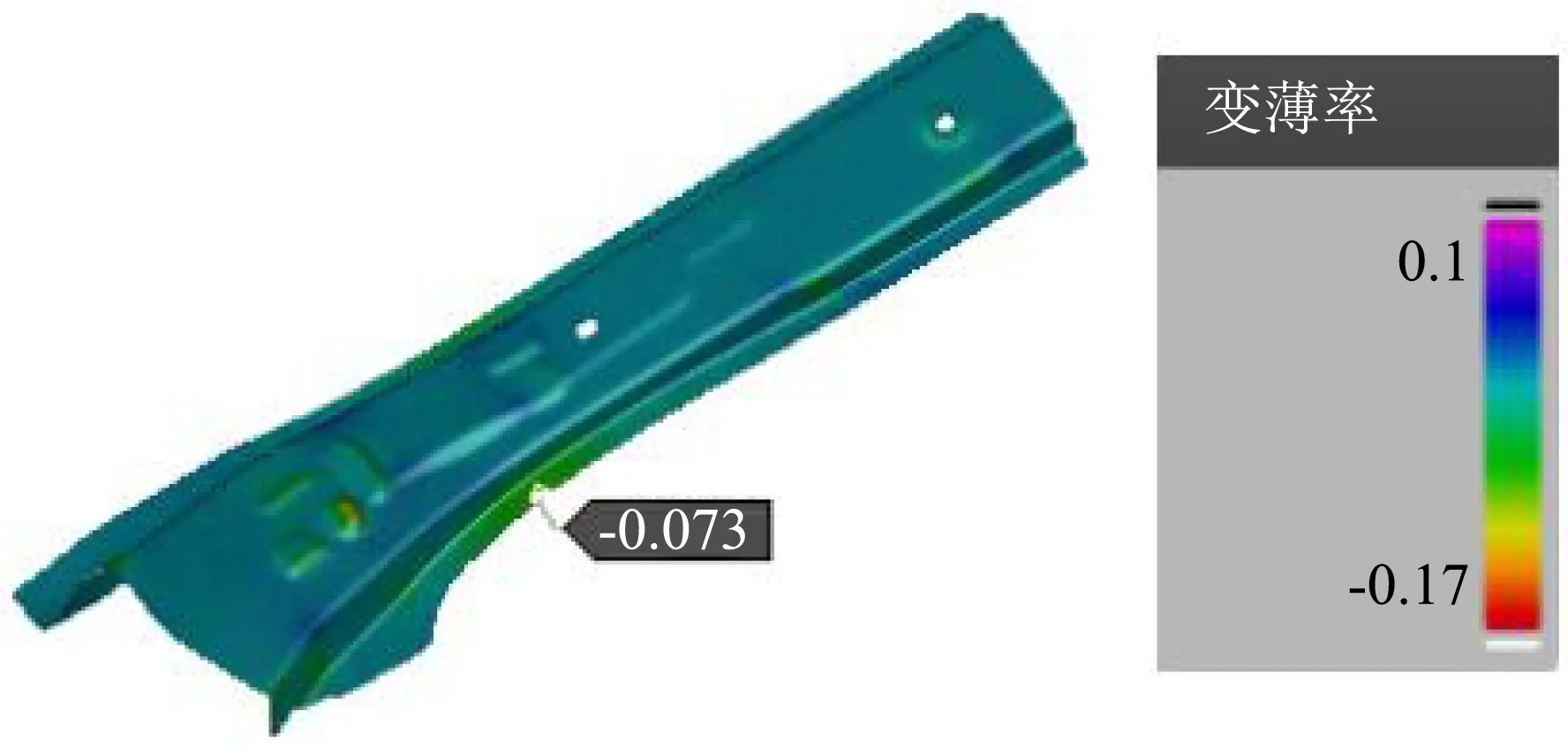
图4 料厚变薄率
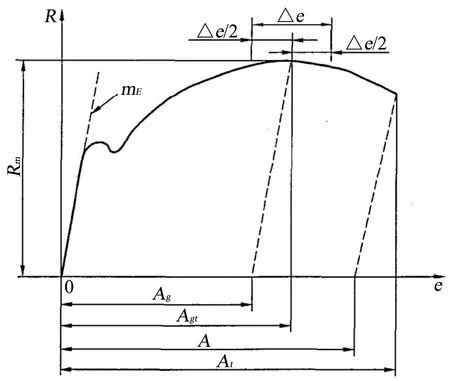
图5 延伸定义
采用AutoForm 软件对左前大梁成形工序进行分析,主应变分析结果如图6所示,最大主应变部位与实物开裂部位一致。AutoForm 软件分析所使用的材料参数如图7 所示,Ag(最大力塑性延伸率)为11.7%。最大主应变为0.135,明显大于Ag值。基于以上分析,在解决左前大梁边部成形开裂问题时,考虑使用主应变分析数值评估边部开裂,以Ag数值作为评判标准。

图6 主应变

图7 材料参数
3 边部开裂问题解决方案
在确定以Ag值为标准、采用主应变CAE 分析数值评判边部开裂的分析方法后,制定了解决左前大梁成形边部开裂的措施。在保证零件成形力的前提下,增加边部开裂部位局部边宽,加大成形力承载截面面积,以降低开裂部位的主应变。利用Auto-Form 软件进行成形CAE分析,加大局部边宽后成形工序分析结果中主应变数值如图8 所示,原开裂部位最大主应变为0.095,小于Ag值,为Ag值的81%;成形极限图显示为安全(safe),最大变薄率为5.2%。
根据CAE 分析结果,确定整改方案:按更改后的毛坯线更改落料模,同时增加局部切边,切除成形后多余的料边,消除成形零件边部开裂,以满足大批量冲压生产需求。实施该方案后,进行2 批次正常冲压,左前大梁超过3 000 件未发现边部开裂,整改完成后生产的左前大梁如图9所示。
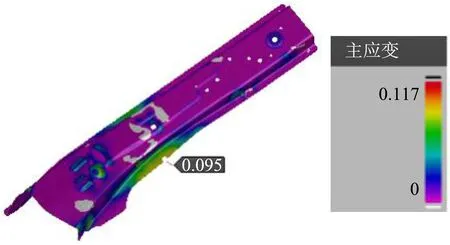
图8 加大边宽主应变

图9 整改后生产的左前大梁
解决此零件的边部开裂问题后,参照上述方法,对此车型的右前大梁和其他车型的类似前大梁进行了冲压CAE 分析评估,并制定了相应的解决方案,取得了较好的效果。
4 结束语
通过对左前大梁边部开裂问题进行分析,制定了解决方案,采用以Ag值为标准,用主应变CAE 分析数值评估高强度钢板零件成形边部开裂的方法,解决了实际冲压生产时零件边部开裂的问题,但该理论依据还需要进一步研究探讨。
