X65M钢温度-变形轧制控制技术的生产实践
2021-03-16李复磊
李复磊
(山东钢铁集团日照有限公司中厚板厂,山东 日照276805)
1 前 言
厚规格止裂性能要求(DWTT)管线钢生产中存在的主要难题是DWTT指标的实现,其关键控制点涉及窄成分设计、有效压缩比、轧制过程中的温度制度、压下制度、水冷工序的开冷温度、终冷温度、冷速等关键工艺点的精准控制,从而实现最优的均匀细化的组织,以满足钢板的低温韧性及止裂性能。以管线钢X65M 生产为例,研究了温度-变形轧制控制技术的应用。
2 X65M钢轧制生产实践
2.1 性能要求
29 mm厚-10 ℃DWTT指标标准,X65M钢主要的性能要求为:屈服强度450~600 MPa、抗拉强度535~760 MPa、-20 ℃冲击功≥120 J、延伸率≥24%、-10 ℃落锤撕裂试验(DWTT)平均最小剪切面积百分数≥85%。此性能指标中存在控制难度的为低温韧性(冲击)和低温止裂(DWTT)性能,需要从成分设计、工艺生产方面制定合理的方案并进行稳定地控制。
2.2 成分设计
成分设计以低碳成分设计为主,复合添加多种微量合金元素。针对厚规格X65级别管线钢,主要以添加Nb、Ti 为主;为保证稳定的强塑性指标,添加微量的Mo确保淬透性能;同时P、S含量,对钢种气体元素、夹杂物进行控制,提高铸坯内部质量水平,具体成分设计如表1所示。

表1 X65M钢成分设计(质量分数) %
2.3 工艺设计
1)加热控制。加热工艺对管线钢性能影响体现在合金元素的溶解和奥氏体晶粒尺寸的控制上。一般含Nb钢在1 150 ℃左右Nb(C,N)开始大量溶解,随着Nb(C,N)的溶解,奥氏体晶粒将发生突然长大,在钢中加入微量Ti可以将奥氏体晶粒粗化温度提高到1 250 ℃左右;加热温度过低,Nb(C,N)等合金碳氮化合物不能得到充分溶解,Nb等合金元素在随后控轧中发挥不了扩大奥氏体未再结晶区的作用,在控冷时析出强化作用也减少。加热温度过高,奥氏体晶粒粗大,在相同控轧控冷条件下,最终组织晶粒也会粗化,对韧性不利。X65M加热制度如下:严格控制在炉时间及出炉温度,钢坯出炉温度控制在1 100~1 200 ℃,保证坯料加热均匀,粗轧机前高压水除鳞箱除鳞厚测量温度控制在1 030~1 070 ℃。
2)粗轧阶段控制。粗轧阶段的变形量控制及温度控制是这个管线钢强韧性指标控制的核心,也是确保钢板的落锤性能最关键控制环节,通过这一阶段的控制,充分发挥轧制变形渗透对于钢板组织性能的影响,尤其是纵轧阶段的道次压下量及压下率的控制,是改善组织的关键因子,起到了整个管线钢性能控制的核心作用。根据上述意见及实际生产情况,29 mm厚-10 ℃DWTT指标要求X65M采用250 mm 厚坯料进行生产,通过对中间坯厚度的调整及轧制参数的改变,在温度条件不变的情况下,将粗轧纵轧阶段的道次数进行压缩,保证了1个道次20%的道次压下率以上,其他道次也能达到较高的道次压下率,具体如表2所示。
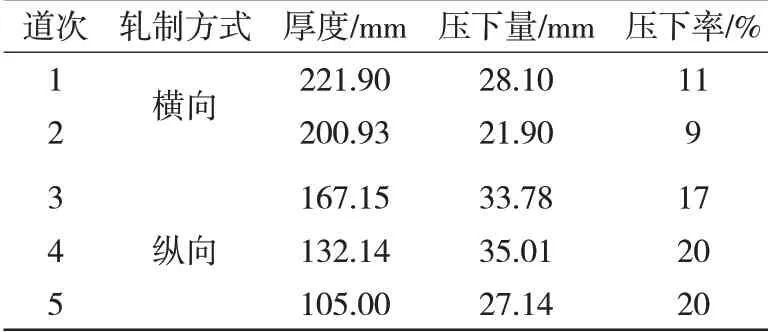
表2 轧制规程
3)精轧阶段控制。根据经验公式计算,在此成分固定情况下,得到铁素体相变点温度为763 ℃,精轧阶段为未再结晶区轧制,理论上,在铁素体相变点温度以上温度范围内进行最大程度的累积变形量增加,晶粒最大程度得到变形,晶粒不仅被拉长,并且会出现比较多的变形带,相变转变后也可以最大程度得到细小均匀的组织,有利于钢板强度指标、塑韧性指标及低温止裂指标的改善。根据上述意见及实际生产情况,X65M采用105 mm的中间坯厚度,精轧阶段压下量可实现72%,采用低终轧温度轧制,终轧温度为780~790 ℃。
4)水冷工艺控制。根据经验公式计算得到此钢种的主要理论相变点温度,如表3所示。

表3 钢板理论相变点温度 ℃
X65M 钢采用了较多的合金元素,过冷奥氏体更加稳定,为得到强度、塑韧性及止裂性能较好的结合,需得到低温块状铁素体+针状铁素体+粒状贝氏体相结合,并且组织细化均匀,这种组织边界粗糙、不规则,晶粒相互交织、交错,此组织有效抑制裂纹沿晶界扩展,起到增加韧性的作用。根据上述建议,水冷工艺设定如下:开冷温度770~780 ℃,冷速15~22 ℃/s,终冷温度450~500 ℃。
2.4 金相组织
对29 mm 规格X65M 取金相进行组织分析,整体组织以块状铁素体+针状铁素体为主,母相与新相界面所在方向上是非共格的大角度晶界,边界粗糙,不规则。钢板沿厚度方向组织细化均匀,无明显偏析及带状组织。
2.5 性能情况
29 mm 规格X65M 目前已稳定生产千余吨,工艺控制稳定,性能指标良好,屈服强度平均值510 MPa,抗拉强度平均值642 MPa,屈强比0.79,-10 ℃冲击功287 J,-10 ℃落锤撕裂试验(DWTT)平均最小剪切面积百分数89%。
3 结 语
温度-变形轧制控制技术是生产管线钢的基本轧制技术,也是实现钢板性能的最重要的手段之一。在合理的成分设计下,通过对塑性加工及后续冷却过程中变形量及温度点的精准控制,得到稳定的相变组织。
