5A06铝合金变动送气TIG焊焊缝组织与力学性能
2021-03-14齐欣戴鸿滨
齐欣 戴鸿滨




摘 要:为了研究5A06铝合金变动送气TIG焊焊缝微观组织与力学性能,采用(Ar-Ar)变动送气TIG焊和传统连续送气TIG焊接方法对4mm厚的5A06铝合金板进行表面堆焊,观察比较传统送气和变动送气下焊缝的表面,对焊缝金相组织进行观察,并且对1Hz变动送气下的5A06铝合金对焊板试样进行抗拉强度测试。结果表明:变动送气对熔池具有搅拌和冲击作用,熔深比传统送气下的明显增大了,相比于传统送气下的焊缝组织,变动送气下的焊缝组织中析出较多的强化相,而且强化相分布弥散均匀,增加了焊缝的强度,从而提高了焊缝质量。相对于母材,变动送气下的5A06铝合金对焊板试样的塑性下降,为母材抗拉强度的95%,断裂位置在焊缝处,断裂形式属于韧性断裂。
关键词:5A06铝合金;TIG焊接;变动送气;微观组织;力学性能
DOI:10.15938/j.jhust.2021.06.016
中图分类号: TG444
文献标志码: A
文章编号: 1007-2683(2021)06-0118-06
Microstructure and Mechanical Properties of 5A06
Aluminum Alloy with Variable Gas TIG Welding
QI Xin, DAI Hong-bin
(School of Material Science and Engineering, Harbin University of Science and Technology, Harbin 150040,China)
Abstract:In order to study the microstructure and mechanical properties of 5A06 aluminum alloy with variable gas TIG welding, (Ar-Ar) variable gas TIG welding and traditional continuous gas TIG welding were used to carry out surface surfacing welding on 4mm thick 5A06 aluminum alloy plate. We observe the metallographic structure of the weld on the surface of the weld under air and variable air, and test the tensile strength of the 5A06 aluminum alloy butt-welded plate sample under 1Hz variable air. The results show that: the variable aeration has a stirring and impacting effect on the molten pool, and the penetration depth is significantly greater than that under the traditional aeration. Compared with the weld structure under the traditional aeration, the weld structure under the variable aeration has more precipitation phase, and the distribution of the strengthening phase is evenly dispersed, which increases the strength of the weld, thereby improving the quality of the weld. Compared with the base material, the plasticity of the 5A06 aluminum alloy butt-welded plate sample under variable aeration decreases, which is 95% of the base material′s tensile strength. The fracture location is at the weld, and the fracture form is ductile fracture.
Keywords:5A06 aluminum alloy; TIG welding; variable air supply; microstructure; mechanical properties
0 引 言
鋁合金因具有较高的比刚度和比强度、良好的导电性和导热性、密度小且塑性好、较好的耐腐蚀性以及力学性能优良且加工性能好,在航空航天、交通运输、机械制造、电工、化学工业等领域得到了广泛的应用[1-4]。不可热处理铝合金广泛用于海军领域,其中5xxx系列等级更受欢迎,其化学成分中含有镁(Mg)作为主要合金元素[5-7]。铝合金的焊接通常采用交流钨极惰性气体保护焊(TIG焊),但是电极的电流承载能力受限,限制了电弧功率,TIG焊焊缝熔深浅,焊接速度较慢,生产效率低,保护气体较贵,并且焊缝易出现气孔夹杂等问题极大的限制了TIG焊的使用范围[8-10],当焊接的热输入增大时,虽然焊接效率有所提高,但是会引起焊缝的组织晶粒粗大,导致力学性能下降,从而达不到焊接要求,这也成为了其发展道路上需要突破的目标。靳鹏飞等[11]研究了不同深冷处理的工艺参数对5A06铝合金TIG焊接头的影响,结果表明深冷处理可以提高接头的布氏硬度,焊接接头整体硬度均衡性得到较好改善。张红霞等[12]对5A06铝合金TIG焊接接头失效进行分析,他们认为5A06铝合金焊接接头失效主要原因是接头残余应力较大、夹杂物析出相、接头组织的不均匀性。
目前国际上对改善TIG焊焊接质量、提升生产效率、降低生产成本的新方法重点放在焊接材料表面喷涂活性剂上。而关于焊接保护气体的改变多为研究多元混合气体及气体比例上[13-14]。许良红等[15]采用普通电弧焊进行铝合金焊接,研究Ar、He二元混合气体对焊缝区域气孔数量以及组织的影响。研究表明二者混合后能够减少气孔的数目及大小尺寸。杨秀青等[16]研究了添加不同比例的He、N2、对TIG焊的影响机理。研究表明在焊接过程中,随着He的含量增加,焊接平均电压和平均功率均增大,电弧的亮度呈下降状态。变动送气TIG焊焊接方法,即交替地将保护气体供应到焊接区域由于气体的变动供给会导致脉动变化的电弧力,变动的冲击力会对焊缝熔池产生搅拌和冲击的作用,促进熔池中液态金属的流动,使熔池内的杂质和气泡更容易溢出。已报道交替保护气体工艺产生的益处包括提高焊接速度,同时保持焊缝几何形状,降低焊缝孔隙率和改善机械性能。由于允许更快的焊接速度,除了由于热量输入减少降低了焊接变形之外,还提高了焊接效率[17-19]。由于铝合金材料的种种特性,如线膨胀系数大等,焊接过程中常常会出现气孔、焊缝成形差等焊接缺陷,焊接后的产品经过分析测试手段分析,力学性能很难符合相关标准[20]。因此,提升对铝合金材料的焊接技术,增加对此种材料的深层次研究,是对增加铝合金的利用价值和使用范围有这重要的影响与意义。
本文采用了Ar-Ar变动送气TIG焊的焊接方法焊接4mm厚5A06铝合金薄板,对其焊接接头进行宏观分析和微观组织分析,并且对变动送气频率为1Hz下的5A06铝合金对焊板试样进行抗拉强度测试,分析其力学性能。
1 试验方法及材料
1.1 试验材料
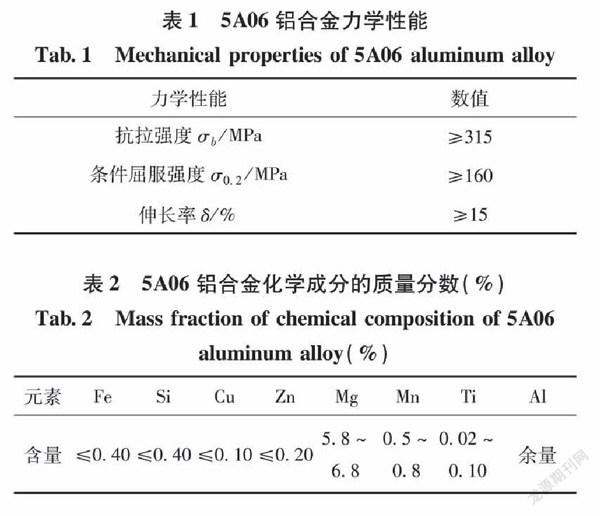
本实验的焊接保护气体为氩气,为保证其实验效果,氩气纯度为99.99%,且保护气体应足量,防止保护气体不足而影响实验结果。焊接母材材料采用5A06防锈铝合金(LF6),该铝合金具有较高的强度和腐蚀稳定性,在退火和挤压状态下塑性尚可,加工性能良好,其力学性能和化学成分分别如表1和表2所示。
在焊接前,预先将5A06铝合金板加工成100×50×4mm的规格,其焊前表面如图1所示,用无水乙醇将铝合金板表面的油污、杂质等擦拭掉,再用打磨机将铝合金板表面打磨干净,最后将铝板
夹在焊接工作台上,试样打磨之后要立即焊接,防止在空气中时间过长导致表面再次被氧化膜覆盖,影响实验结果。
1.2 试验方法
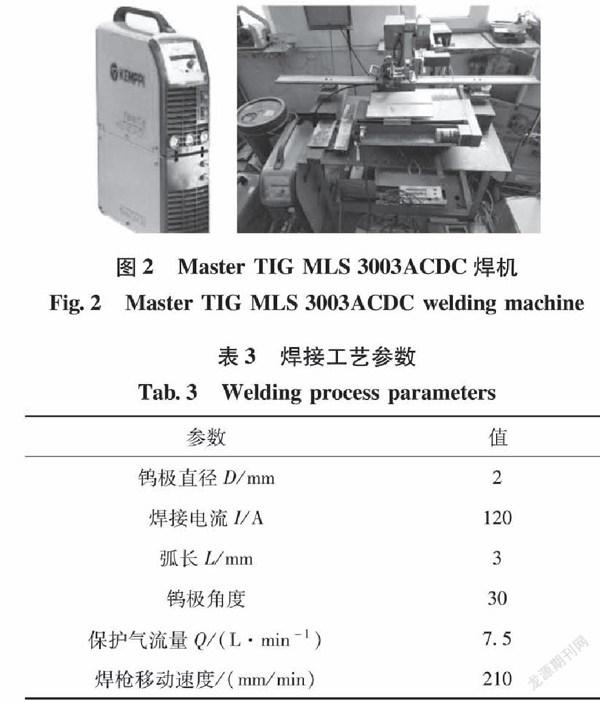
图2是本实验使用的焊接设备,型号为Master TIG MLS 3003ACDC,气体供气装置采用自制的变动送气装置进行送气,通过计算机精确控制变动送气装置中的电磁阀,通过两个送气通路进行不同频率下的Ar-Ar交替送气。两个送气通路分别为主送气通路和辅助送气通路,两个送气通路上分别有单项控制阀,防止两种气体因压力不相同而互流,影响气体保护效率,最终将变动气体送至焊枪形成稳定电弧,本次研究中的焊接基本工艺参数如表3所示。
将焊接电源设置为直流反接,本实验采用碳棒接触式引弧以防止高频引弧对行走控制系统产生影响。保护气的供给方式分别为传统送气和变动送气两种,变动送气频率分别为1、2、4Hz。其中1Hz即为1s中主气与辅气完成一次交替送氣,以此类推。采用4种送气方式分别在5A06铝合金板上各焊出一道表面堆焊焊缝。
将焊接好的5A06铝合金板先观察比较传统送气和变动送气下焊缝的表面,并使用线切割技术分别截取一段焊缝切成10×5×4mm的规格,并进行镶嵌,将镶嵌完成的试样进行打磨和抛光,观察熔深熔宽,然后将抛光好的试样进行腐蚀,腐蚀试剂采用Keller试剂(成分为95%H2O+2.5%HNO3+1.5%HCl+1 %HF ),在金相显微镜下对各个试样进行观察和分析。
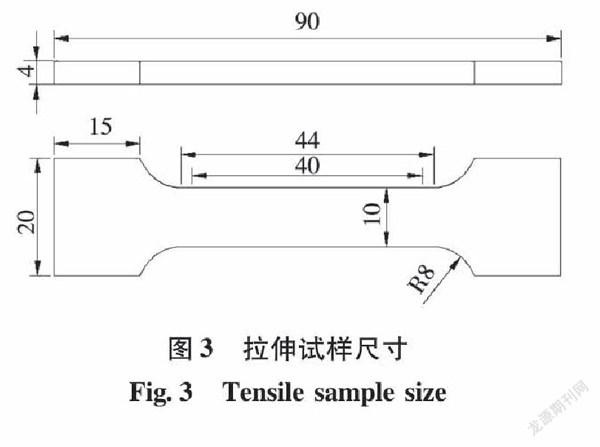
采用送气频率为1Hz的变动送气TIG焊将两块5A06铝合金板进行对焊,通过万能拉伸试验机及扫描电镜对其力学性能及断裂机制进行探究,拉伸速度为2mm/min。拉伸试样具体尺寸如图3。
按照GB/T 228.1-2010,加工好拉伸试样,对试样表面进行打磨,特别是一些容易形成应力集中的位置,如焊趾等。对于同一焊接试板,取3个拉伸试样,将拉伸测试重复3次以取平均值,避免产生较大的误差。
2 试样结果与分析
2.1 焊缝的宏观分析
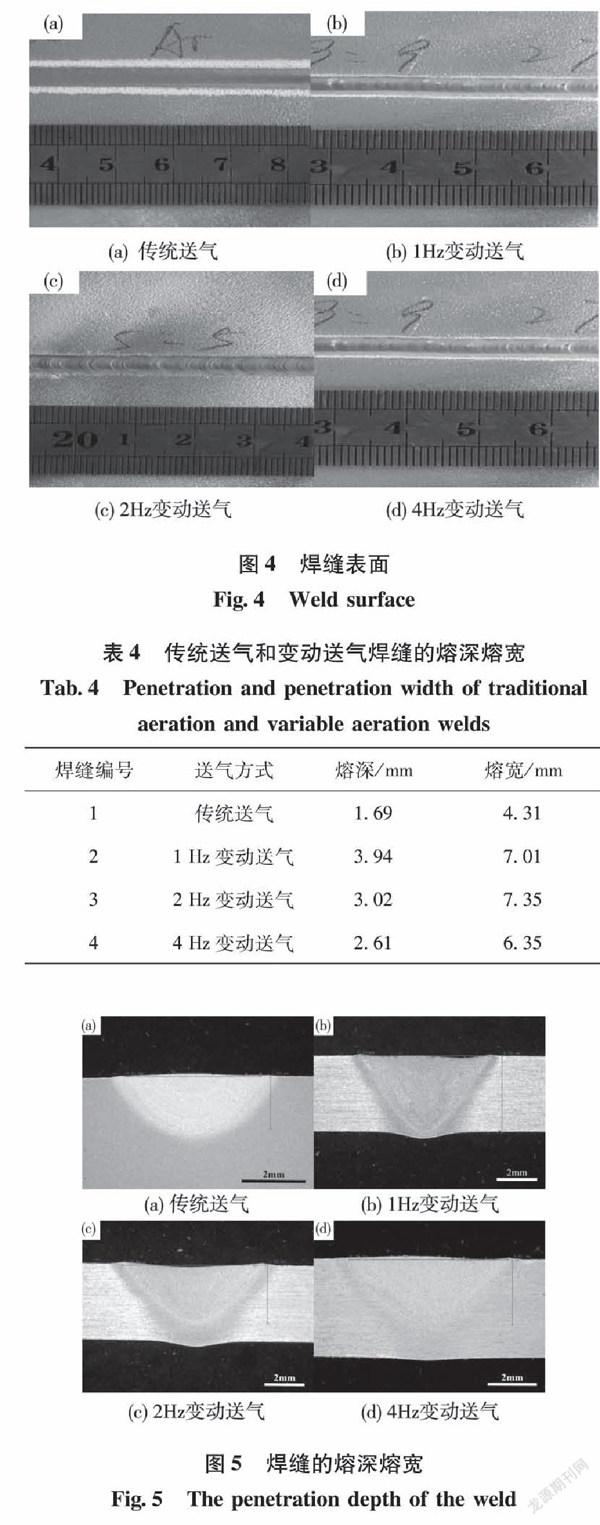
在前期的研究中发现,氩气变动送气的TIG电弧压力产生明显的周期性变化,这种电弧压力的改变将会以脉冲压力的形式直接作用到熔池表面,对焊缝成形产生影响[21]。图4是实验获得的焊缝表面。可以看出,传统送气焊缝的表面非常平整,没有任何的鱼鳞纹的特征,而变动送气频率为1Hz的焊缝出现了明显的鱼鳞纹,但纹理的间距较大,变动送气频率为2Hz的焊缝鱼鳞纹也非常明显,而且间距较小,纹理变得密集,变动送气频率为4Hz的焊缝纹理更加细密。由此可知随着变动送气频率的增加鱼鳞纹越来越密越细,可以看出氩气变动送气对焊缝表面成型产生影响。
对传统送气和变动送气实验板焊缝进行了熔深和熔宽的测量,测量结果如表4和图5所示。变动送气下焊缝的熔宽和熔深均比传统送气下的大,其中频率为1Hz的变动送气下焊缝的熔深最大,1Hz和2Hz下焊缝的熔宽相近。所以在相同的焊接条件下,1、2和4Hz的变动送气频率均可以增大熔深,从而提高了焊接效率。
2.2 焊缝金相显微组织分析
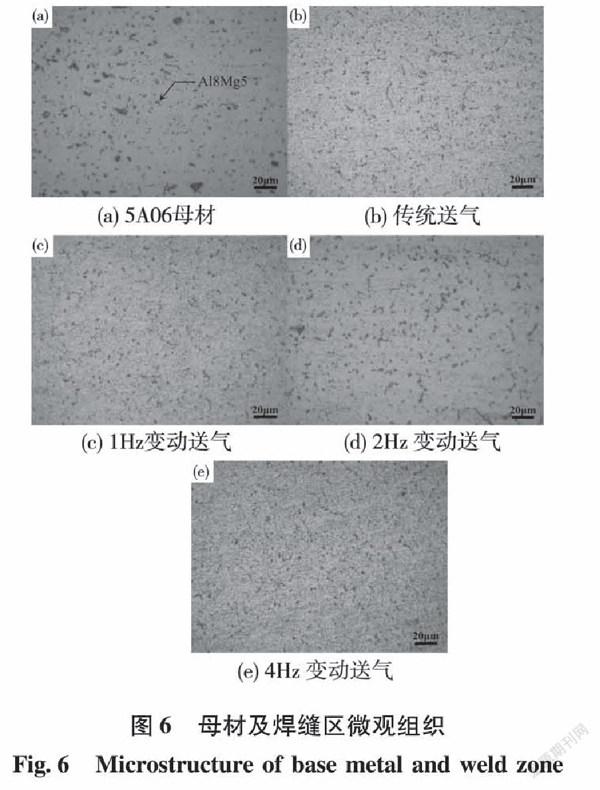
本研究对焊缝中心区和熔合区进行了相应的组织观察。焊缝中心的组织是在焊接热输入作用下使母材完全熔化,之后快速冷却结晶形成,传统TIG焊的焊缝组织多为树枝晶或胞状树枝晶。图6为母材及焊缝区金相组织照片,焊缝处的组织为典型的铸态组织。由图6(a)可以看出母材α相(Al基体)上有强化相β相(Al8Mg5)析出,对比图6(b)可看出传统连续送气条件下,β相(Al8Mg5)在α相(Al基体)上呈无规则分布。
對比图6(c)、6(d)、6(e)可以看出,变动送气条件下焊缝组织特征表现为细小颗粒或长条形状β相在α相上均匀弥散分布,其弥散分布形式是由于变动送气导致的焊接电弧力以脉冲压力的形式直接作用到熔池,引起熔池搅动同时对β相(Al8Mg5)产生冲击打碎作用所导致。
熔合区包含部分熔化的焊缝组织部分未熔化的母材,并形成了参差不齐的界面,导致其微观行为复杂。这部分区域虽然没有完全熔化,但其性能和组织也发生了相应变化。图7为传统送气和不同频率的变动送气下熔合区金相组织,由图7(a)、7(b)、7(c)、7(d)可以看出熔合区组织同样表现为铸态组织,传统TIG焊焊缝的熔合区较宽,施加变动送气后熔合区变窄。图7(e)可以看出除均匀分布着β相(Al8Mg5)外,还存在灰色Al6Mn相和黑色骨骼状Mg2Si相。
2.3 焊缝的室温拉伸分析
通过对焊缝熔深熔宽的对比分析,1Hz变动送气可以达到最大4mm熔深,针对4mm厚试板进行了对接焊接实验。并对实验板进行拉伸测试,考察1Hz变动送气条件下焊缝组织对其力学性能的影响。
由于焊缝余高的存在会导致该部位出现明显的应力集中,因此应将余高用砂纸打磨平整以免影响实验结果,在打磨过程中要控制热量的产生防止影响焊缝的力学性能。实验做3组取平均值,断后宏观形貌及实验结果如图8和表5所示。
由拉伸实验结果可以得出,5A06铝合金板在送气频率为1Hz变动送气TIG条件下,其抗拉强度略微下降,约为母材的95%,伸长率也有所下降,约为母材的77%。
本次拉伸试验的试件均在焊缝处断裂,断裂面与主应力方向成45°角,断口灰暗色,呈韧性断裂。图9为1Hz变动送气对焊板的断口显微形貌。从图9中可以看出,接头的断口为典型的微孔聚集型断裂特征,分布着大小不同的等轴韧窝,且存在撕裂棱。第二相质点(Al8Mg5)的尺寸和和分布影响着韧窝的尺寸,较小的韧窝中第二相质点(Al8Mg5)也较小。图中还出现因细小第二相质点(Al8Mg5)剥离后产生的沿晶断裂韧窝。
3 结 论
1)变动送气对焊缝熔池具有冲击、搅拌作用,使焊缝表面出现鱼鳞纹,且频率越高鱼鳞纹的间距越小,鱼鳞纹越密集。
2)在相同的焊接参数下,变动送气焊缝的熔深大于传统送气,提高了焊接效率。
3)通过金相分析,传统TIG焊焊缝的熔合区较宽,施加变动送气后熔合区变窄,提高了焊缝的焊接质量。
4)1Hz变动送气对焊板的断口主要是韧性断裂,焊缝的抗拉强度和伸长率略小于母材,分别为母材的95%和77%。
参 考 文 献:
[1] 周万盛, 姚君山. 铝及铝合金的焊接[M]. 北京:机械工业出版社, 2011.
[2] 吴懿娟,晁代义,姜建堂.形变热处理对铝合金晶粒尺寸的影响[J].热处理技术与装备,2016,37(5):60.
WU Yijuan, CHAO Daiyi, JIANG Jiantang. The Effect of Thermo-mechanical Treatment on Grain Size of Aluminum Alloy[J]. Heat Treatment Technology and Equipment, 2016, 37(5):60.
[3] 李念奎,凌杲.铝合金材料及其热处理技术[M].北京:冶金工业出版社,2012.
[4] 刘莉. 5A06铝合金复杂应力状态下的变形行为和组织演变[D].哈尔滨:哈尔滨工业大学,2014.
[5] SEONG-JONG KIM, SEOK-KI JANG, MIN-SU HAN, et al. Cavitation and Electrochemical Characteristics of Thermal Spray Coating with Sealing Material[J]. Trans Nonferrous Met. Soc.China. 2013, 23(4): 636.
[6] EZUBER H, HOUDA E, SHAWESHF E. A Study on the Corrosion Behavior of Aluminum Alloys in Seawater[J]. Mater Des, 2008, 29(4): 801.
[7] ABDULSTAAR M, MHAEDE M, WOLLMANN M, et al. Corrosion Behaviour of Al 1050 Severely Deformed by Rotary Swaging[J]. Mater Des, 2014, 57: 325.
[8] 杨春利, 林三宝. 电弧焊基础[M]. 哈尔滨:哈尔滨工业大学出版社, 2003.
[9] 黄勇. 铝合金活性TIG焊接法及其熔深增加机理的研究[D]. 兰州:兰州理工大学, 2007.
[10]王顺花, 毕晓敏. 铝和铝镁合金熔化极氩弧焊气孔及防止[J]. 电焊机, 2001, 31(4):22.
WANG Shunhua, BI Xiaomin. Prevention of Blowhole from Aluminum and Al-Mg Alloy TIG Welding[J]. Electric Welding Machine, 2001, 31(4):22.
[11]靳鹏飞, 吴志生, 高珊,等. 深冷处理对5A06铝合金焊接接头组织与性能的影响[J]. 焊接技术, 2011, 40(1):8.
JIN Pengfei, WU Zhisheng, GAO Shan, et al. Effect of Deep Cryogenic Treatment on the Microstructures and Properties of Welded Joint of 5A06 Aluminum Alloy[J]. Welding Technology, 2011, 40(1):8.
[12]张红霞, 刘晓晴, 闫志峰,等. 5A06铝合金焊接接头裂纹失效分析[J]. 材料工程, 2013(3):27.
ZHANG Hongxia, LIU Xiaoqing, YAN Zhifeng, et al. Failure Analysis of 5A06 Aluminum Alloy Welding Joint Crack[J]. Journal of Materials Engineering, 2013(3):27.
[13]NGUYEN A V, TASHIRO S, NGO M H, et al. Influence of Shielding Gas Composition on Molten Metal Flow Behavior During Plasma Keyhole Arc Welding Process[J].Journal of Manufacturing Processes. 2020, 53: 431.
[14]PIRES I, QUINTINO L, MIRANDA R, et al. Analysis of the Influence of Shielding Gas Mixtures on the Gas Metal Arc Welding Metal Transfer Modes and Fume Formation Rate[J]. Materials & Design, 2006, 28(5):1623.
[15]許良红, 田志凌, 张晓牧,等. 保护气体对高强铝合金的焊缝组织及气孔敏感性的影响[J]. 焊接学报, 2006, 27(12):69.
XU Lianghong, TIAN Zhiling, ZHANG Xiaomu, et al. Effects of Shielding Gas on Microstructure and Number of Gas Pore in High Strength Aluminum Alloys Weld[J]. Transactions of the China Welding Institution, 2006, 27(12):69.
[16]杨秀青. 混合保护气体对铝合金TIG/MIG焊的影响[D]. 石家庄:河北科技大学, 2016.
[17]TSAI M C, KOU S. Electromagnetic-force-induced Convection in Weld Pools with a Free Surface[J]. Weld J, 1990, 69 (6):241.
[18]LIN M L, EAGAR T W. Pressures Produced by Gas Tungsten Arcs[J]. Metallurgical Transactions B, 1986, 17(3):601.
[19]KANG B Y, YARLAGADDA K, PRASAD D V, et al. The Effect of Alternate Supply of Shielding Gases in Austenite Stainless Steel GTA Welding. 2008, 209(10):4722.
[20]杨淑芳, 楼松年, 薛小怀. 铝合金焊接技术[J]. 造船技术, 2003(5):25.
YANG Shufang, LOU Songnian, XUE Xiaohuai. Aluminum Alloy Welding Technology[J]. Marine Technology, 2003(5):25.
[21]DAI H B, SHEN X Q, WANG H R. Study on the Arc Pressure of TIG Welding under the Condition of Ar-Ar and Ar-He Supply Alternately[J]. Results in Physics 2018(10):917.
(编辑:王 萍)
收稿日期: 2020-10-18
基金项目: 黑龙江省自然科学基金(LH2019E057).
作者简介:
齐 欣(1996—),女,硕士研究生.
通信作者:
戴鸿滨(1971—),男,副教授,硕士研究生导师,E-mail:daihongbin@hrdust.edu.cn.
3329501908205
