钢板点焊翘曲缺陷对平均应力强度因子的影响
2021-03-15苏玉龙杜展鹏陈少伟
宋 凯 苏玉龙 杜展鹏 陈少伟
湖南大学汽车车身先进设计制造国家重点实验室,长沙,410082
0 引言
电阻点焊(resistance spot welding,RSW) 广泛用于汽车车身薄板(钢板)冲焊结构的连接[1]。在动态随机载荷作用下,焊点周围往往存在严重的应力集中,疲劳裂纹易于形成和扩展,引起疲劳破坏[2]。
焊点疲劳断裂主要有与钢板平行的熔核界面断裂和垂直于钢板的贯穿板厚方向断裂。一般情况下,车身焊点直径远大于板厚,因此熔核界面断裂比较少见,断裂主要是贯穿板厚度方向的断裂[3]。焊点在承受不同车身载荷时,焊核周围会产生应力集中,焊核周围材料易达到屈服强度而产生裂纹。
近年来,国内外学者对应力强度因子进行了大量研究,取得了较好的成果。NEWMAN等[4]、LIN[5]、LIN等[6]使用应力强度因子解来预测点焊的疲劳寿命。ZHANG[7]使用断裂力学方法确定点焊处的应力强度因子,对点焊结构进行疲劳评估。RADAJ等[8]将厚度不等的板之间点焊的应力强度因子作为评估点焊试样和部件疲劳强度的基础。LAZZARIN等[9]在焊接接头存在线性弹性应力梯度的情况下,提出了一种基于缺口应力强度因子的应力场方法。LEE等[10]从单点焊接试样获得载荷与疲劳寿命的关系,使用参数表示等效应力强度因子预测点焊接试样的疲劳寿命。PEI等[11]将点焊焊点处的接触界面看作是一种环形裂纹,用应力强度因子评估焊点的疲劳强度,利用无网格伽辽金法对双杯试件点焊接触点进行分析,并验证了应力强度因子预测焊点疲劳寿命的精确性。然而,在实际车身焊接中,钢板存在形状、尺寸、焊接装夹及焊点定位等误差因素,因此钢板件在焊接前有一定的翘曲角度或离空间隔,从而产生焊接翘曲缺陷,影响焊点的疲劳寿命。但针对焊接翘曲缺陷对应力强度因子的影响分析研究却很少。

1 焊点模型的建立
对比分析合格焊点和翘曲缺陷焊点的平均应力强度因子,得出翘曲缺陷对应力强度因子的影响规律。如图1所示,合格焊点与翘曲缺陷焊点模型同时进行模块化建模,并进行有限元分析,分别求取各自的平均应力强度因子。

图1 翘曲因子推导验证流程图
1.1 焊点仿真模型的建立
为解决传统合格焊点建模方法的焊点位置模拟不准确、建模效率低等问题,采用模块化焊点模型的方法对焊点进行仿真模拟。将焊点模型划分为焊核区、热影响区和母材区(图2a)。使用两层(每层为8个实体单元组成的等边八边形)实体单元模拟焊核区。为增强实体单元与壳体单元的节点衔接性,在上下两边实体单元的表面各增加4个壳单元(图2b),焊点模型的直径设置为焊核的实际直径,材料与母材一致;焊核周围的第一圈网格的宽度取2 mm并定义为焊点热影响区,焊点热影响区材料厚度、类型与母材一致;用壳单元模拟母材区。该方法准确模拟了焊点实际位置且贴合焊点的物理几何特征,同时没有影响建模和计算效率[12-13]。KOUSHI等[14]采用类似的焊点模型进行焊点碰撞失效仿真分析,取得了不错的结果,因此本文采用模块化焊点模型的建模方式,进行焊点平均应力强度分析。
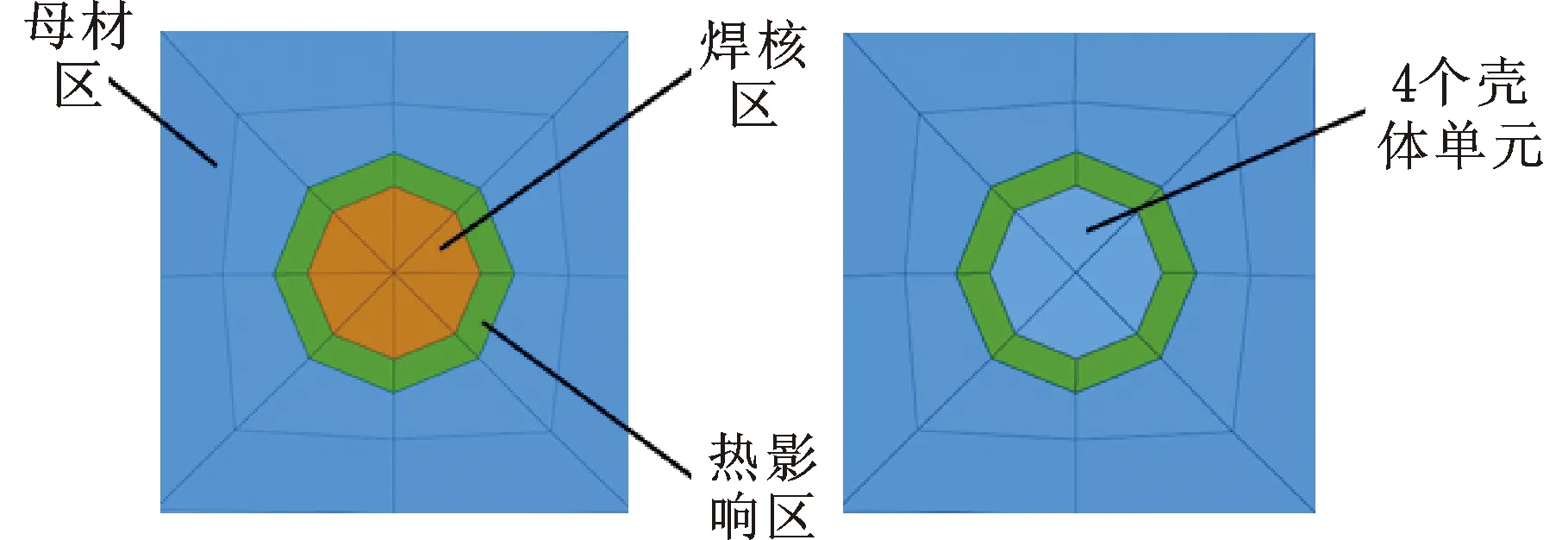
(a) 焊点模型的分区 (b) 焊核区覆盖壳单元图
图3为合格焊点和翘曲缺陷焊点的模型示意图。为研究翘曲缺陷对平均应力强度因子的影响,本文对翘曲缺陷焊点模型也采用模块化建模的方式。取焊接前的间隔b为定值5 mm,焊接后的模型如图4所示。

(a) 合格焊点 (b) 翘曲缺陷焊点

图4 翘曲缺陷的模型示意图
本文通过有限元软件ABAQUS对钢板进行点焊焊接模拟,如图5所示。先对变形后的网格建立实体模型,再将实体模型导入到前处理软件Hypermesh中按照模块化方式划分网格。

图5 翘曲缺陷焊点的焊接仿真模拟完成图
1.2 平均应力强度因子推导
对焊点采用模块化模型,提取焊点周围各节点的节点力和力矩,推算出焊点裂纹在板厚扩展路径上的平均应力强度因子。
通过有限元软件ABAQUS线弹性计算并输出焊点周围各节点在整体坐标系下的节点力矩和节点力,再将整体坐标系下的节点力矩和节点力通过坐标变换转化为局部坐标系下的节点力矩和节点力。根据做功相等原理将焊点局部坐标系下的节点力和节点力矩通过下式转化成为各节点相应的线性力和线性力矩[15]:
F=Jf
(1)
F=[F1F2…Fn-1]T
f=[f1f2…fn-1]T

式中,F为节点力矩阵;Fi为节点i(i=1,2,…,n-1)的节点力;f为节点线性力矩阵;fi为节点i的线性力;J为转换矩阵;li为焊点周围节点i与节点i-1的间距。
转换矩阵J由每个节点的相邻节点通过做功相等原理推导而出。同理,节点线性力矩也可由节点力矩通过相同的转换矩阵获得。
焊核周围各节点处的结构应力由相应节点处的局部坐标下的线性力和力矩通过下式求得[16]:
(2)
式中,σm为结构应力中的膜应力;σb为结构应力中的弯应力;δ为钢板厚度;fy′为局部坐标系下y′方向上的线性力;mx′为x′方向上的力矩。
据断裂力学理论,将节点i(i=1,2,…,8)的相应结构应力通过式(2)计算得出应力强度因子[15]:
ΔKi=ΔKmi+ΔKbi
(3)
式中,ΔKmi为节点i的σm对应的应力强度因子;ΔKbi为节点i的σb对应的应力强度因子。
在载荷的作用下, 求得整个裂纹扩展过程中的平均应力强度因子:
(4)
1.3 仿真模型求解
分别将划分好的合格点焊模型和翘曲缺陷点焊模型网格导入到ABAQUS中进行仿真计算。试样一端约束6个自由度,另一端施加载荷,载荷受力点约束加载方向外的全部自由度。材料属性均为线弹性,弹性模量为210 GPa,泊松比为0.3,密度为7.85×103kg/m3,如图6所示。通过提取相应节点的节点力和节点力矩,按照1.2节方法进行相应的理论计算,得出合格焊点和翘曲缺陷焊点的平均应力强度因子ΔKqua、ΔKdef。

图6 模块化点焊接头有限元模型
2 数据分析
2.1 对比分析
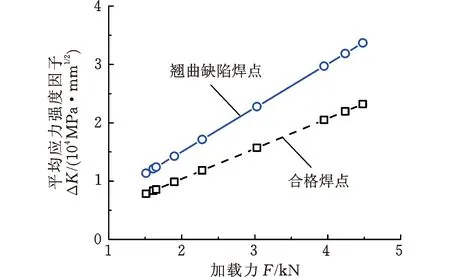
通过1.3节得到钢板厚度δ=1 mm、钢板间隔b=5 mm的线弹性钢板焊核周围的节点力和节点力矩,根据式(1)~式(4)进行相应的理论推导计算,对合格焊点的平均应力强度因子ΔKqua和翘曲缺陷焊点的平均应力强度因子ΔKdef进行数据处理分析,寻找因固定间隔产生的翘曲缺陷对应力强度因子的影响规律。由图7可看出,翘曲缺陷焊点与合格焊点的平均应力强度因子均随加载力的增大而增大;相同加载力下,二者之间的差距随加载力的增大而增大。二者的平均应力强度因子相除所得的系数非常相近,这说明加载力对平均应力强度因子的影响很小。
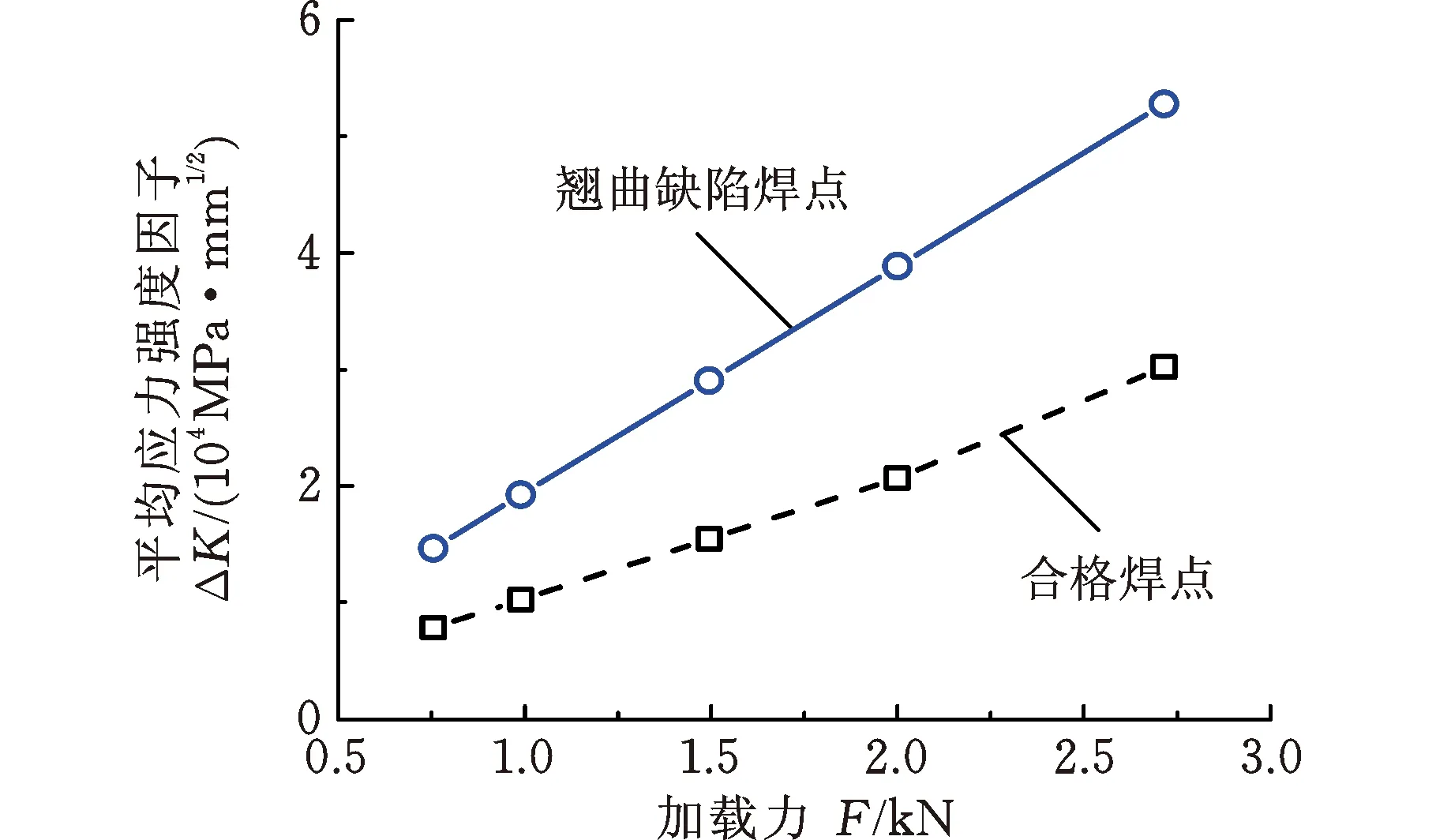
图7 不同加载力下焊点的ΔK
TRAN等[17]研究了不同材料和厚度的搭接剪切试样中不带间隙、带间隙和弯曲的电阻点焊和摩擦搅拌点焊的分析应力强度因子和J积分解,给出了不同材料和厚度的搭接剪切试样中点焊关键部位的应力强度因子与J积分解的总体趋势和简单的估算方法。由此可推断材料、厚度和间隔等因素对平均应力强度因子有很大的影响。由于求取的是整个裂纹扩展的平均应力强度因子,而裂纹的扩展是沿板厚方向,因此钢板厚度对平均应力强度因子有很大的影响;此外,钢板的间隔b和焊接后的翘曲角度α(图4)会增加焊趾附近的应力集中。将这些因素线性拟合,得出与间隔b=5 mm、钢板厚度δ(mm)以及焊接完成后的翘曲角度α(°)相关的修正系数,即翘曲因子:
C=5(2.4tanα+0.088 76δ-0.080 18)
(5)
则翘曲缺陷焊点与合格焊点之间的平均应力强度因子的对应关系为
ΔKdef=CΔKqua
(6)
翘曲因子的实质就是修正系数,即通过修正合格焊点的平均应力强度因子ΔKqua,得到翘曲缺陷焊点的平均应力强度因子ΔKdef,从而为预测翘曲缺陷焊点的疲劳寿命做定性研究。
以合格焊点的平均应力强度因子ΔKqua为基础,通过式(5)求出其平均应力强度因子ΔKdef(以下称为推导值),并将推导值与仿真模拟变形焊点计算得到的平均应力强度因子ΔK′def(以下称为仿真值)进行比较,如图8所示,两者的曲线重合度很高。由表1可知,各个加载力下的准确率cA(cA=1-|ΔKdef-ΔK′def|/ΔK′def)均值为97.12%。
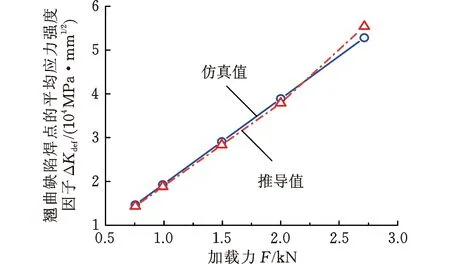
图8 不同加载力下ΔKdef的推导值与仿真值

表1 不同加载力下的推导值准确率
由表1可知,在不同加载力下,翘曲缺陷焊点平均应力强度因子的推导值ΔKdef与仿真值ΔK′def的准确率超过95%,说明式(6)推导的ΔKdef具有很高的准确度。由图8可直观地观察到在不同加载力下的平均应力强度因子的推导值与仿真值有很高的重合度,说明这个翘曲因子具有很好的准确性。
2.2 不同厚度的适用性验证
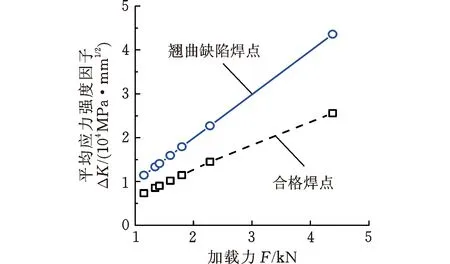
由2.1节对厚度δ=1 mm钢板的合格焊点和焊接翘曲缺陷焊点的平均应力强度因子的对比分析,确定了主要的影响因素:钢板厚度δ、焊接完成后所形成的夹角α,推导了翘曲因子C的表达式。按照2.1节的方法对厚度为0.8 mm、1.5 mm和1.8 mm钢板的平均应力强度因子进行分析对比,焊接翘曲缺陷焊点焊接前的间隔都是5 mm,仿真模拟的翘曲缺陷焊点的平均应力强度因子ΔK′def与合格焊点的平均应力强度因子ΔKqua,以及通过式(6)理论推导的翘曲缺陷焊点的平均应力强度因子ΔKdef与仿真模拟求出的翘曲缺陷焊点平均应力强度因子ΔK′def如图10~图12所示。
由图9~图11可知,对于同材料、同间隔、不同厚度的钢板焊接形成的翘曲缺陷焊点在不同加载力下的平均应力强度因子ΔKdef,0.8 mm厚钢板推导值的准确率为81%,其他厚度钢板的准确率超过96.4%,平均准确率为96.84%,这说明翘曲因子能很好地反映焊接翘曲缺陷对平均应力强度因子的影响。不同厚度钢板翘曲缺陷焊点平均应力强度因子推导值的准确率如表2~表4所示。

(a) 合格焊点、翘曲缺陷焊点的ΔK
(a) 合格焊点、翘曲缺陷焊点的ΔK

(a) 合格焊点、翘曲缺陷焊点的ΔK

表2 0.8 mm厚钢材推导值的准确率

表3 1.5 mm厚钢材的推导准确率
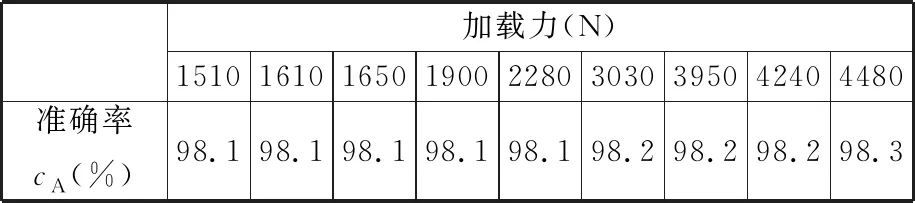
表4 1.8 mm厚钢材的推导准确率
3 试验验证
3.1 试验材料
本实验选取高强钢材料HC340/590DP作为实验对象,其屈服强度为340 MPa,抗拉强度为590 MPa,伸长率为20%。点焊样件的厚度分别为0.8 mm、1.0 mm、1.5 mm和1.8 mm。为确保点焊接头的一致性,所有试样的尺寸都相同,如图12所示。
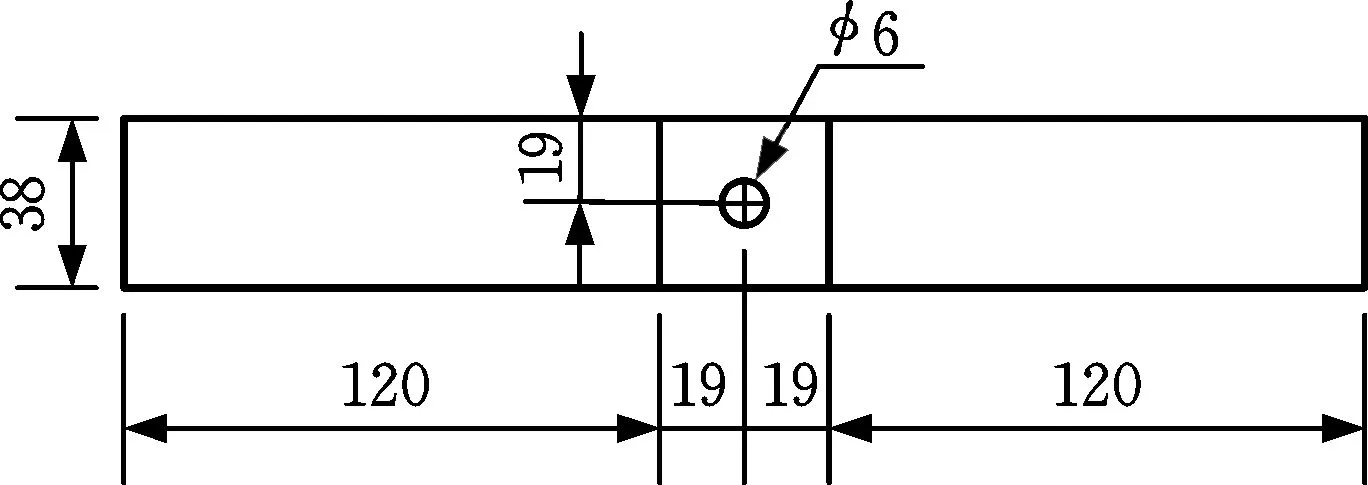
图12 试样尺寸
3.2 焊接参数选择
由实验理论可知,电阻点焊在焊接过程中的电流、电极压力及焊接所需时间对焊接性能有显著的影响。本采用文献[13]的焊接工艺参数获得的试样焊接质量稳定,合格率较高,满足实验要求。不同厚度材料的板材的焊接工艺参数如表5所示。

表5 不同厚度钢板的焊接工艺参数
3.3 试验方法
基于仿真模型原理在MTS万能试验机进行4种样件的焊点剪切拉伸试验,试验过程中,加载频率为10 Hz,加载速度为0.1 mm/s。
3.4 试验结果
图13所示为不同厚度t试样样件的合格焊点与翘曲缺陷焊点所能承受的最大加载力。由于平均应力强度因子与加载力之间是线性关系,而翘曲缺陷焊点的平均应力强度因子可由翘曲因子与合格焊点平均应力强度因子求得,故翘曲缺陷焊点与合格焊点所承受的最大加载力的比值是翘曲因子C的倒数。合格焊点与翘曲缺陷焊点所能承受的最大加载力的比值、翘曲因子C、翘曲因子准确率如表6所示。由表6可直观地看到,1.8 mm厚钢板准确率为71.7%,其余准确率为均能超过85%,说明翘曲因子C具有较高的准确性和适用性。
4 结论
(1)采用模块化的焊点建模方法对合格焊点和焊接前两钢板间有5 mm固定间隔的焊接翘曲缺陷焊点进行了有限元分析,得到不同载荷下的平均应力强度因子,对比合格焊点与翘曲缺陷焊点在相同加载力下的平均应力强度因子,发现影响翘曲缺陷的影响因素有板材的厚度、焊接前焊接板材之间的间隔以及焊接完成后所形成的夹角。通过分析得到了翘曲因子的表达式,翘曲缺陷焊点的平均应力强度因子可通过翘曲因子表达式对合格焊点的平均应力强度因子进行修正而推导得出。
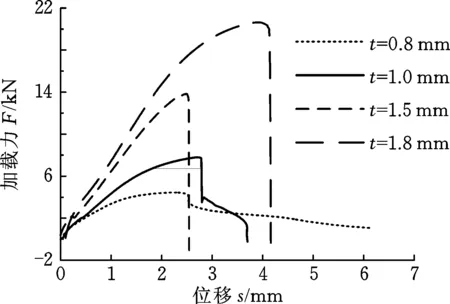
(a) 变形焊点的拉伸试验结果
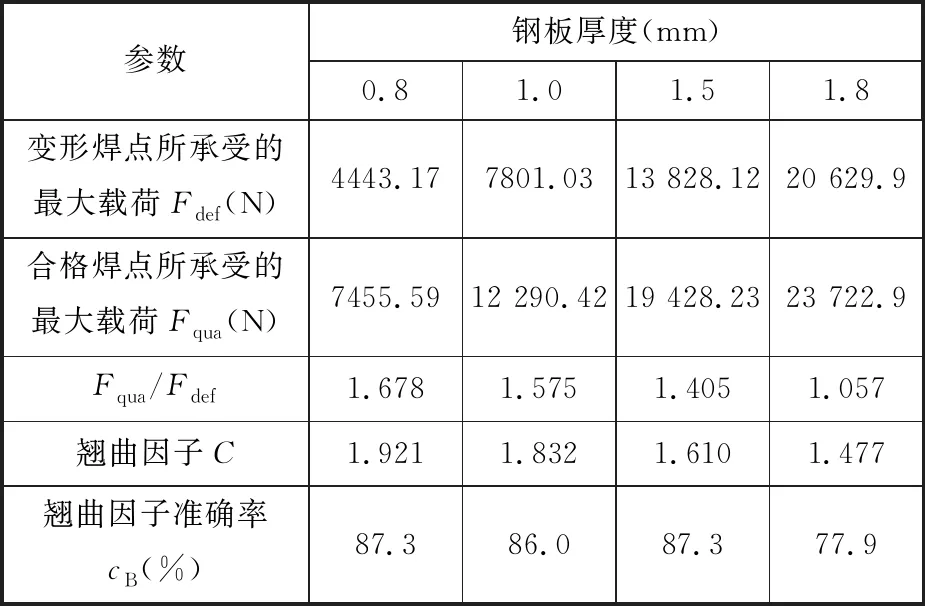
表6 焊点的最大加载力及影响因子
(2)对比同材料、同间隔、不同厚度的钢板翘曲缺陷焊点推导值ΔKdef与仿真值ΔK′def发现,低载荷下的0.8 mm厚钢板的平均应力强度因子的推导值是仿真值的81%,其他板厚平均应力强度因子推导值的准确率超过96%,且平均误差不超过6%。通过试验发现,1.8 mm厚钢板的翘曲缺陷焊点与合格焊点所能承受最大载荷的比值是其对应翘曲因子的77.9%,其余板厚的翘曲缺陷焊点与合格焊点所能承受最大载荷的比值超过其对应翘曲因子的85%,其平均准确率为84.6%。这说明本文得到的翘曲因子能很好地反映翘曲缺陷对平均应力强度因子的影响。
